

不锈钢氩弧焊接工艺特点及常见缺陷的防治措施
格式:pdf
大小:87KB
页数:5P
人气 :64
 4.4
4.4
304L 不锈钢氩弧焊接工艺特点及常见缺陷的防治措施 摘 要:304L不锈钢( ASTM标准)为奥氏体不锈钢,属于超低碳级 不锈钢,具有良好的综合性能,是目前工业上应用最广泛的不锈钢; 文章通过现场实践操作, 研究总结了不锈钢焊接中的工艺特点, 针对 晶间腐蚀、层间未熔合、引弧夹钨、收缩缩孔等问题提出了具体的解 决办法和注意事项,有效地解决了焊接质量问题。 关键词:奥氏体不锈钢 ; 晶间腐蚀 ; 危险温度区 ; 焊接线能量 0 引 言 西气东输管道增输工程压缩机(组)中的润滑油系统、干气密封 系统和前置加热系统工艺管道均为不锈钢管, 材质为 304L不锈钢(美 国 ASTM标准),主要管道规格为 D60×6mm;本文主要以 D60×6mm管 道为例,分析奥氏体不锈钢管道焊接中易发生的缺陷, 并介绍采取的 预防措施。 1 304L 不锈钢的特性和焊接工艺参数 奥氏体不锈钢 304L对应我



304L不锈钢氩弧焊接工艺特点及常见缺陷的防治措施.
第34卷第3期陈连山,陈兵辉,安金平 (中国石油天然气管道三公司,河南中牟 451450 摘要:304l不锈钢(astm标准为奥氏体不锈钢,属于超低碳级不锈钢,具有 良好的综合性 能,是目前工业上应用最广泛的不锈钢。文章通过现场实际操作,研究总结了 304l不锈钢焊接的工艺特点,针对晶间腐蚀、层间未熔合、引弧夹钨、收弧缩孔 等问题提出了具体的解决办法和注意事项,有效地解决了焊接质量问题。关键词: 奥氏体不锈钢;晶间腐蚀;危险温度区;焊接线能量 中图分类号:tg444.74 tg457.11文献标识码:b文章编号:1001-2206(200803-0049-02 304l不锈钢氩弧焊接工艺特点及 常见缺陷的防治措施 !!!!!!!!!!!!!!!!!!!!!!!!!

不锈钢氩弧焊接要点
. . 不锈钢氩弧焊接要点 1、钨针要磨尖,手要把稳,拉弧后要通过目镜观察焊接位置后调整,要多练。 2、不锈钢tig焊要点及注意事项: (1)采用垂直外特性的电源,直流时采用正极性(焊丝接负极)。 (2)一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点。 (3)保护气体为氩气,纯度为99.99%。当焊接电流为50~150a时,氩气流量为8~10l/min, 当电流为150~250a时,氩气流量为12~15l/min。 (4)钨极从气体喷嘴突出的长度,以4~5mm为佳,在角焊等遮蔽性差的地方是2~3mm, 在开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过15mm。 (5)为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 (6)焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以1~3mm
编辑推荐下载

