

提高不锈钢细长轴(管)磨削加工质量的方法
格式:pdf
大小:230KB
页数:2P
人气 :77
 4.7
4.7
在实际生产过程中,对不锈钢细长轴(管)类零件外圆面应采用车后磨的工艺安排,以保证不锈钢细长轴(管)符合零件的直线度及圆度等要求。但在磨削过程中,易出现变形、烧伤及裂纹等问题,影响零件的加工质量。文中对变型、烧伤及裂纹的形成原因进行了分析并对其消除方法进行了论述,为不锈钢细长轴(管)类零件磨削加工中出现变形、烧伤及裂纹问题提供参考。



不锈钢细长轴的加工
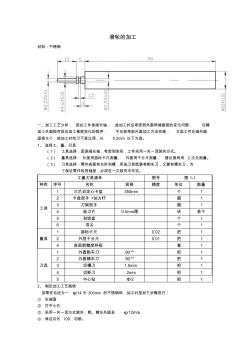
滑轮的加工 材料:不锈钢 一、加工工艺分析:因此工件是细长轴,故加工时应考虑到外圆两端直径的变化问题,在精 加工外圆程序段应加工锥度变化的程序,不应按常规外圆加工方法实施,又因工件左端外圆 直径太小,故加工时吃刀不宜过深,以0.2mm以下为宜。 1、选择工、量、刃具 (1)工具选择:因是细长轴,考虑到变形,工件采用一夹一顶装夹方式。 (2)量具选择:长度用游标卡尺测量、外圆用千分尺测量,建议倒角用2次元测量。 (3)刀具选择:零件表面有台阶和槽,所选刀具既要有粗车刀,又要有精车刀,为 了保证零件的同轴度,必须在一次装夹中车完。 工量刃具清单图号图1-1 种类序号名称规格精度单位数量 工具 1三爪自定心卡盘350mm个1 2卡盘扳手+加力杆副1 3刀架扳手副1 4垫刀片0.5mm厚块若干 5划线盘个
 不锈钢细长薄壁管轴的磨削加工
不锈钢细长薄壁管轴的磨削加工 不锈钢细长薄壁管轴的磨削加工
不锈钢材料具有较大的韧性,进行磨削加工时砂轮表面容易被磨屑嵌塞和粘附,由于砂轮堵塞,使磨粒切削能力降低甚至丧失,导致磨削热增大,砂轮材料的导热性又差,从而导致磨削区的温度剧增,磨屑在高温高压的作用下与磨粒相互熔焊在一起。这样,不但容易烧伤工件表面,还会使工件产生很大的变形,工件尺寸精
编辑推荐下载
 不锈钢窄长槽的间断磨削加工
不锈钢窄长槽的间断磨削加工 不锈钢窄长槽的间断磨削加工
格式:pdf
大小:182KB
页数:1P
4.3
我们在完成测量鱼雷有关数据的“测舵尺”“舵尺尺身”的加工任务时,碰到了用普通砂轮磨削1cr18ni9ti不锈钢时烧伤工件的问题。该工件有一个窄长的定位滑动槽需磨削(图1)。由于奥氏体不锈钢材料的加工性能较差,加之该工件加工的特殊性,烧伤的主要原因有以下几点:
不锈钢细长轴(管)磨削加工质量方法热门文档
不锈钢细长管件的化学抛光 不锈钢细长管件的化学抛光
格式:pdf
大小:203KB
页数:2P
4.5
针对不锈钢细长弯管的化学抛光,经过反复试验,筛选出性能较好的化学抛光添加剂,研制出一种简便易操作效果好的化学抛光工艺,并得到抛光此类材料的最佳工艺参数。
不锈钢法兰加工方法
格式:pdf
大小:6KB
页数:2P
4.6
不锈钢法兰加工方法 对刀具几何参数的要求: 加工不锈钢时,刀具切削部分的几何形状,一般应从前角、后角方面的选择来考虑。 在选择前角时,要考虑卷屑槽、有无倒棱和刃倾角的正负角度大小等因素。不论何种刀具, 加工不锈钢时都必须采用较大的前角。增大刀具的前角可减小切屑切离和清出过程中所遇到 的阻力。对后角选择要求不十分严格,但不宜过小,后角过小容易和工件表面产生严重摩擦, 使加工表面粗糙度恶化,加速刀具磨损。并且由于强烈摩擦,增强了不锈钢表面加工硬化的 效应;刀具后角也不宜过大,后角过大,使刀具的楔角减小,降低了切削刃的强度,加速了 刀具的磨损。通常,后角应比加工普通碳钢时适当大些。对刀具切削部分表面粗糙度的 要求: 提高刀具切削部分的表面光洁度可减少切屑形成卷曲时的阻力,提高刀具的耐用度。 与加工普通碳钢相比较,加工不锈钢时应适当降低切削用量以减缓刀具磨损;同时还要选择 适当的冷
磨削不锈钢加工工艺
格式:pdf
大小:8KB
页数:4P
4.6
磨削不锈钢加工工艺 1磨削不锈钢有哪些特点? 不锈钢的韧性大,热强度高,而砂轮磨粒的切削刃具有较大的负前角,磨削过程 中磨屑不容易被切离,切削阻力大,挤压、摩擦剧烈。单位面积磨削力很大,磨 削温度可达1000℃~1500℃。同时,在高温高压的作用下,磨屑易粘附在砂轮 上,填满磨粒问的空隙,使磨粒失去切削作用。不锈钢的类型不同,产生砂轮堵 塞的情况也不相同,如磨削耐浓硝酸不锈钢及耐热不锈钢,粘附、堵塞现象比 1cr18niti严重,而1cr13、2cr13等马氏体不锈钢就比较轻。 不锈钢的导热系数小,磨削时的高温不易导出,工件表面易产生烧伤、退火等现 象,退火层深度有时可达0.01~0.02mm。磨削过程中产生严重的挤压变形,导 致磨削表面产生加工硬化,特别是磨削奥氏体不锈钢时,由于奥氏体组织不够稳 定,磨后易产生马氏体组织,使表面硬化严重。 不锈钢的线膨胀系数大,
不锈钢细长轴(管)磨削加工质量方法精华文档
不锈钢的机械加工方法探讨 不锈钢的机械加工方法探讨
格式:pdf
大小:1.0MB
页数:2P
4.4
现阶段,不锈钢材料在我国各行各业的应用已经非常广泛,并且取得了较为理想的应用效果。基于此,本文对不锈钢的机械加工方法进行了简要的分析以及探讨。
不锈钢件加工先进工艺方法综述 不锈钢件加工先进工艺方法综述
格式:pdf
大小:58KB
页数:1P
4.7
不锈钢件的加工一直是机械加工行业的难题之一。传统的加工工艺方法往往无法兼顾多个方面,很难获得较佳的综合效益。探寻并应用新的加工方法极为必要。本文综述了几种现行适宜于不锈钢件加工的先进工艺方法,以期能为突破不锈钢件加工难题提供一定的理论参考。
不锈钢的不同机加工方法 不锈钢的不同机加工方法
格式:pdf
大小:106KB
页数:2P
4.4
我们通常把含铬量≥11.7%或含镍>8%的合金钢称为不锈钢。按化学成分可分为铬不锈钢和铬镍不锈钢,按使用状态下的金相组织组织可分马氏体不锈钢、铁素体不锈钢、奥氏体不锈钢、奥氏体+铁素体不锈钢和沉淀硬化不锈钢。不锈钢与碳钢相
不锈钢均压球的加工方法 不锈钢均压球的加工方法
格式:pdf
大小:299KB
页数:未知
4.7
针对薄壁不锈钢均压球的加工难题,制作了操作简单的不锈钢压球夹具,介绍了加工薄壁不锈钢均压球的刀具、钻具的选择与加工方法。
不锈钢细长轴(管)磨削加工质量方法最新文档
不锈钢小螺纹加工方法探索 不锈钢小螺纹加工方法探索
格式:pdf
大小:161KB
页数:2P
4.7
采用自制法兰转盘代替传统绞手、绞杠,利用钻床主轴轴向力起攻(或起套),对不锈钢小螺孔(m4以下)和不锈钢小螺杆(m4以下)进行加工,设备简单,操作灵活,质量保证,实用性强。

