

不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法优化
格式:pdf
大小:824KB
页数:4P
人气 :53
 4.5
4.5
通过对不锈钢热轧下卷取芯轴更换的作业现状和存在问题的分析,提出了吊具的改进方案,并对芯轴的更换作业进行了优化,大大的降低了劳动强度,缩短了更换周期。



 无芯轴热卷箱技术及其在不锈钢热轧中的应用
无芯轴热卷箱技术及其在不锈钢热轧中的应用 无芯轴热卷箱技术及其在不锈钢热轧中的应用
简述了热卷箱技术在热轧带钢生产中的发展历史,重点介绍了热卷箱的主要设备组成和工作原理。对热卷箱减少中间坯温降、恒速轧制、缩短粗轧机与精轧机之间距离、提高带钢成材率和改善产品质量等技术特点进行了论述。结合国内2250mm不锈钢热轧带钢轧机实际生产情况,分析了新式无芯轴热卷箱在不锈钢极限规格生产、薄规格轧制稳定性、产品边部和表面质量改善等方面的积极作用。
编辑推荐下载
酒钢不锈钢热轧分厂卷曲机助卷辊电机找正方法 酒钢不锈钢热轧分厂卷曲机助卷辊电机找正方法
格式:pdf
大小:527KB
页数:2P
4.6
酒钢不锈钢热轧分厂是酒钢的关键生产工序,卷取机助卷辊是卷取机的重要控制单元,负责进行卷取机的稳定卷取功能。文章通过对设备状况的分析,制定了详细可行的找正方法,解决了助卷辊电机的找正难题。
不锈钢热轧卷开平设备介绍
格式:pdf
大小:10KB
页数:2P
4.5
不锈钢热轧卷开平设备介绍 目前市场上对于不锈钢热轧钢卷的加工基本都为开平加工和少量的分条加工。开平加工 作为一种简单的粗加工,其普及率相当高,据统计,仅无锡南方市场和东方市场及周边部分 不锈钢加工中心,共有不锈钢热轧开平设备20台,按每台设备单班月加工能力3000吨计, 两市场年开平热轧卷能力可以达到14.4万吨。 相对于冷轧开平,无论是从尺寸精度、板型、表面各方面指标,热轧开平的要求较低, 所以对设备的精度要求也较低。目前市场上的热轧开平设备,基本以国产设备为主,而且大 部分设备都已经非常破旧。 作为开平设备,首先最为关注的自然是剪切能力,目前市场上大部分的热轧开平设备都 能剪切3~16mm厚度的热轧钢卷,而市场上流通的热轧不锈钢卷,很少有厚度超过14mm的, 所以设备的剪切厚度基本是满足市场需求的。 剪切能力的第二标准是剪切宽度,近些年来,市场上有大量
不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法热门文档
不锈钢热轧粗轧控制系统 不锈钢热轧粗轧控制系统
格式:pdf
大小:243KB
页数:4P
4.3
酒钢不锈钢热轧粗轧控制系统采用分布式控制思想,硬件plc为siemenssimatictdc,远程i/o为si-emenssimaticet200m,profibus组态,软件程序开发使用siemenspcs7工具,人机接口hmi采用siemenswincc。实际运行中稳定、可靠、方便,达到了预期的效果。

不锈钢热轧钢带
格式:pdf
大小:118KB
页数:3P
4.8
(1)尺寸规格:钢带厚度为2.0mm、2.5mm、3.0mm、3.5mm、4.0mm、4.5mm、5.0mm、6.0mm、 7.0mm、8.0mm。 (2)允许偏差见表5-206。表5-209。 表5-206不锈钢热轧钢带的厚度允许偏差(mm) 厚度 宽度 <1000≥1000~<1250≥1250~<1600 ≥2.00~<2.50±o.25±o.30 ≥2.50~<3.00±o.30±o.35±o.40 ≥3.00~<4.00±0.35±0.40±o.45 ≥4.00~<5.00士o.40士o.45±0.50 ≥5.00~<6.00±o.50士0.55±0.60 ≥6.00~<8.00±0.60士0.65±o.70 注:根据需方要求,表中的允许偏差可以限制在正值或负值g一边,但是此时的
