

不锈钢屏风的焊接工艺和镀色要点
格式:pdf
大小:14KB
页数:2P
人气 :67
 4.8
4.8
不锈钢仿铜板 www.fsxmbxg.com 不锈钢屏风的焊接是比较讲究的, 为何这样说呢?因为不锈钢屏风的 作用就是为了提供装饰用途的, 如何焊接不好, 就会影响不锈钢屏风 的整体美观性。 所以焊接的工艺是尤为必要的。 不锈钢屏风在整体焊 接成型的过程中,有两种焊接工艺,一种为满焊,另外一种为点焊。 满焊:也称全焊,就是将准备焊在一起的 2个工件的所有接触的地方 都进行熔焊。比如两块钢板拼接,把一条焊缝全部焊满就是满焊,用 于要求焊接强度较高的条件下。 而不锈钢屏风要求满焊就是对表面要 求看不到焊缝,两个焊接部件之间自然过渡而看不到任何焊点和缝 隙。点焊则是在部件侧面加焊点,使两个部分连接起来,正面可见到 两部件之间的缝隙,由于缝隙较小,不影响整体外观。 不管用什么焊接工艺, 焊接处理得好不好, 取决于焊接师傅的经验和 技术,要做出质量高工艺精细的不锈钢屏风, 所以这个方面也是不能 忽



