

不锈钢热轧板材焊接接头的晶间腐蚀试验
格式:pdf
大小:962KB
页数:4P
人气 :86
 4.3
4.3
利用常规方法和电化学方法分别测定了304奥氏体不锈钢和410S铁素体不锈钢热轧板材钨极氩弧焊(TIG)焊接接头的晶间腐蚀倾向。结果表明:采用硫酸+硫酸铜法和双环动电位再活化法(DL-EPR)都能很好地评价304不锈钢焊接接头的晶间腐蚀倾向,且两者吻合较好。由于410S母材的抗蚀性较差,采用硫酸+硫酸铜法无法评价其焊接接头的晶间腐蚀倾向,而双环动电位再活化法可以定量、快速测定其晶间腐蚀敏感性,试验发现410S的热影响区和母材有晶间腐蚀倾向,其中靠近熔合线的热影响区晶间腐蚀最严重。



 不锈钢热轧板材焊接接头的HAZ组织及性能
不锈钢热轧板材焊接接头的HAZ组织及性能 不锈钢热轧板材焊接接头的HAZ组织及性能
通过对304及430不锈钢热轧板材焊接接头热影响区(haz)的金相观察、无损检测、显微硬度测定、力学性能和晶间腐蚀性能试验,研究经手工钨极氩弧焊(tig)的304及430热轧板材的haz组织及性能,并进行对比分析.结果表明,采用tig焊接方法和较小的焊接规范,304焊接接头的热影响区奥氏体晶粒较细(7.5~8.0级),显微硬度为376hv,焊缝与母材熔合良好;430焊接接头的热影响区铁素体晶粒明显长大(约为4.5级),粗晶粒区宽度约为0.7mm,碳化物析出不多;热影响区的晶界部位受焊接热循环影响发生了α→γ→m相变,生成的m质量分数约占14%;304和430焊接接头的力学性能良好,拉伸断裂部位是焊缝和热影响区;epr法测定表明,304及430母材和热影响区均没有产生晶间腐蚀.
奥氏体不锈钢热轧板材的焊接性试验研究 奥氏体不锈钢热轧板材的焊接性试验研究
通过焊接接头无损检测、力学性能、耐晶间腐蚀性能试验及显微硬度测定,研究了经手工钨极氩弧焊(tig)sus304热轧板材的焊接性能。结果表明,采用tig焊接方法和较小的焊接规范,所得焊接接头各项性能良好;热影响区晶粒长大不严重,焊缝与母材熔合良好。利用双环动电位再活化法(dl-epr)测定sus304奥氏体不锈钢焊接接头的晶间腐蚀敏感性,发现其无晶间腐蚀倾向。
编辑推荐下载
 409L铁素体不锈钢热轧板材焊接接头的电化学腐蚀行为
409L铁素体不锈钢热轧板材焊接接头的电化学腐蚀行为 409L铁素体不锈钢热轧板材焊接接头的电化学腐蚀行为
格式:pdf
大小:276KB
页数:4P
4.3
采用电子探针(epma)和金相显微镜对409l铁素体不锈钢热轧板材焊接接头的3个区域(母材区(bm)、热影响区(haz)和焊缝区(wm))的成分和组织进行分析,并且运用电化学的方法测试其3个区域在10%h2so4溶液中的极化曲线特征参数,并对其进行室温(25℃)、24h的浸泡腐蚀试验.结果表明:409l铁素体不锈钢热轧板材焊接接头的3个区域在成分、组织和电化学性质上的不同,导致其3个区域的耐腐蚀能力有明显不同.电化学测试的数据显示,其耐腐蚀能力的大小分别为焊缝金属区最好,母材区次之,热影响区由于受到明显的电偶腐蚀,其腐蚀最为严重.409l焊接接头的3个区域的电化学行为与其对应的浸泡腐蚀试验结果一致.