不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法精华文档
 热轧带钢卷取机夹送辊控制方式的改进
热轧带钢卷取机夹送辊控制方式的改进 热轧带钢卷取机夹送辊控制方式的改进
格式:pdf
大小:188KB
页数:未知
4.8
针对新疆八一钢铁股份有限公司1750mm热轧生产线卷取机夹送辊和卷筒之间的速度和张力控制存在的一些问题,提出了在精轧机抛钢后卷取机夹送辊采用速度控制的改进方法,减少了厚规格带钢在卷取区域发生尾部划伤的几率,实现了厚15mm以上x70钢等极限规格的顺利卷取。
热轧板卷取机夹送辊的堆焊修复 热轧板卷取机夹送辊的堆焊修复
格式:pdf
大小:1.1MB
页数:4P
4.3
依据热轧板带厂夹送辊的使用工况,选择了yj254-s和yj245-s两种药芯焊丝,用自动埋弧堆焊工艺对夹送辊进行堆焊修复,对两者的组织和性能进行了对比,并在实际生产中作了应用。结果表明:yj245-s焊丝的性能优于yj254-s的;yj254-s堆焊后的上下夹送辊使用寿命为1a,而yj245-s堆焊后的使用寿命是yj254-s的1.2~1.5倍。
不锈钢芯棒轴的切削加工 不锈钢芯棒轴的切削加工
格式:pdf
大小:160KB
页数:2P
4.5
坪石松针总厂,因扩大生产,为达到产量多、颗粒微小的目的、改造了一台振动脉磨粉碎机设备。芯棒轴是其设备中的零件、该零件的材料为1gr17、长径比为30倍、属细长轴。在切削加工中不锈钢属于难加工材料、而细长轴是一种难加工工件。经综合分析,合理安排工艺,按质、按量、按时较好地完成了这批生产任务,受到了客户的好评和同行的认可。
不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法最新文档
超纯铁素体不锈钢热轧生产控制方法 超纯铁素体不锈钢热轧生产控制方法
格式:pdf
大小:774KB
页数:4P
4.8
结合宝钢不锈钢事业部生产不锈钢产品经验,说明了超纯铁素体不锈钢在热轧生产过程中存在的主要质量问题,同时从轧制计划编排、关键工艺控制、轧辊材质使用、设备功能状态等多个角度详细阐述了热轧生产的具体控制要求。着重从解决超纯铁素体不锈钢轧制过程中存在的黏结现象着手,对关键工艺控制点提出了合理的控制范围,并将理论分析与大生产实践经验相结合对其控制原理进行了解释和说明。
430不锈钢热轧板简介
格式:pdf
大小:32KB
页数:3P
4.4
430不锈钢热轧板 材质:430 表面:no.1 用途:建筑装饰,汽车零部件等 规格:规格齐全 产地:太钢、宝钢、酒钢 规格:热轧最大厚度:3.0-10.0mm 热轧no.1是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧 就是在再结晶温度以上进行的轧制。 产品定义 430不锈钢是具有良好的耐腐蚀性能的通用钢种,导热性能比奥氏体好,热膨胀 系数比耐热疲劳,添加稳定化元素钛,焊缝部位机械性能好。由于其铬含量,又 称其为18/0或18-0。与18/8和18/10相比,含铬稍少,硬度相应降低。 化学成分 化学成 分 csimnpscr 标准£0.12£0.75£1.00£0.040£0.03016.00~18.00 一般0.0400.300.450.0200.00416.30 物理性能 密度 (g/cm3) 磁性 电阻