不锈钢屏风
不锈钢屏风 不锈钢屏风是指用不锈钢作为原材料制作加工而成的屏风。与传统木质屏风相比, 用不锈钢制作而成的产品具有:工艺精细光泽度好坚固耐用质量稳定等特点.随着近几年 国内建筑装饰装潢行业的发展,使不锈钢屏风广泛应用于越来越多的不锈钢工程中。 应用范围 目前主要用在商业装饰装修方面,如:酒店装饰、宾馆装饰、会所装饰、展厅装饰、 高级餐厅装饰等的高端装饰领域,部分可用于家居场所。 加工工艺 焊接成型共有两种焊接工艺。 1.点焊。有缝,直接用点的方式焊接固定。 2.满焊。也叫无缝焊接。经打磨抛光后,焊接的地方看不到缝隙。 分类 为满足建筑功能及审美等要求,因此各种类型的不锈钢屏风被生产制造出来。其主要 有如下分类: 一、按加工工艺分为 1.激光镂空切割屏风,通过大型激光切割机切割镂空得出一定图案,再经过表面处理后, 真空电镀着色。2.焊接抛光加工屏风,用管或板加工成型,
成都不锈钢屏风施工工艺 (2)
成都不锈钢屏风施工工艺 广东佛山志翔不锈钢制品有限公司专业生产各类不锈钢仿古屏风、不锈钢工艺屏风、不锈钢中式屏风、 不锈钢落地屏风、不锈钢仿古铜屏风、彩色不锈钢激光镂空屏风及其他不锈钢装饰制品,可根据客户图纸 为用户做深化设计,为用户提供专业意见以满足用户需求!屏风一般陈设于室内的显著位置,起到分隔、 美化、挡风、协调等作用。它既有表现古典气质的款式,又可设计出时尚现代的灵动风格,根据装修风格 选择设计相应的款式,能与家具相互辉映,相得益彰,浑然一体,成为家居装饰不可分割的整体,呈现出 一种和谐之美、宁静之美。 彩色不锈钢屏风最常见颜色有古铜色,玫瑰金色,香槟金,咖啡金,黑钛(乌钢)、天蓝色、钛金、 茶色、紫红色、古铜色、黄古铜、青古铜、黑玫瑰、玫瑰红、钛白、绿色、灰色等。 不锈钢屏风,不锈钢花格,不锈钢隔断,镂空不锈钢屏风找佛山志翔不锈钢制品,13728505988朱生
编辑推荐下载
西宁不锈钢屏风施工工艺
格式:pdf
大小:8KB
页数:3P
4.5
西宁不锈钢屏风施工工艺 广东佛山志翔不锈钢制品有限公司专业生产各类不锈钢仿古屏风、不锈钢工艺屏风、不锈钢中式屏风、 不锈钢落地屏风、不锈钢仿古铜屏风、彩色不锈钢激光镂空屏风及其他不锈钢装饰制品,可根据客户图纸 为用户做深化设计,为用户提供专业意见以满足用户需求!屏风一般陈设于室内的显著位置,起到分隔、 美化、挡风、协调等作用。它既有表现古典气质的款式,又可设计出时尚现代的灵动风格,根据装修风格 选择设计相应的款式,能与家具相互辉映,相得益彰,浑然一体,成为家居装饰不可分割的整体,呈现出 一种和谐之美、宁静之美。 彩色不锈钢屏风最常见颜色有古铜色,玫瑰金色,香槟金,咖啡金,黑钛(乌钢)、天蓝色、钛金、 茶色、紫红色、古铜色、黄古铜、青古铜、黑玫瑰、玫瑰红、钛白、绿色、灰色等。 不锈钢屏风,不锈钢花格,不锈钢隔断,镂空不锈钢屏风找佛山志翔不锈钢制品,13728505988朱生
不锈钢焊接工艺技术要点和焊接工艺规程完整
格式:pdf
大小:320KB
页数:32P
4.6
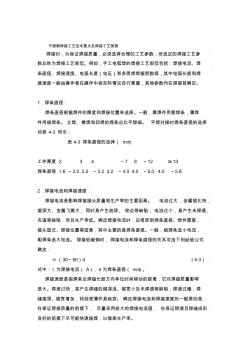
word完美格式 ..整理分享.. 不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8
不锈钢屏风的焊接工艺和镀色要点热门文档
成都不锈钢屏风施工工艺
格式:pdf
大小:8KB
页数:3P
4.5
成都不锈钢屏风施工工艺 广东佛山志翔不锈钢制品有限公司专业生产各类不锈钢仿古屏风、不锈钢工艺屏风、不锈钢中式屏风、 不锈钢落地屏风、不锈钢仿古铜屏风、彩色不锈钢激光镂空屏风及其他不锈钢装饰制品,可根据客户图纸 为用户做深化设计,为用户提供专业意见以满足用户需求!屏风一般陈设于室内的显著位置,起到分隔、 美化、挡风、协调等作用。它既有表现古典气质的款式,又可设计出时尚现代的灵动风格,根据装修风格 选择设计相应的款式,能与家具相互辉映,相得益彰,浑然一体,成为家居装饰不可分割的整体,呈现出 一种和谐之美、宁静之美。 彩色不锈钢屏风最常见颜色有古铜色,玫瑰金色,香槟金,咖啡金,黑钛(乌钢)、天蓝色、钛金、 茶色、紫红色、古铜色、黄古铜、青古铜、黑玫瑰、玫瑰红、钛白、绿色、灰色等。 不锈钢屏风,不锈钢花格,不锈钢隔断,镂空不锈钢屏风找佛山志翔不锈钢制品,13728505988朱生
不锈钢屏风施工工艺
格式:pdf
大小:13KB
页数:3P
4.7
不锈钢屏风施工工艺 屏风,古时建筑物内部挡风用的一种家具,所谓“屏其风也”。屏风作为传统家具的重要 组成部分,历史由来已久。屏风一般陈设于室内的显著位置,起到分隔、美化、挡风、协调 等作用。它与古典家具相互辉映,相得益彰,浑然一体,成为中式家居装饰不可分割的整体, 而呈现出一种和谐之美、宁静之美。 随着各种材料运用越来越广泛,屏风也由原始单一的木质屏风衍生出不锈钢屏风、布艺 屏风等,本次主要介绍不锈钢屏风施工工艺。 一、材料选择 1、不锈钢stainlesssteel)是不锈耐酸钢的简称,耐空气、蒸汽、水等弱腐蚀介质或 具有不锈性的钢种称为不锈钢;而将耐化学腐蚀介质(酸、碱、盐等化学浸蚀)腐蚀的钢种 称为耐酸刚。由于两者在化学成分上的差异而使他们的耐腐蚀性不同,普通不锈钢一般不耐 化学介质腐蚀,而耐酸钢则一般均具有不锈性。作为本次介绍重点,屏风主要为室内使用, 不
不锈钢焊接工艺标准要点
格式:pdf
大小:235KB
页数:13P
4.3
))))))))) )))))))))) 焊接工艺指导书 一氩弧焊接 1.目的 为规范焊工操作,保证焊接质量,不断提高焊工的实际操作技术水平,特编制本指导书。 2.编制依据 2.1.设计图纸 2.2.《手工钨极氩弧焊技术及其应用》 2.3.《焊工技术考核规程》 3.焊接准备 3.1.焊接材料 焊丝:h1cr18ni9tiφ1、φ1.5、φ2.5、φ3 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油 锈及其他污物,露出金属光泽。 3.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气 不能用尽,瓶内余压不得低于0.5mpa,以保证充氩纯度。 3.3.焊接工具 3.3.1.采用直流电焊机,本厂用wse-315和tig400两种型号焊
不锈钢焊接工艺技术要点及焊接工艺规程()
格式:pdf
大小:276KB
页数:32P
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
不锈钢焊接工艺技术要点及焊接工艺规程
格式:pdf
大小:276KB
页数:32P
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
不锈钢屏风的焊接工艺和镀色要点精华文档
山东不锈钢屏风设计与装饰
格式:pdf
大小:6KB
页数:2P
4.5
山东不锈钢屏风设计与装饰 广东佛山志翔不锈钢制品有限公司专业生产各类不锈钢仿古屏风、不锈钢工艺屏风、不锈钢中式屏风、 不锈钢落地屏风、不锈钢仿古铜屏风、彩色不锈钢激光镂空屏风及其他不锈钢装饰制品,可根据客户图纸 为用户做深化设计,为用户提供专业意见以满足用户需求!屏风一般陈设于室内的显著位置,起到分隔、 美化、挡风、协调等作用。它既有表现古典气质的款式,又可设计出时尚现代的灵动风格,根据装修风格 选择设计相应的款式,能与家具相互辉映,相得益彰,浑然一体,成为家居装饰不可分割的整体,呈现出 一种和谐之美、宁静之美。 彩色不锈钢屏风最常见颜色有古铜色,玫瑰金色,香槟金,咖啡金,黑钛(乌钢)、天蓝色、钛金、 茶色、紫红色、古铜色、黄古铜、青古铜、黑玫瑰、玫瑰红、钛白、绿色、灰色等。 不锈钢屏风,不锈钢花格,不锈钢隔断,镂空不锈钢屏风找佛山志翔不锈钢制品,13728505988朱
焊接工艺对不锈钢变形的影响
格式:pdf
大小:493KB
页数:2P
4.7
随着我国经济的快速发展,越来越多的大型设备被运用到装备制造等高端产业中。而这些设备主要都是由采用不锈钢材料并经焊接工艺加工而成的各种零部件组合而成的。因此,对不锈钢的焊接工艺的控制是十分重要的。本文详细阐述了各种焊接工艺在实际应用中对不锈钢变形的影响,并对影响的原因及解决措施进行了一一探讨,希望对研究焊接工艺对不锈钢变形的影响及致力于改良焊接工艺的人员有所帮助。