解决不锈钢穿孔加工缺陷的方法
格式:pdf
大小:6KB
页数:2P
4.5
解决不锈钢穿孔加工缺陷的方法 在激光加工不锈钢的过程中,可能有时会遇到一些问题,比如穿孔后表面有大量黏着物无法 除去,开始切割时有会出现切不透,切割小图形或者尖角出现挂渣等,下面就对于这些问题 做一下原因分析和解决方法的分享。 1.在不锈钢穿孔加工时,激光束照射到材料表面,表面材料融化并被吹散到周围形成须状 黏着物,这些黏着物会明显影响电容调高传感器的仿形动作,导致切割不良。解决这个 问题可以从以下几方面入手: (1)减少熔融物的产生量:调整穿孔工艺,提高频率降低单一脉冲的输出功率可有效减 少熔融物的量,当频率由200hz增加到2000hz时可以明显看到孔口的飞溅物大幅减少, 但是这会增加热输入量;还可以增加穿孔时的气压,把穿孔排出的熔融物吹走进而减少 孔口的黏着物。 (2)防止黏着物留在板面,这种方法需要借助减少金属粘附的崩渣防止剂及利于后期处 理的表
 不锈钢螺母的加工方法
不锈钢螺母的加工方法 不锈钢螺母的加工方法
格式:pdf
大小:61KB
页数:1P
4.6
我厂生产的设备主要为炼化设备,为了使联接紧固、防腐蚀,螺母的材质以不锈钢为主,如1cr18ni9ti、0cr19ni9等。这种材质的主要特性为韧性大、热强度高、导热性差,切屑的粘附性和加工硬化趋势较强,尤其在不锈钢螺母的钻孔和攻螺纹时,刀具易发热,加大了刀具磨损的速度,降低了刀具切削性能。另
不锈钢常用冷加工方法
格式:pdf
大小:8KB
页数:2P
4.6
不锈钢常用冷加工方法 (1)冷弯成型 冷弯广泛用于不锈钢薄板和带钢制作部件。冲床基本上是开式单动、机械或液压传动的,有 壹个狭长的工作台。该机仅能生产直线部件,但是熟练的工具设计人员也可用该机生产形状 复杂的部件。冷弯冲床所生产的部件长度取决于不锈钢原来的类型和厚度以及机器的功率和 所能安装工具的尺寸。有些大型冲床如长11米、标准的900吨冷弯冲床,可以生产长度为 9m,厚度为8.0mm的奥氏体不锈钢冷弯件。为了尽量降低不锈钢的擦伤,冷弯冲床的工具 通常用铬含量为12%的热作模具钢制造,而且还可使用塑料膜来作为进壹步的保护措施。 利用冷弯冲床的通用模具生产小批量的通用部件是相当经济的,但如果使用专用模具来生产 特殊形状要求的部件,就需要大的批量来降低模具加工费用,以满足其经济性。 (2)辊轧成型 辊轧成型方法是使用壹组连续机架把不锈钢轧成复杂形状的产品,适用于板材和异型线材的
薄片砂轮间断磨削不锈钢零件的加工工艺方法 薄片砂轮间断磨削不锈钢零件的加工工艺方法
格式:pdf
大小:409KB
页数:2P
4.4
根据不锈钢材料的特点及加工性能,结合具体零件,通过几种加工工艺方法的分析比较,提出了对薄片砂轮进行工艺处理,进而采用薄片砂轮间断磨削方法加工不锈钢零件。
加工细长轴的液压弹簧结构尾座 加工细长轴的液压弹簧结构尾座
格式:pdf
大小:105KB
页数:未知
4.7
轴的长度与直径比(即l/d)大于20~25的轴称之为细长轴,目前在机械行业中细长轴类工件的使用非常广泛。但由于细长轴类工件刚性差,车削时受切削力和夹紧力的作用极易产生弯曲变形,严重影响工件的加工精度和表面粗糙度。这类细长轴工件一般在卧式数控机床上加工,为了减少加工时的弯曲变形,合理地选择装夹方式是加工这类工件的关键。本文介绍了卧式数控车床尾座上的一种液压弹簧锁紧机构的应用,这种结构满足了批量加工
不锈钢标识方法
格式:pdf
大小:5KB
页数:2P
4.7
不锈钢的标识方法 1.钢的编号和表示方法 ①用国际化学元素符号和本国的符号来表示化学成份,用阿拉伯字母来表示成份含量: 如:中国、俄国12crni3a ②用固定位数数字来表示钢类系列或数字;如:美国、日本、300系、400系、200系; ③用拉丁字母和顺序组成序号,只表示用途。 2.我国的编号规则 ①采用元素符号 ②用途、汉语拼音,平炉钢:p、沸腾钢:f、镇静钢:b、甲类钢:a、t8:特8、 gcr15:滚珠 ◆合结钢、弹簧钢,如:20crmnti60simn、(用万分之几表示c含量) ◆不锈钢、合金工具钢(用千分之几表示c含量),如:1cr18ni9千分之一(即 0.1%c),不锈c≤0.08%如0cr18ni9,超低碳c≤0.03%如0cr17ni13mo 3.国际不锈钢标示方法 美国钢铁学会是用三位数

