

C6140车床对开合螺母下座工艺规程设计
格式:pdf
大小:1.4MB
页数:21P
人气 :53
 4.5
4.5
目 录 1.课程设计任务书 ·········································2 2.设计进度计划表 ·········································2 3.工艺规程编制 ···········································3 3.1分析加工零件的工艺性································· 3 3.2毛坯的选择··········································· 7 3.3工艺规程制定········································· 9 4.工艺装备(机床专用夹具)设计 ··························16 4.1夹具总体方案设计····················



 静压丝杆螺母在立式车床的应用
静压丝杆螺母在立式车床的应用 静压丝杆螺母在立式车床的应用
针对现有的重型立式车床中存在的升降传动问题,探讨超重型立式车床的横梁升降机构所采用的静压丝杆螺母的设计及制造工艺,以减少传动系统的摩擦和磨损,提高机床运动精度和传动效率,详细介绍了丝杆螺母的设计与计算,在加工工艺中还从多个方面保证了产品的制造精度,经过定量叶片泵和变量叶片泵的验证实验,还对制造结果进行了讨论与分析,对存在的问题提出了有效的解决办法。
编辑推荐下载
开合螺母
格式:pdf
大小:469KB
页数:27P
4.6
1 车床上对开合螺母进行加工 学院: 专业班级: 学生姓名: 指导教师: 2011年12月12日 2 课程设计任务书 一、课程设计的目的 机械制造装备设计课程设计是机械制造装备设计课程教学的一个不可 或缺的辅助环节。它是学生综合运用本课程及其先修课程的理论和实践知 识进行加工工艺及夹具结构设计的一次重要实践。它对于培养学生编制机 械加工工艺规程和机床夹具设计的能力,为以后搞好毕业设计和到工厂从 事工艺与夹具设计具有十分重要的意义。本课程的目的在于: 1)培养学生综合运用机械制造装备设计及相关专业课程(工 程材料、机械设计、互换性与测量技术、机械制造基础)的理论知识,结 合金工实习、生产实习中学到的实践知识,独立地分析和解决机械加工工 艺问题,初步具备设计中等复杂程度零件的工艺规程的能力。 2)能根据被加工零件的技术要求,应用夹具设计的基本原理 和方法,学会拟定夹具
车削开合螺母专用夹具设计 车削开合螺母专用夹具设计
格式:pdf
大小:239KB
页数:3P
4.8
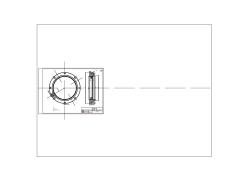
介绍了一种安装在普通车床主轴上的角铁式夹具,用于车削开合螺母,经使用验证,该夹具结构紧凑,安装迅速,定位准确,保证了开合螺母的加工精度。
车床对开合螺母下座工艺规程设计热门文档

螺母 (2)
格式:pdf
大小:60KB
页数:5P
4.7
第三部分螺母 产品分类 一、产品大类(一)、英制螺母1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机 械螺母)、bsw916、jisb1181。按其特性又可分为:普通螺母(finishedhexnuts)(1/4 以上含1/4规格)––fin薄型螺母(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺母(heavyhexnuts)(1/4以上含1/4规格)––hvy机械螺母(machinescrew nuts)(#4-40-3/8规格)––m/s2、美制螺母之区别:普通型、重型、薄型螺母其可制造规格 为1/4-11/2,机械型螺母可制造规格为3/8以下。英制螺母相互区别主要在厚度,对边上也 略有不同。a、薄型螺母和普通型对边一样
螺母 (3)
格式:pdf
大小:2.3MB
页数:62P
4.4
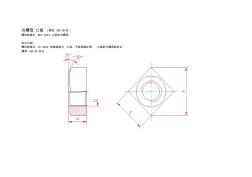
方螺母c级(摘自gb39-88) 螺纹规格为m3~m24、c级的方螺母。 标记示例: 螺纹规格为d=m16、性能等级为5级、不经表面处理、c级的方螺母的标记: 螺母gb39m16 焊接方螺母(摘自gb13680-92) 螺纹规格为m4~m16的焊接方螺母的型式、尺寸和技术条件。 标记示例: 螺纹规格d=m10、材料为含碳量不大于0.25%的钢、不经表面处理的a型焊接方螺母的标记: 螺母gb/t13680m10 1型六角螺母(摘自gb/t6170-2000) 螺纹规格为m1.6~m64、性能等级为6、8、10、a2-50、a2-70、a4-50、a4-70、cu2、cu3和al4级、产品等级为a和b级的1型六角螺母。a级用于d ≤16mm;b级用于d>16mm的螺母。 标记示例: 螺纹规格d=m12、

