

不锈钢钨极氩弧焊药芯焊丝的应用
格式:pdf
大小:441KB
页数:3P
人气 :77
 4.6
4.6
采用药芯焊丝对奥氏体不锈钢管道进行打底焊接,具有工艺性能良好、操作方便、焊接质量稳定的特点,在复杂的工艺配管施工及高空作业时其优点更为突出.该工艺在本局重点工程施工应用中,打破了传统的管内充氩保护的焊接方法,提高了工效,节约了成本.



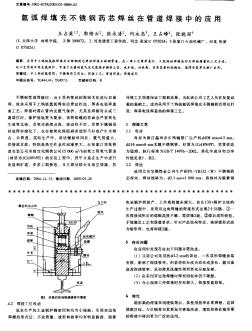
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用——采用手工钨极氩孤焊填充不镑钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氢气及充氩保护辅助工具,成本低,功效高,具有显著的...
 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用 氩弧焊填充不锈钢药芯焊丝在管道焊接中的应用
采用手工钨极氩弧焊填充不锈钢药芯焊丝焊接不锈钢管道,是一项工艺简单易行,又能保证焊缝成形及焊接质量的工艺方法。此工艺背面不用充氩保护,节省了大量的氩气及充氩保护辅助工具,成本低,功效高,具有显著的优越性,值得安装单位推广应用。
编辑推荐下载
药芯焊丝在不锈钢管道氩弧焊打底应用汇总
格式:pdf
大小:46KB
页数:3P
4.6
第29卷第6期石油化工设备vol.29no.6 2000年11月petro2chemicalequipmentnov.2000文章编 号:100027466(2000)0620046201α 药芯焊丝在不锈钢管道氩弧焊打底应用 文安妍 (大连石油化工公司工程公司,辽宁大连116031) 关键词:药芯焊丝;不锈钢;氩弧焊中图分类号:tg47文献标识码:b 为了保证用于输送腐蚀性较强、易燃、易爆和有毒介质不锈钢管对接时的焊接质 量,打底。一般是用实芯焊丝i,面充氩气保护尚可,,则困难较大。欠佳的状态,拟采 用药芯焊丝进行焊接。 药芯焊丝是一种高科技产品。目前工业发达国家使用量占焊接材料总量的30%,而 我国仅占011%。该焊丝外观如普通焊丝,内装焊剂。焊接过程中,焊缝背面可形成 一薄层药皮,使熔池和熔滴免受氧化、氮化,辅助了焊缝
不锈钢钨极氩弧焊药芯焊丝的应用热门文档
 奥氏体不锈钢药芯焊丝
奥氏体不锈钢药芯焊丝 奥氏体不锈钢药芯焊丝
格式:pdf
大小:155KB
页数:1P
4.7
奥氏体不锈钢药芯焊丝yb102、yb107适用于焊接耐腐蚀的ocr18ni9及ocr18ni9ti不锈钢结构及堆焊不锈钢表面层,yb132适用于焊接重要的含钛稳定元素的耐腐蚀不锈钢。该药芯焊丝的焊接工艺性能优良,焊接质量高。其熔敷金属的化学成分、机械性能、抗晶间腐蚀性能均达到了美国awsa5.22—80标准,属国内首创。
 国产不锈钢药芯焊丝的应用
国产不锈钢药芯焊丝的应用 国产不锈钢药芯焊丝的应用
格式:pdf
大小:113KB
页数:1P
4.4
我公司以往焊薄板不锈钢产品小直径采用实芯焊丝缸弧焊,焊接时背面需充氖保护,操作复杂;大直径则采用手弧焊背面清根打磨,焊接质量难以保证。为此,我们采用了新型焊接材料——药芯焊丝,进行焊接工艺试验,且应用在产品上取得良好的效果。
不锈钢钨极氩弧焊药芯焊丝的应用精华文档