不锈钢热轧板材焊接接头晶间腐蚀试验热门文档
不锈钢焊接接头晶间腐蚀性能的控制 不锈钢焊接接头晶间腐蚀性能的控制
格式:pdf
大小:412KB
页数:3P
4.3
文章介绍不锈钢焊接件焊接接头抗晶间腐蚀能力的检验方法,并对焊接接头晶间腐蚀的原因进行分析并就提高不锈钢焊件抗晶间腐蚀的能力进行探讨。
430不锈钢热轧板简介
格式:pdf
大小:32KB
页数:3P
4.4
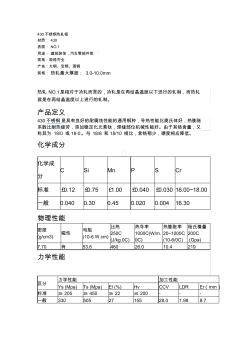
430不锈钢热轧板 材质:430 表面:no.1 用途:建筑装饰,汽车零部件等 规格:规格齐全 产地:太钢、宝钢、酒钢 规格:热轧最大厚度:3.0-10.0mm 热轧no.1是相对于冷轧而言的,冷轧是在再结晶温度以下进行的轧制,而热轧 就是在再结晶温度以上进行的轧制。 产品定义 430不锈钢是具有良好的耐腐蚀性能的通用钢种,导热性能比奥氏体好,热膨胀 系数比耐热疲劳,添加稳定化元素钛,焊缝部位机械性能好。由于其铬含量,又 称其为18/0或18-0。与18/8和18/10相比,含铬稍少,硬度相应降低。 化学成分 化学成 分 csimnpscr 标准£0.12£0.75£1.00£0.040£0.03016.00~18.00 一般0.0400.300.450.0200.00416.30 物理性能 密度 (g/cm3) 磁性 电阻
印度对华300系列不锈钢热轧板材征收临时保障措施税 印度对华300系列不锈钢热轧板材征收临时保障措施税
格式:pdf
大小:50KB
页数:1P
4.7
2013年1月4日,印度财政部海关中央委员会发布公告,根据印财政部保障措施局的初步调查结果,对原产于中国的304热轧不锈钢板材(最大宽度1605毫米),包括所有含不低于6%的镍、铬、钼和钛(也可不含后两种元素)的奥氏体不锈钢,征收从价税率为20%的临时保障措施税。
不锈钢焊接接头的脆化现象 不锈钢焊接接头的脆化现象
格式:pdf
大小:106KB
页数:1P
4.4
不锈钢的焊缝在高温加热一段时间后,出现冲击韧性下降的现象称为脆化。(1)475℃脆性。含有较多铁素体相(超过15%~20%)的双相焊缝金属,经过350℃~500℃加热后,塑性和韧性会显著降低,即性质脆化。由于在475℃时脆化速度最快,故称为"475℃脆性"。铁素体越多,这种脆化越严重。已产生475℃脆化的焊缝,可经900℃淬火消除。
不锈钢热轧板材焊接接头晶间腐蚀试验精华文档
不锈钢同种焊接接头组织及性能 不锈钢同种焊接接头组织及性能
格式:pdf
大小:2.9MB
页数:3P
4.7
采用填加或不填加1cr18ni9ti焊丝,对1cr18ni9ti奥氏体不锈钢和1cr13马氏体不锈钢进行直流钨极氩弧焊试验。采用金相显微镜、万能拉伸试验机和显微硬度仪、扫描电子显微镜等分析测试手段研究了焊接接头各区域的显微组织、接头的力学性能、断口形貌特征等。并通过对两种材料所形成的同种组织焊接接头组织和性能的对比,确定了不锈钢板的焊接工艺。
不锈钢焊接接头的脆化现象 不锈钢焊接接头的脆化现象
格式:pdf
大小:38KB
页数:1P
4.5
不锈钢的焊缝在高温加热一段时间后,出现冲击韧度下降的现象称为脆化。(1)475℃脆性。含有较多铁素体相(超过15%~20%)的双相焊缝金属,经过350℃~500℃加热后,塑性和韧性会显著降低,即性质脆化。由于在475℃时脆化速度最快,故称为"475℃脆
铁素体不锈钢热轧板材的拉伸行为和断裂特征 铁素体不锈钢热轧板材的拉伸行为和断裂特征
格式:pdf
大小:1.2MB
页数:5P
4.4
用金相显微镜、x射线衍射仪、sem手段研究2种铁素体不锈钢热轧板材0.04c-16cr、0.02c-12cr在室温下的拉伸行为和断裂特征.结果表明,这2种铁素体不锈钢的强度高,但塑性较差;c、cr含量较低的0.02c-12cr钢的强度、硬度均较0.04c-16cr的高,这是由于0.02c-12cr在空冷过程中产生了大量的马氏体;2种钢室温下都为韧性断裂,其断口微观形貌主要为细小韧窝聚集,沿轧制方向分布的条带组织中存在细小的碳化物颗粒,成为韧窝的发源地;部分断口出现了分层和侧向开裂现象.分析其断口形貌、断裂过程和组织特征,可知沿着轧制方向分布的条带组织致使材料表现出上述力学行为和断裂特征.