螺母
格式:pdf
大小:60KB
页数:5P
4.4
第三部分螺母 产品分类 一、产品大类(一)、英制螺母1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机 械螺母)、bsw916、jisb1181。按其特性又可分为:普通螺母(finishedhexnuts)(1/4 以上含1/4规格)––fin薄型螺母(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺母(heavyhexnuts)(1/4以上含1/4规格)––hvy机械螺母(machinescrew nuts)(#4-40-3/8规格)––m/s2、美制螺母之区别:普通型、重型、薄型螺母其可制造规格 为1/4-11/2,机械型螺母可制造规格为3/8以下。英制螺母相互区别主要在厚度,对边上也 略有不同。a、薄型螺母和普通型对边一样
螺母命名
格式:pdf
大小:8KB
页数:1P
4.4
一.螺母、垫片类 1.螺母 描述:名称大小(内牙径×牙距×厚)表面处理 范例:六角螺母m3.8×0.5×t0.5镀金 备注: ni表示镀镍;o表示镀黑锌;zn表示镀彩锌;z表示镀白锌cr表示镀铬 2.垫圈 描述:名称大小(外径×内径×厚)材质 范例:弹垫圈φ1.8×φ8.5×t0.2弹簧钢 二.螺丝 描述:名称头型带介子牙型表面处理外径×长度材质(铁省略) 范例:scrpwmni3×5不锈钢 备注: 头型:p=平圆头,f=沉头,h=外六角头,w=带介子头(盆垫圈头),c=无头,i=内六角 螺丝牙型:m=机械牙,a=尖头自攻牙,b=平头自攻牙 表面处理:ni=镀镍o=镀黑锌zn=镀彩锌z=镀白锌
车床对开合螺母下座工艺规程设计精华文档