奥氏体不锈钢氩弧焊焊接工艺
格式:pdf
大小:163KB
页数:7P
4.7
沃泰水技术 共7页第1页 奥氏体不锈钢氩弧焊焊接工艺 本规范依据《现场设备、工业管道焊接工程施工及验收规范》 沃泰水技术 共7页第2页 目次 一.焊接通用规定 二.材料 三.焊接一般规定 四.焊接工艺要求 五.钢板卷筒或设备的焊缝 六.焊缝外观检查 七.无损检验规定 附录:钢焊件坡口形式和尺寸规定 沃泰水技术 共7页第3页 奥氏体不锈钢氩弧焊焊接 一.焊接通用规定 焊接人员及其职责应符合下列规定: 1.焊接技术人员应由中专及以上专业学历有1年以上焊接生产实践的人 员担任,焊接技术人员应负责焊接工艺评定,编制焊接作业指导书和焊接技 术措施,指导焊接作业,参与焊接质量管理,处理焊接技术问题,整理焊接 技术资料。 2.焊接质检人员应由相当于中专及以上文化水平,有一定的焊接经验和技 术水平的人员担任,焊接质检人员应对现场焊接作业进行全面检查和控制, 负责确定焊缝检
 不锈钢-殷钢异种金属氩弧焊接工艺及性能分析
不锈钢-殷钢异种金属氩弧焊接工艺及性能分析 不锈钢-殷钢异种金属氩弧焊接工艺及性能分析
格式:pdf
大小:418KB
页数:2P
4.5
采用手工钨极氩弧焊方法对不锈钢-殷钢进行焊接试验,并对焊接试件进行了外观检查、无损检测、拉伸及弯曲测试。结果表明:外观检查没有发现裂纹、未熔合、未焊透等缺陷,依据jb/t4730.2-2005标准均为i级焊缝;常温测试采用殷钢焊丝焊接接头抗拉强度较高,为殷钢母材的92%左右;常温、液氮冷却测试采用不锈钢焊丝焊接接头抗拉强度为不锈钢母材的73%左右;常温、液氮冷却检测面弯、背弯弯曲角度≥120°试样未开裂;液氮冷却检测气密性漏率≤6.7×10-9pa·m3/s。
不锈钢氩弧焊接工艺特点及常见缺陷的防治措施热门文档
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:49KB
页数:7P
4.6
不锈钢焊接工艺(氩弧 焊工艺) 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品2 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本 指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使 用前应清除油锈及其他污物,露出金属光泽。 3.2.氩气 用心整理的精品word文档,下载即可编辑!! 精心整理,用心做精品3 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/
不锈钢焊接工艺(氩弧焊工艺)
格式:pdf
大小:30KB
页数:1P
4.6
--word格式--专业资料--可编辑--- -- 不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导 书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ0.8、φ 1、φ1.2、φ 1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前 应清除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中 的氩气不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.
不锈钢焊接工艺氩弧焊工艺
格式:pdf
大小:29KB
页数:4P
4.4
不锈钢焊接工艺(第一部分:氩弧焊接) 焊接工艺指导书 一???氩弧焊接? 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.??编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.??焊接准备 3.1.?焊接材料 焊丝:h1cr18ni9tiφ0.8、φ1、φ1.2、φ1.5、φ2.0 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清 除油锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型
 不锈钢薄板双面氩弧焊焊接工艺研究
不锈钢薄板双面氩弧焊焊接工艺研究 不锈钢薄板双面氩弧焊焊接工艺研究
格式:pdf
大小:95KB
页数:2P
4.7
本文通过对不锈钢薄板制压力容器双面氩弧焊焊接工艺研究分析,确定合理的焊接工艺参数,提高焊接生产效率,减少焊接变形,保证产品质量。
不锈钢氩弧焊接工艺特点及常见缺陷的防治措施精华文档
 细径薄壁不锈钢管的氩弧焊接工艺
细径薄壁不锈钢管的氩弧焊接工艺 细径薄壁不锈钢管的氩弧焊接工艺
格式:pdf
大小:115KB
页数:2P
4.3
介绍了细径薄壁不锈钢管的焊接难点和制定的焊接工艺方案,通过实践证明该工艺方案能保证焊接质量,满足了石油化工中小型实验装置接管的连接。
薄板不锈钢氩弧焊接技术研究 薄板不锈钢氩弧焊接技术研究
格式:pdf
大小:186KB
页数:3P
4.5
通过对不锈钢水箱内胆氩弧焊缝中产生白斑的原因进行研究,确定白斑的产生与焊接参数的关系。并通过机械拉伸实验、fecl3点腐蚀实验,分析了白斑区的力学性能和耐腐蚀性与正常焊缝区的差异,通过edx扫描分析得到了白斑的主要化学成分,为薄板不锈钢焊接提供了控制依据。
提高氩弧焊接工艺质量的研究与分析 提高氩弧焊接工艺质量的研究与分析
格式:pdf
大小:92KB
页数:未知
4.6
介绍了手工钨极氩弧焊的技术特点,并对氩弧焊焊接现场遇到的工艺问题进行了分析,得出了提高氩弧焊接工艺质量的具体措施。
不锈钢氩弧焊工艺文件
格式:pdf
大小:28KB
页数:2P
4.7