409L不锈钢热轧过程模拟 409L不锈钢热轧过程模拟
格式:pdf
大小:426KB
页数:4P
4.6
轧制压力是轧制过程中的重要参数之一,下压率、轧辊直径是影响轧制压力的重要因素。利用deform-3d软件对409l不锈钢的轧制过程进行了有限元数值模拟。建立了下压率为10%、20%、30%,轧辊直径为300、350、400mm的数值模型。分析了不同参数下轧制过程中的轧制压力变化,以及轧制过程中应力、应变分布。模拟结果表明,轧制压力、应力、应变随下压率和轧辊直径的变化而变化,并呈现一定的变化规律。
高线轧机轧制不锈钢热轧盘条的研制 高线轧机轧制不锈钢热轧盘条的研制
格式:pdf
大小:395KB
页数:3P
4.6
通过不锈钢热轧盘条的试制,探讨了现有高线工艺设备生产不锈钢线材,并初步查找工艺、技术、设备等各方面存在的问题及其相关关系。
0Cr13不锈钢热轧卷裂边分析及解决 0Cr13不锈钢热轧卷裂边分析及解决
格式:pdf
大小:101KB
页数:2P
4.7
在分析了0cr13热轧卷裂边的主要原因并确定了出现边裂是当量控制不佳、钢质纯净度差等因素所致后,采取了相应的技术措施,从根本上解决了裂边问题。
不锈钢卷取过程分析及卷形改善措施 不锈钢卷取过程分析及卷形改善措施
格式:pdf
大小:577KB
页数:4P
4.8
详细分析了钢卷的卷取过程;探讨了卷形不良的成因;总结了卷取过程中的部分常见故障及处理方法。采取改善措施后,钢卷卷形的封锁率显著降低,并取得了良好的经济效益。
不锈钢卷取过程分析及卷形改善措施
格式:pdf
大小:163KB
页数:4P
4.6
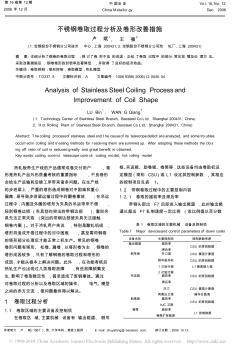
第16卷第12期 2006年12月 中国冶金 chinametallurgy vol.16,no.12 dec.2006 作者简介:卢斌(1961),男,大学本科,高级工程师;email:zhuyafang@baosteel.com;修订日期:20061012 不锈钢卷取过程分析及卷形改善措施 卢斌1,王强2 (1.宝钢股份不锈钢分公司技术中心,上海200431;2.宝钢股份不锈钢分公司热轧厂,上海200431) 摘要:详细分析了钢卷的卷取过程;探讨了卷形不良的成因;总结了卷取过程中的部分常见故障及处理方法。 采取改善措施后,钢卷卷形的封锁率显著降低,并取得了良好的经济效益。 关键词:卷取控制;塔形控制;卷取模型;热轧模型 中图分类号:
现代钢铁与BNG不锈钢热轧卷采购量锐减 现代钢铁与BNG不锈钢热轧卷采购量锐减
格式:pdf
大小:78KB
页数:未知
4.5
韩国现代钢铁和bng钢铁的不锈钢热卷采购量大幅下降。从6月起现代钢铁暂停采购浦项钢铁热卷,bng亦是如此。他们停止采购的原因是销售低迷。
 韩国浦项增加高端不锈钢热轧卷销量
韩国浦项增加高端不锈钢热轧卷销量 韩国浦项增加高端不锈钢热轧卷销量
格式:pdf
大小:73KB
页数:未知
4.3
韩国浦项制铁日前宣布,其将增加高端不锈钢热轧卷销量,以取代昂贵的进口材料。进口的高端不锈钢热轧卷供求难以达到平衡,不仅因为材料贵,还因为即时从国外采购也不容易。在这种情形下,浦项制铁提出要增加高端不锈钢热轧卷的销量,这一举措有望满足韩国对该产品的需求。浦项制铁生产的高端不锈钢热轧卷一种为汽车用atos,可代替瑞典和日本的产品,还有一种为ancor—h先进钢铁,
不锈钢热轧下卷取机芯轴吊具改进及芯轴更换方法相关
文辑推荐
知识推荐
百科推荐

职位:造价专业主管
擅长专业:土建 安装 装饰 市政 园林