车床离合齿轮零件的机械加工工艺规程和专用夹具设计
格式:pdf
大小:1011KB
页数:48P
4.4
青岛理工大学本科毕业设计(论文)说明书 1 摘要 本文介绍了离合齿轮的加工工艺设计过程及其专用夹具的设计过程。通过本设计 进一步了解了机械加工工艺设计过程的一般方法和步骤。联系生产现场实际条件进行 工艺方案的比较选择适当方案;掌握根据生产的要求设计专用机床夹具的方法。 本文内容包括:机械加工工艺的组成,工艺过程的作用,工艺规程的作用,工艺 规程的设计原则,生产纲领的计算和生产类型的确定,毛坯的制造形式,制造工艺中 基准的选择,零件的尺寸、形状误差和位置误差的分析,机械加工工艺路线的确定, 各个工序的加工余量、工序尺寸。尺寸公差的确定及某些刀具的几何参数的选择和常 见的金属切削机床的选用,机械加工各工序的切削深度、进给量、些小速度的确定, 机械加工工时的计算,专用夹具设计的基本要求,专用设计的依据、夹具装置的选 择、夹紧力的估算、定位误差的分析、夹具的操作说明。本文介绍的各个工序都要保 证
螺母简介!高强度螺母的使用
格式:pdf
大小:14KB
页数:2P
4.6
高强度螺母简介 用高强度钢制造的,或者需要施以较大预紧力的螺母,皆可称为高强度螺母。高强度螺 母多用于桥梁、钢轨、高压及超高压设备的连接。这种螺母的断裂多为脆性断裂。应用于超 高压设备上的高强度螺母,为了保证容器的密封,需要施以较大的预应力。 高强度螺母用途 当今大飞机、大型发电设备、汽车、高速火车、大型船舶、大型成套设备等为代表的 先进制造已将进入重要的发展方向。由此,紧固件将进入重要的发展阶段。高强度螺栓用于 重要机械的连接,反复的拆装或各式的安装扭矩法对高强度螺栓要求极高。因此,对其表面 状况及螺纹精度的好坏,将直接影响主机的使用寿命及安全。为了改善摩擦系数,避免在使 用过程中出现锈蚀、咬死或卡住,技术要求规定其表面应进行镍磷镀处理。镀层厚度保证在 0.02~0.03mm范围内,镀层均匀,致密、无针孔等。 工艺流程 高强度螺母镍磷镀的工艺流程镍磷镀由
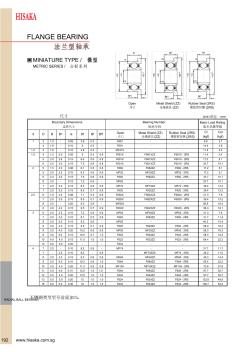
导程螺母-普通螺母型
格式:pdf
大小:524KB
页数:6P
4.7
bearingnumber ?d f ? d? d bf1 rs b rs ? d ? d f ? d bf1 rs b1 rs ? d ? d f ? d bf1 rs rs b1 www.***.***.sg192 7.5 4.8 5 6.5 9.82.7 cor (kgf) cr (kgf) drsbfb1 - - bf1db 1 4 4 3 1.8 51.5 41.2 0.15 0.15 0.15 0.10 0.15 0.15 0.20 0.10 53.4f634zzf634-2rs136.716f634 0.100.4- 0.050.3 df 3.81.0 -1.2 1.6-0.100.55 - 0.051.50.40.62.0 0.60.8 62.53.00.150.60.8 52.00.15 5 6 2.3 2.6
普通车床车削多线螺纹的工艺探究 普通车床车削多线螺纹的工艺探究
格式:pdf
大小:104KB
页数:1P
4.8
多线螺纹相对于单线螺纹具有导程大、须分线车削等特点.我们在使用普通车床对多线螺纹进行车削的过程中,经常会遇到这样一些情况:扎刀、螺纹分线不均、零件尺寸不能满足图纸设计要求、螺纹牙侧表面质量达不到粗糙度要求等.本文根据工作中累积的一些经验对这些问题产生的原因进行分析,制定了相应的解决方案,确保了多线螺纹的加工精度及零件的质量.
车床对开合螺母下座工艺规程设计最新文档
车削钛合金柱销螺母夹具设计 车削钛合金柱销螺母夹具设计
格式:pdf
大小:51KB
页数:未知
4.6
公司承接了一项外协加工任务,工件如图1所示,材料为tc4钛合金,外圆加工后的形状和几何尺寸都比较规范,其加工难点为该工件的m18螺纹孔轴线对35mm圆柱轴线的垂直度不超过0.02mm,螺母及20mm圆柱槽的切削加工。针对上述情况,我们设计了一套利用车床加工柱销螺母的夹具,取得了很好的效果。1.夹具结构夹具结构如图2所示,主要由夹具体2、紧固螺
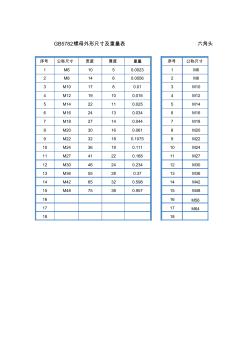
螺栓螺母
格式:pdf
大小:33KB
页数:2P
4.5
序号公称尺寸宽度厚度重量序号公称尺寸 1m61050.00231m6 2m81460.00562m8 3m101780.013m10 4m1219100.0164m12 5m1422110.0255m14 6m1624130.0346m16 7m1827140.0447m18 8m2030160.0618m20 9m2232180.10759m22 10m2436190.11110m24 11m2741220.16811m27 12m3046240.23412m30 13m3655280.3713m36 14m4265320.59814m42 15m4875380.95715m48 1616m56
螺母标准
格式:pdf
大小:592KB
页数:8P
4.4
螺母标准 方螺母c级gb39-88 六角螺母c级gb/t41-2000 六角厚螺母gb56-88 2型全金属六角锁紧螺母9级gb/t6186-2000 全金属六角法兰面锁紧螺母gb/t6187.1-2000 全金属六角法兰面锁紧螺母细牙gb/t6187.2-2000 1型六角开槽螺母细牙a和b级gb9457-88 2型六角开槽螺母细牙a和b级gb9458-88 六角开槽薄螺母细牙a和b级gb9459-88 焊接方螺母gb/t13680-92 焊接六角螺母gb/t13681-92 2型六角开槽螺母-a和b级gb6180-86 六角开槽薄螺母-a和b级gb6181-86 蝶形螺母gb62-88 六角薄螺母gb/t6172.1-2000 非金属嵌
螺母等级
格式:pdf
大小:6KB
页数:2P
4.4
1/2 螺母等级 钢结构连接用螺母性能等级分3.6、4.6、4.8、5.6、6.8、8.8、9.8、10.9、 12.9等10余个等级,其中8.8级及以上螺母材质为低碳合金钢或中碳钢并经热 处理(淬火、回火),通称为高强度螺母,其余通称为普通螺母。螺母性能等 级标号有两部分数字组成,分别表示螺母材料的公称抗拉强度值和屈强比值 。例如,性能等级4.6级的螺母,其含义是: 1、螺母材质公称抗拉强度达400mpa级; 2、螺母材质的屈强比值为0.6; 3、螺母材质的公称屈服强度达400×0.6=240mpa级。 性能等级10.9级高强度螺母,其材料经过热处理后,能达到: 1、螺母材质公称抗拉强度达1000mpa级; 2、螺母材质的屈强比值为0.9; 3、螺母材质的公称屈服强度达1000×0.9=900mpa级螺母性能等级的含义是 国际通用的标准,相同性能等级的螺母,不管
机床刀具夹紧用新型螺母 机床刀具夹紧用新型螺母
格式:pdf
大小:137KB
页数:2P
4.5
通过对液压螺母及液性塑料的分析,设计了一种新型螺母,详细介绍新型螺母的结构及工作原理,利用其紧固方便、夹紧力大和防松效果显著等特点,成功应用于机床刀具夹紧,具有较好的推广价值。
C6132车床尾座体的机械加工工艺规程及夹具设计
格式:pdf
大小:326KB
页数:25P
4.4
1 前言 加工工艺及夹具毕业设计是对所学专业知识的一次巩固,是在进行社会实践 之前对所学各课程的一次深入的综合性的总复习,也是理论联系实际的训练。 机床夹具已成为机械加工中的重要装备。机床夹具的设计和使用是促进生产 发展的重要工艺措施之一。随着我国机械工业生产的不断发展,机床夹具的改进和 创造已成为广大机械工人和技术人员在技术革新中的一项重要任务。 1.1课题背景及发展趋势 材料、结构、工艺是产品设计的物质技术基础,一方面,技术制约着设计; 另一方面,技术也推动着设计。从设计美学的观点看,技术不仅仅是物质基础还 具有其本身的“功能”作用,只要善于应用材料的特性,予以相应的结构形式和 适当的加工工艺,就能够创造出实用,美观,经济的产品,即在产品中发挥技术 潜在的“功能”。 技术是产品形态发展的先导,新材料,新工艺的出现,必然给产品带来新的 结构,新的形态和新的造型风格。材料,加工工艺,