印度对中国300系列不锈钢热轧板材进行特别保障措施调查 印度对中国300系列不锈钢热轧板材进行特别保障措施调查
格式:pdf
大小:67KB
页数:1P
4.5
2012年6月26日,应jindal不锈钢有限公司(jindalstainlessltd.)的申请,印度对原产于中国的300系列不锈钢热轧板材进行特别保障措施立案调查。涉案产品海关编码为721911、721912、721913、721914、721921、721922、721923、721924、722011、722012。
印度对华300系列不锈钢热轧板材征收临时保障税 印度对华300系列不锈钢热轧板材征收临时保障税
格式:pdf
大小:333KB
页数:1P
4.8
2013年1月4日,印度财政部海关中央委员会发布公告,根据印财政部保障措施局的初步训查结果,对原产于中国的304热轧不锈钢板材(最大宽度1605毫米),
不锈钢热轧板材焊接接头晶间腐蚀试验最新文档

4.不锈钢焊接接头的晶间腐蚀实验091123
格式:pdf
大小:72KB
页数:3P
4.5
不锈钢焊接接头的晶间腐蚀实验 一、实验目的 1.掌握c法(晶间腐蚀倾向实验方法)和评定标准。 2.加深对晶间腐蚀机理的理解。 二、实验概述 晶间腐蚀(iga)是不锈钢主要局部腐蚀形式之一,评定晶间腐蚀倾向实验方法按国家标准(gb1223-75) 进行。此标准适用于奥氏体型和奥氏体-铁素体型的不锈钢评定晶间腐蚀倾向实验方法有c法、t法、l法、f 法和x法五种。 在上述方法中,c法(草酸电解浸蚀法)作为其他方法的筛选法,其余的方法为仲裁方法。 应当指出的是,上述各种评定方法,从性质上讲是在特定的介质条件下进行的加速腐蚀实验,用以相对地 了解钢的抗晶间腐蚀性能,而不是直接判断各种不锈钢在实际环境中的情况。 本实验用c法评定不锈钢的晶间腐蚀倾向。 三、实验设备、仪器及材料用品 直流电源、电流表、电阻器、烧杯、草酸溶液、金相显微镜、经热处理的不锈钢试样 四、实验方法 1.不锈钢
J4不锈钢热轧板冷轧横裂原因分析 J4不锈钢热轧板冷轧横裂原因分析
格式:pdf
大小:868KB
页数:4P
4.8
分析发现了j4不锈钢热轧板冷轧横裂形成的主要原因是:钢中有大量显微气泡破坏基体的连续性,降低材料的塑性,导致裂纹形成。加大脱氧、脱气力度,可减少显微气泡,预防裂纹形成。
不锈钢热轧板带生产工艺及设备选型 不锈钢热轧板带生产工艺及设备选型
格式:pdf
大小:584KB
页数:4P
4.4
根据热轧不锈钢工程设计中的经验总结并结合国内已建成的宽幅不锈钢生产厂的工艺设备情况,从轧线布置形式和主要设备技术性能方面分析了不锈钢热轧板带生产工艺及设备选型的主要特点,指出不锈钢热轧生产与碳钢生产在工艺设备选型方面的区别。认为采用r1+f1~f7的工艺布置方式,较为经济、实用。为保证生产过程中的温度控制和产品质量,宽幅不锈钢粗轧机轧制力宜选择在42000kn以上,主电机功率12000kw以上。中间坯保温方式宜采用热卷箱形式。精轧机组前应设置小立辊轧机对带坯进行边部轧制。
宝钢不锈钢热轧板卷工程工艺技术
格式:pdf
大小:462KB
页数:8P
4.7
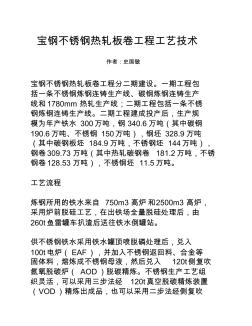
宝钢不锈钢热轧板卷工程工艺技术 作者:史国敏 宝钢不锈钢热轧板卷工程分二期建设。一期工程包 括一条不锈钢炼钢连铸生产线、碳钢炼钢连铸生产 线和1780mm热轧生产线;二期工程包括一条不锈 钢炼钢连铸生产线。二期工程建成投产后,生产规 模为年产铁水300万吨,钢340.6万吨(其中碳钢 190.6万吨、不锈钢150万吨),钢坯328.9万吨 (其中碳钢板坯184.9万吨,不锈钢坯144万吨), 钢卷309.73万吨(其中热轧碳钢卷181.2万吨,不锈 钢卷128.53万吨),不锈钢坯11.5万吨。 工艺流程 炼钢所用的铁水来自750m3高炉和2500m3高炉, 采用炉前脱硅工艺,在出铁场全量脱硅处理后,由 260t鱼雷罐车扒渣后送往铁水倒罐站。 供不锈钢铁水采用铁水罐顶喷脱磷处理后,兑入 100t电炉(eaf),并加入不锈钢返回料、合金等 固体料,熔炼成不锈钢母液,然