不锈钢屏风的焊接工艺和镀色要点最新文档

不锈钢板焊接工艺
格式:pdf
大小:220KB
页数:8P
4.4
1 不锈钢板焊接工艺 1、使用范围 本工艺适用于以各种不锈钢为复材、低碳钢或低合金钢为基材总 厚度大于或等于4mm的不锈钢复合板的焊接。 2、焊接材料的选择 2.1焊接材料选用原则 1)复层材料的选用应保证熔敷金属的合金元素的含量不低于复层 材料标准规定的下限值。 2)过渡层的焊条宜选择25%cr-13%ni型或25%cr-20%ni型以补 充基层对复层的稀释,对复层含钼的不锈钢复合板,应采用 25%-13%ni-mo型焊条。 2.2常用不锈钢复合板焊接材料可按下表选取。 表—1常用不锈钢复合板过渡层及复层焊接材料的选用 复层材质过渡层焊接复层焊接 焊条 牌号 焊条型号焊条 牌号 焊条型号焊丝钢号 0cr18ni9 a302 a307 a062 a402 a407 e309-16 e309-15 e309l-16 e310-16 e31

不锈钢焊接工艺 (4)
格式:pdf
大小:626KB
页数:17P
4.7
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口
不锈钢焊接工艺 (5)
格式:pdf
大小:17KB
页数:7P
4.6
不锈钢的及焊接及应用 几乎所有的不锈钢都可以使用目前在工业上使用的大多数焊 接方法,包括激光、等离子焊以及在汽车制造中发展起来的电子 束焊接。然而,由于不锈钢与碳钢以及合金钢不同,焊接技术也 有所变化。 首先,要按照工艺规程操作,保持焊缝区以及直接与焊缝相 邻的部位的耐腐蚀性,该部分又被称为热影响区(haz);第 二,最好是保持连接处最佳的力学性能;第三,必须采取某些步 骤使热变形产生的问题最小。 不锈钢和其他钢种的主要不同在与合金含量,它提供了耐腐 蚀性能。在焊接中,必须选择合适的焊条,尽可能选择耐腐蚀性 能与基金属几乎相同或比基金属耐腐蚀性更好的焊接填充金属, 这一点并不总是像所期望的那么明显,例如,308钢焊条通常被 指定焊接304钢,300系列的焊条常常被用于连接400系列的 钢,最好的建议是按照美国焊接协会(aws)对焊条的选择(同 样也是焊接工艺规程)或向焊条制造厂