螺栓、螺母
格式:pdf
大小:11KB
页数:4P
4.5
第一章螺栓、螺母用钢的研究进展与应用 1.螺栓螺母用钢的概况及性能指标 螺栓与螺母配合成为紧固件,螺栓螺母用钢大致一样,对于钢的研究,简述一种件就 可以,通常把螺栓为研究对象,若计算力学性能,则要统筹兼备。 随着汽车、建筑、机械轻工不断的发展,对紧固件的要求越来越高,其中螺栓用量最大, 因此螺栓钢材具有更高强强度。例如超临界、超临界发电机组所用的高压给水泵是超临 界发电泪l组的关键设备,对水泵供水压力的要求越来越高,使水泵密封与承压作用的 螺栓的强度要求也随之提高;大型建筑网架结构不仅跨度大,而目大多是公共建筑,而 高强度螺栓是用于空间钢网架螺栓球节点上的重要零件,它直接传递交变荷载引起的交 变内力,其质量的优劣直接涉及人民生命及财产安全;原有的汽车、摩托车用螺栓,尤 其是发动机螺栓已难以满足发动机高应力化的要求,螺栓的高强度化能够减小螺栓的尺 寸,降低螺栓自身的质量,有利于减轻
螺母档案数据
格式:pdf
大小:8KB
页数:7P
4.4
行号存货编号存货全名存货规格存货型号 1wgcd0160滚珠丝杠螺母直径32,导程10 2wgqt0094塑料螺母m4 3wgqt0116细牙螺母m10*1.0(细牙) 4wgxc0017船形螺母m6 5wgxc0020开滑螺母m24 6wgxc0021开滑螺母m30 7wgxc0022开滑螺母m40 8wgxc0023开滑螺母m60 9wgxc0024加卡螺母m16 10wgxc0025法兰螺母12*18 11wgxc0026法兰螺母m16 12wgxc0027法兰螺母12*17 13wgxc0028法兰螺母m10 14wgxc0029法兰螺母20*30 15wgxc0030圆法兰螺母φ24*37 16wgxc0031圆法兰螺母φ24*32 17wgxc0032开滑螺母m9

螺母重量
格式:pdf
大小:233KB
页数:7P
4.5
一、双头螺栓重量表 规 格直 径×长度 a型(双头丝)b型(全丝) 规 格直 径×长度 a型(双头丝)b型(全丝) 每千个螺栓重量(公 斤) 每千个螺栓重量(公 斤) 每千个螺栓重量(公 斤) 每千个螺栓重量(公 斤) 不带螺母带螺母不带螺母带螺母不带螺母带螺母不带螺母带螺母 m10×4022442244m14×908413589140 m10×5028502850m14×1009214399150 m10×6033553355m16×607914780148 m10×7038603860m16×708915793161 m12×4029622962m16×8099167107175 m12×5035
车床对开合螺母下座工艺规程设计相关
文辑推荐
知识推荐
百科推荐


职位:工程项目主管
擅长专业:土建 安装 装饰 市政 园林