52807热轧板材
格式:pdf
大小:125KB
页数:6P
4.7
page date changedatedescription e d it io n normazione c o d e c h . - - 5 tm d - 52807 21stjanuary2002 materials standard steelsheetsandstrips unalloyed,hotrolled, fordrawingand coldbending1/6 publishedbysatiz-normazione asupdatestatusofprintoutscannotbemonitored,checkthewebsiteforthelatesteditionofdocument c o n f id e n t ia l t h is d o c u m en t m us t n o
不锈钢焊接接头抗晶间腐蚀的试验研究 不锈钢焊接接头抗晶间腐蚀的试验研究
格式:pdf
大小:127KB
页数:未知
4.3
乙二醇生产过程中,特别是蒸发工段,蒸发器进塔热源为高温蒸汽,最高温度为180℃,最低为80℃,进料中除了乙二醇和水,还有二氧化碳、溶解氧、乙酸等。在使用过程中由于水中的溶解氧、co2以及副产有机酸等杂质,常常造成碳钢设备的比较严重的全面腐蚀、电化学腐蚀以及部分部位发生的冲刷腐蚀,使得钢板厚度减薄以及腐蚀穿孔,造成介质泄漏。
304不锈钢热轧板退火温度研究 304不锈钢热轧板退火温度研究
格式:pdf
大小:70KB
页数:2P
4.3
通过实验分析304不锈钢晶粒度、硬度、酸洗板表面粗糙度与热轧板退火温度的关系,结果表明:304不锈钢退火温度在1130℃时,晶粒尺寸显著增大,硬度明显降低,酸洗板表面粗糙度增加。因此建议304不锈钢退火温度控制在1130℃以下。
内衬不锈钢复合钢管对接焊焊接接头试验探讨 内衬不锈钢复合钢管对接焊焊接接头试验探讨
格式:pdf
大小:87KB
页数:1P
4.6
对内衬不锈钢复合钢管对接焊焊接接头试验进行了分析,获得了内衬不锈钢复合钢管对焊后的焊接部位的抗拉强度、刻槽锤断、侧弯的力学性能情况。结果表明:按照sy/t4103-2006要求可以进行力学性能试验。
活性剂对不锈钢TIG焊焊接接头组织的影响 活性剂对不锈钢TIG焊焊接接头组织的影响
格式:pdf
大小:286KB
页数:4P
4.4
针对316l奥氏体不锈钢,研究了单一成分活性剂及sio2与tio2混合活性剂对熔深及焊缝微观组织的影响。结果表明:涂敷sio2与tio2混合活性剂的焊缝熔深是未涂敷活性剂的2倍以上。活性剂sio2的涂敷不仅能使熔深有明显增加,而且可以打乱奥氏体柱状晶生长的方向性,对焊缝组织有明显的改善作用。sio2对焊缝组织的细化作用,与si对凝固模式的影响有着直接关系,si的存在能提高w(cr)eq/w(ni)eq值,促使fa凝固模式的发展,有利于δ相的形成,阻碍奥氏体枝晶的生长。
钢筋焊接接头试验报告
格式:pdf
大小:79KB
页数:8P
4.5
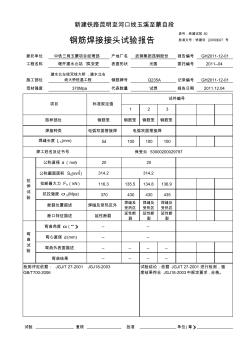
试验复核单位(章) 弯 曲 试 验 弯曲外表面描述 检测评定依据:jgj/t27-2001jgj18-2003 gb/t700-2006 试验结论:依据jgj/t27-2001进行检测,强 度结果符合jgj18-2003中规定要求,合格。 批准 ---- 弯曲结果-------- -------- 弯心直径d(mm)---- 弯曲角度α(°) 断口特征描述延性断裂 延性断 裂 延性断 裂 延性断 裂 断裂位置描述焊缝及受热区外 焊缝及 受热区 焊缝及 受热区 焊缝及 受热区 抗拉强度σb(mpa)370430430435 314.2314.2 拉断最大力fb(kn)116.3135.5134.8136.9 焊工姓名及证书号保受云53000200029797 拉 伸 试 验 公称直径a(mm)
不锈钢热轧板材焊接接头晶间腐蚀试验相关
文辑推荐
知识推荐
百科推荐


职位:机械工程师助理
擅长专业:土建 安装 装饰 市政 园林