不锈钢氩弧焊工艺指导书 一、目的 本指导书规定不锈钢氩弧焊的基本方法,焊接时的一般参数以及正确的作业规 范和工作中的注意事项。 二、范围 本工艺适用于各种不锈钢板、不锈钢材料的焊接。 三、设备 直流钨极氩焊机tig-250 额定输入电压:单相380v±10%/50hz 焊接电流调节范围:5a—250a 最小焊接电流:≤40a 最大焊接电流:≥250a 预送气时间:0.3s 气体延时:0.3—16s 冷却方式:风冷 四、操作工艺 1、焊接操作前应首先检查被焊工件部位有无氧化物、油脂、涂层等垃圾物,焊前 必须严格清理,否则极易引起熔核成形不良,甚至会产生未焊透等质量的发生。 2、焊接前应领会图纸的技术要求,严格按照图纸要求进行施工,在将焊接件按图 纸尺寸要求定位好后,应用工艺撑杆加强、加固,以防止或减小在焊接过程中 产生的焊接变形,确保产品质量。 3、焊接前应
不锈钢氩弧焊接工艺特点及常见缺陷的防治措施最新文档
大型不锈钢设备的氩弧焊打底焊接工艺
格式:pdf
大小:118KB
页数:2P
3
大型不锈钢设备的氩弧焊打底焊接工艺——对大型不锌钢设备的氩弧坪打鹿手工电弧焊盖面的焊接工艺作了介绍.其焊接工艺性能试验及焊接工艺评定显示,采用此焊接工艺可得到优质的焊接。
不锈钢氩弧焊焊工证
格式:pdf
大小:20KB
页数:2P
4.4
台朔重工(寧波)有限公司 formosaheavyindustries(ningbo)co.,ltd. recordofwelderperformance qualificationtests wpqno:wb2013-01 date:7/8/2017 weldingoperator’snamef.wu(吳飛)identificationno.wb2013 testdescription identificationofwpsfollowedanp8t8-8-1rev.0■testcoupon□productionweld specificationandtype/gradeorunsnumber
0.8MM不锈钢薄板氩弧焊焊接工艺
格式:pdf
大小:22KB
页数:2P
4.7
0.8mm不锈钢薄板氩弧焊焊接工艺 设计要求大型隔热门选用0。8mm厚0cr18ni9材料,面板正面不允许拼焊,侧面拼 焊后焊缝表面必须无凹陷。无咬边,平整光洁,且整个面板拼焊后无波浪变形缺陷发生。由 于大型隔热门面板薄,面积大(3046mm*1352mm*0。8mm),受板料规格限制,面板 上必设计两道拼接焊缝。因此焊接过程中不但要解决不锈钢薄板长焊缝的焊接质量问题,还 要控制好面板焊后变形。考虑到自动tig焊缝工艺具有单面焊双面成形,焊缝质量好,焊 后变形小,焊接效率高等优点,特别适合于不锈钢薄板长焊缝的焊接,决定采用自动tig 焊单面焊双面成形工艺解决0。8mm厚0cr18ni9薄板的拼焊问题。 1试验目的 通过对于0。8mm厚0cr18ni9薄板的自动tig焊单面焊双面成形工艺试验,制定 出合理的焊接工艺参数;采取合适的焊接
氩弧焊焊接工艺在不锈钢筛网生产中的应用
格式:pdf
大小:253KB
页数:3P
3
氩弧焊焊接工艺在不锈钢筛网生产中的应用——介绍了现行不镑钢焊接筛网焊接工艺及设备现状,针对存在的问题提出了改进不锈钢焊接筛网工艺的建议,并对采用氩孤焊焊接工艺焊接不锈铜筛网的可行性进行了探讨。
焊接工艺对不锈钢变形的研究 焊接工艺对不锈钢变形的研究
格式:pdf
大小:270KB
页数:未知
4.3
随着社会的不断发展,焊接工艺已成功使用在各行各业中。真空设备成为焊接的重要组成部分,而真空腔与真空设备有着紧密的关系,大多数的真空腔由不锈钢材质组成,因此可见不锈钢对焊接使用的重要性,焊接点的成功与否直接影响着建筑材料的使用质量与使用寿命。
不锈钢焊接工艺技术要点及焊接工艺规程()
格式:pdf
大小:276KB
页数:32P
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
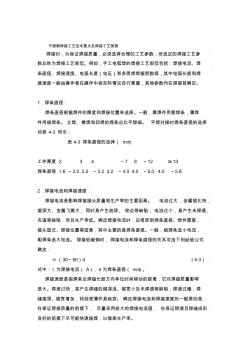
不锈钢焊接工艺技术要点及焊接工艺规程
格式:pdf
大小:276KB
页数:32P
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
不锈钢氩弧焊作业指导书
格式:pdf
大小:26KB
页数:3P
4.7
重庆旭跃电镀设备有限公司 不锈钢氩弧焊 作业指导书 编制: 审核: 审批: 自年月日起发布执行 1.目的 为规范焊工操作,确保焊接质量,不断提高焊工实际操作水平,特编制本作 业指导书。 2.编制依据 2.1设计图纸 2.2手工氩弧焊技术机器应用 2.3《焊工技术考核规程》 3.焊前准备 3.1焊接材料: 焊丝h1cr18ni9ti,φ1、φ1.5、φ2.5、φ3mm。 焊丝应有制造商合格证,焊丝在使用前应清除锈迹及其他污物,露 出金属光泽。 3.2氩气 气瓶上应有出厂合格标签,纯度≥99.95%,所用流量6-9升/分钟, 注意瓶内应留0.5mpa气体,以保证充氩纯度。 3.3 3.3.1采用直流焊机 3.3.2氩气减压器应开关自如,无漏气现象,不可先开流量计,后开气 瓶,以免造成高压气直冲低压,损坏流量计。关时要先关流量计后,再 关气瓶。 3.4常用其他
通用焊接工艺卡不锈钢
格式:pdf
大小:1.1MB
页数:33P
4.6
受控状态:受控 1 第三部分 0cr18ni9系列 受控状态:受控 2 通用焊接工艺卡 编号 焊接工艺评定号hgp99-28 适 用 范 围 材料牌号0cr18ni9 焊接接点图 材料规格6 接头种类对接 坡口型式i 坡口角度/ 钝边/ 组对间隙0-2 背面清根碳弧气刨 焊接方法saw 电源种类直流 焊后 热处 理 种类/保温时间/ 电源极性反接加热方式/层间温度/ 焊接位置saw-1g-07/09温度范围/测量方法/ 焊接工艺参数 焊 层 焊材牌号 焊材直径 (mm) 焊接电流 a 电弧电压 v 焊接速度 cm/min 保护气体流量 l/min 备注 1h0cr21ni10φ2.5320-36030-3252-56 /hj260(φ4.0360-40031-
不锈钢氩弧焊接工艺特点及常见缺陷的防治措施相关
文辑推荐
知识推荐
百科推荐


职位:岩土总工
擅长专业:土建 安装 装饰 市政 园林