不锈钢焊接工艺
格式:pdf
大小:626KB
页数:17P
4.6
. 精品 316l不锈钢板(00cr17ni14mo2) 产品说明 牌号:(00cr17ni14mo2) 材质:316l/2b不锈钢板 厚度:0.4mm-3.0mm 宽度:1219mm/1000mm 长度:2439mm/可定长 产地:国产太钢、张浦,进口 材质:316l/no.1不锈钢板 厚度:3.0mm-60mm 宽度:1500/1800/2000mm 长度:6000/8000mm 产地:国产太钢,进口 321/2b0.5-3.0mm*1220mm/1000m*c 太钢张浦,进口不限 321/no.13.0-20mm*1500/1800mm*6000 太钢,进口比利时芬兰 牌号:0cr18ni9 . 精品 材质:304/no.1不锈钢板 厚度:3.0mm-50mm 宽度:1500/1800mm 长度:6000mm 产地:国产太钢、进口

 焊接工艺对不锈钢变形的研究
焊接工艺对不锈钢变形的研究 焊接工艺对不锈钢变形的研究
格式:pdf
大小:270KB
页数:未知
4.3
随着社会的不断发展,焊接工艺已成功使用在各行各业中。真空设备成为焊接的重要组成部分,而真空腔与真空设备有着紧密的关系,大多数的真空腔由不锈钢材质组成,因此可见不锈钢对焊接使用的重要性,焊接点的成功与否直接影响着建筑材料的使用质量与使用寿命。
不锈钢筛网焊接工艺
格式:pdf
大小:6KB
页数:2P
4.7
不锈钢筛网的焊接和不锈钢丝网深加工的焊接工艺问题 在不锈钢网生产和深加工过程中经常需要使用各种焊接技术支持。 一方面,不锈钢电焊网的生产本身就是焊接工艺织造的不锈钢丝网产品,另一方 面,诸如一些不锈钢网片、网架、网框,深加工如不锈钢网篮、不锈钢网筒、不 锈钢过滤器,不锈钢网的拼接、镶边、镶框等,都需要各种不同的焊接技术实现。 不锈钢丝网中304材料是最通用的材料,304不锈钢筛网也是焊接中经常使用的 不锈钢筛网产品。304不锈钢一般具有良好的焊接性能,原则上不须进行焊前预 热和焊后热处理。 对相关304不锈钢丝网类制品进行焊接时:由于不锈钢本身所具有的特性(例如 304不锈钢的热膨胀系数是低碳钢和高铬系不锈钢的1.5倍;导热系数约是低碳 钢的1/3,而高铬系不锈钢的导热系数约是低碳钢的1/2;比电阻是低碳钢的4 倍以上,而高铬系不锈钢是低碳钢的3倍。),与普碳钢相比
 不锈钢闪蒸罐焊接工艺
不锈钢闪蒸罐焊接工艺 不锈钢闪蒸罐焊接工艺
格式:pdf
大小:74KB
页数:1P
4.7
本文探讨不锈钢闪蒸罐的焊接过程,分析了不锈钢材料进行焊接时的焊接性,介绍了焊接过程中采用焊接方法,制定了详细的焊接工艺,介绍了焊接时的操作要点,可用以指导实际操作。
双相不锈钢焊接工艺分析 双相不锈钢焊接工艺分析
格式:pdf
大小:138KB
页数:未知
4.4
本文主要介绍了双相不锈钢s32205的焊接性和焊接工艺要点,控制铁素体和奥氏体的比例,保证接头的性能,是对s32205不锈钢焊接的基本要求。根据s32205不锈钢的焊接特点,采用合适的坡口形式,把握合理的焊接线能量,是s32205不锈钢焊接要求的关键,选用焊条电弧焊的方法,通过工艺评定获得适宜的焊接工艺参数,取得了满意的效果,可在相关工程中应用。
不锈钢屏风的焊接工艺和镀色要点相关
文辑推荐
知识推荐
百科推荐


职位:房建市政工程专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