奥氏体不锈钢钨极氩弧焊技术规范
格式:pdf
大小:210KB
页数:13P
4.4
奥氏体不锈钢钨极氩弧焊技术 规范 湖南奇思环保设备制造有限公司 hunanqisienvironmentalprotectionequipmentmanufacturingco。,ltd. 2 1目的 规范奥氏体不锈钢钨极氩弧焊(tig焊)的操作过程, 确保焊接质量。 2范围 本规范规定了奥氏体不锈钢一般焊接接头的钨极氩 弧焊工艺以及工艺参数,适用于湖南奇思环保有限公司实 施的全过程。产品中关键或有特殊要求的焊缝的焊接规范 则按照具体的关键工艺执行。 3规范性引用文件 下列文件对于本文件的应用是必不可少的。凡是注日期 的引用文件,仅注日期的版本适用于本文件。凡是不注日 湖南奇思环保设备制造有限 公司 编 制 文件 编号 wi-t62 审 核 版 本 号 0 奥氏体不锈钢钨极氩弧焊技术 规范 批 准 更 改 号 生效 日
不锈钢药芯焊丝中药粉的作用 不锈钢药芯焊丝中药粉的作用
格式:pdf
大小:306KB
页数:4P
4.7
论述了不锈钢药芯焊丝药粉组成对不锈钢药芯焊丝焊接工艺性的脱渣性、飞溅、焊缝成形、防止焊缝气孔生成、立焊及焊缝颜色等的影响,并对不锈钢药芯焊丝中主要的药粉组成的比例作了简单的定量分析。
 国内外不锈钢药芯焊丝的研究进展
国内外不锈钢药芯焊丝的研究进展 国内外不锈钢药芯焊丝的研究进展
格式:pdf
大小:265KB
页数:5P
4.6
评述了国内外不锈钢药芯焊丝药芯组分及熔滴过渡形态对焊丝工艺性能影响的研究进展。分析了bi对不锈钢焊缝金属热裂敏感性的影响机理。介绍了一种不锈钢药芯焊丝工艺性能测试的新方法。
耐磨抗裂堆焊药芯焊丝的研究 耐磨抗裂堆焊药芯焊丝的研究
格式:pdf
大小:123KB
页数:3P
4.6
研制了一种新型耐磨堆焊金属粉芯药芯焊丝,访焊丝既有高硬度高耐磨性同时又有良好抗裂性。通过试验分析了焊丝的耐磨性、硬度和抗裂性等。本焊丝大大提高了堆焊质量。
不锈钢钨极氩弧焊药芯焊丝的应用最新文档
液氦设备用奥氏体不锈钢的药芯焊丝电弧焊 液氦设备用奥氏体不锈钢的药芯焊丝电弧焊
格式:pdf
大小:452KB
页数:3P
4.3
液氦用奥氏体不锈钢的焊缝必须要满足严格的限制条件,如δy和kic(断裂韧性)的有效组合,为了确保具有良好的断裂韧性和导磁率。
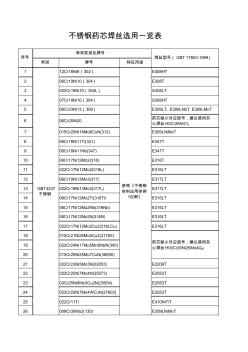
不锈钢药芯焊丝选用一览表
格式:pdf
大小:40KB
页数:2P
4.6
类别牌号特征用途 112cr18ni9(302)e308ht 206cr19ni10(304)e308t 3022cr19ni10(304l)s308lt 407cr19ni10(304)s308ht 506cr23ni13(309)e309lt、e309lnbt、e309lmot 606cr25ni20药芯缺少对应型号;建议使用实 心焊丝h0cr26ni21。 7015cr20ni18mo6cun(312)e309lnimot 806cr18ni11ti(321)e347t 906cr18ni11nb(347)e347t 1006cr17ni12mo2(316)e316t 11022cr17ni12mo2(316l)e316lt 1206cr19ni13mo3(317)e317lt 13022cr19ni13mo3(317l)e31
《不锈钢药芯焊丝》国标报批稿简介 《不锈钢药芯焊丝》国标报批稿简介
格式:pdf
大小:159KB
页数:1P
4.6
为了促进我国药芯焊丝的发展和应用,按照国家下达的标准制(修)订计划,由哈尔滨焊接研究所等单位起草的《不锈钢药芯焊丝》标准,已于1998年12月通过审查,上报国家质量技术监督局待批。
 钨极氩弧焊在不锈钢薄板焊接中的应用
钨极氩弧焊在不锈钢薄板焊接中的应用 钨极氩弧焊在不锈钢薄板焊接中的应用
格式:docx
大小:44KB
页数:未知
3
钨极氩弧焊在不锈钢薄板焊接中的应用——分析了不锈钢薄板焊接熔池受力情况与该工作的焊接变形。详细介绍了钨极氩弧焊焊接不锈钢薄板时的焊接工艺要领和应用。
 可节省根部焊道焊接时间及保护气的钨极氩弧焊药芯焊丝
可节省根部焊道焊接时间及保护气的钨极氩弧焊药芯焊丝 可节省根部焊道焊接时间及保护气的钨极氩弧焊药芯焊丝
格式:pdf
大小:92KB
页数:未知
4.6
通常不锈钢管的对接焊均采用单面tig焊来完成其根部焊道,焊接时不用衬垫。为了防止根部焊道表面的氧化,常用ar作为背部保护气才能获得优质焊道。一般来说这种背部保护是通过使用模具对焊接区域进行局部保护或用保护气体包围整个管子来实现的。无论用上述哪种方法
C级钢自动焊药芯焊丝的研制 C级钢自动焊药芯焊丝的研制
格式:pdf
大小:260KB
页数:未知
4.6
介绍了c级钢自动焊药芯焊丝的研制情况。结果表明,此焊丝的焊接工艺性能良好,强度及韧性均满足技术要求,解决了我国c级钢无专用自动焊焊丝的问题。
自保焊药芯焊丝焊接工艺 自保焊药芯焊丝焊接工艺
格式:pdf
大小:150KB
页数:未知
4.7
自保护焊药芯焊丝焊接技术,焊接工艺是为提高管线工程建设质量的一种焊接材料,它在管线建设中的应用将会越来广泛。通过在管线建设中采用自保焊药芯焊丝焊接工艺的应用,对提高焊接生产效率和焊接质量获得了较好效果
SiO2活性剂对不锈钢钨极氩弧焊电弧现象的影响
格式:pdf
大小:593KB
页数:4P
3
sio2活性剂对不锈钢钨极氩弧焊电弧现象的影响——通过研究si02活性剂tig焊焊接不锈钢过程中电弧形态、电弧电压及焊缝几何形状的变化,分析了s活性剂钨极氩弧焊电弧等离子体形态、电弧空间电场强度、电弧温度、电弧电流密度及电弧力的影响。结果表明,s活性剂...
不锈钢钨极氩弧焊药芯焊丝的应用相关
文辑推荐
知识推荐
百科推荐


职位:BIM开发工程师
擅长专业:土建 安装 装饰 市政 园林