不锈钢的冶炼方法
格式:pdf
大小:24KB
页数:2P
4.6
不锈钢的冶炼方法 1.aod精炼法aod是一种转炉,通过转炉侧面的风口喷吹氧 气、氮气、氩气、空气和二氧化碳气,并从炉顶氧枪喷吹氧气、氩气和氮气。 这种方法可以利用大量的废钢和高碳铬铁。初始碳含量为3%,冶炼后可降至 0.015%。经电炉冶炼的钢水通过钢包送入aod炉,向熔池喷吹氧气和氩气, 降低碳含量,增加铬的氧化。为了确保快速脱碳,降低铬损,节省氩气,吹炼 初期应采用低的氩氧比。随着碳含量的降低,提高氩氧比。添加氧化物(如硅 铁)、熔剂(如石灰和萤石),通过加强吹氩搅拌,将氧化铬转化为金属,以生产 低硫不锈钢。如生产aisi304,典型的消耗量是:氩气约12nm3/t钢,氮气约 10nm3/t钢,氧气约6nm3/t钢,石灰约5kg/t钢,晶石约3kg/t钢,铝约2kg/t 钢,还原用硅约8kg/t钢,脱碳金属料约135kg/t,从装料到出

不锈钢细长轴(管)磨削加工质量方法相关
文辑推荐
知识推荐
百科推荐


职位:停车场智能化管理工程
擅长专业:土建 安装 装饰 市政 园林


