

不锈钢矩形风管制作工法_secret
格式:pdf
大小:3.5MB
页数:15P
人气 :59
 4.4
4.4
二、工法内容材料 目 录 1 前言 ........................................................................................................................ 1 2 特点 ........................................................................................................................ 1 3 适用范围 ................................................................................................................. 1 4 工艺原



不锈钢矩形风管制作工法
不锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们总结出了一套不锈钢风管的制作 方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证 使用功能的前提下满足观感质量要求。目前我们已按此工法在项目上实施, 取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 本工法在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1
不锈钢矩形风管制作工法
http://www.***.***建设工程教育网 报名咨询电话:010-82326699免费热线:4008105999 咨询时间:全天24小时服务(周六、周日及节假日不休息) 不 锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。 对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来指导 施工,为此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要, 提高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观
编辑推荐下载
不锈钢矩形风管制作工法参照
格式:pdf
大小:2.7MB
页数:17P
4.8
. word文档 不 锈 钢 薄 板 风 管 焊 接 制 作 . word文档 目录 1前言.............................................................................................................................................1 2特点.............................................................................................................................................1 3适用围................................................
不锈钢矩形风管制作工法参照
格式:pdf
大小:106KB
页数:11P
4.3
不 锈 钢 薄 板 风 管 焊 接 制 作 目录 1前言.......................................................................................................................... 2特点.......................................................................................................................... 3适用范围..........................................................................................................
不锈钢矩形风管制作工法热门文档
(整理)不锈钢矩形风管制作工法
格式:pdf
大小:3.2MB
页数:17P
4.6
................. ................. 不 锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。 对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来指导 施工,为此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要, 提高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施

不锈钢矩形风管制作工法论文讲解
格式:pdf
大小:1.7MB
页数:13P
4.5
不锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。厨房排 油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作,但对于厨房排 油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式,风管采用焊接成型的 却很少见。 对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来指导施工,为 此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要,提高施工质量、 解决施工中的疑难问题,在保证使用功能的前提下满足观感质量要求。目前我们已 按此工法在项目上实施,取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 本工法在镀锌钢板风管制作标准的基础上,

排油烟不锈钢风管制作工艺
格式:pdf
大小:191KB
页数:11P
4.6
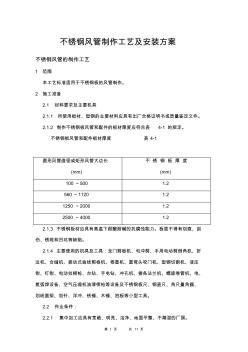
第1页共11页 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切
不锈钢矩形风管制作工法精华文档
不锈钢矩形管型号
格式:pdf
大小:5KB
页数:1P
4.5
不锈钢方矩管,广州不锈钢方矩管,不锈钢方矩管型号及材质 专业生产201、202、304、316、301、316l、430、409不锈钢钢管不锈钢 方管不锈钢矩形管不锈钢方通不锈钢扁通不锈钢焊管不锈钢装饰用管 ①不锈钢装饰管与制品圆管规格:φ3φ4φ5φ6φ7φ8φ9φ9.5φ10 φ12.7φ15.9φ19.1φ22.2φ25.4φ28.6φ31.8φ38.1φ42.16φ40 φ44.5φ48.5φ50.8φ57φ60φ63.5φ76.2φ80φ88.9φ101.6φ108 φ114.3φ127φ133φ141φ159φ168φ219φ273φ323.85,厚度:0.1~ 8.0mm; ②不锈钢方管、不锈钢方通规格:□4×4□5×5□6×6□7×7□10×10 □12×12□1
不锈钢风管制作
格式:pdf
大小:2.3MB
页数:7P
4.5
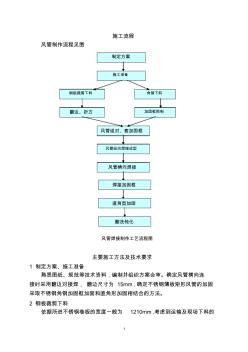
1 施工流程 风管制作流程见图 风管焊接制作工艺流程图 主要施工方法及技术要求 1制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连 接时采用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固 采取不锈钢角钢加固框加固和直角形加固相结合的方法。 2钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的 钢板裁剪下料 加固框预制 风管组对、套加固框 酸洗钝化 制定方案 角钢下料 施工准备 风管纵向焊接成型 风管横向焊接 翻边、折方 焊接加固框 直角型加固 2 可操作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的 风管,风管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折 出
不锈钢风管制作
格式:pdf
大小:1.2MB
页数:8P
4.8
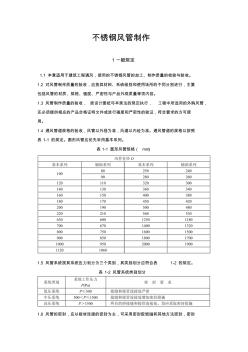
不锈钢风管制作 1一般规定 1.1本章适用于建筑工程通风,使用的不锈钢风管的加工、制作质量的检验与验收。 1.2对风管制作质量的验收,应按其材料、系统级别和使用场所的不同分别进行,主要 包括风管的材质、规格、强度、严密性与产品外观质量等项内容。 1.3风管制作质量的验收,按设计图纸与本规法的规定执行,工程中所选用的外购风管, 还必须提供相应的产品合格证明文件或进行强度和严密性的验证,符合要求的方可使 用。 1.4通风管道规格的验收,风管以外径为准,风道以内经为准。通风管道的规格以按照 表1-1的规定。圆形风管应优先采用基本系列。 表1-1圆形风管规格(mm) 1.5风管系统按其系统压力划分为三个类别,其类别划分应符合表1-2的规定。 表1-2风管系统类别划分 1.6风管的密封,应以板材连接的密封为主,可采用密封胶嵌缝和其他方法密封,密封 胶性能应符合使用环
80×40不锈钢矩形管出库单
格式:pdf
大小:12KB
页数:1P
4.4
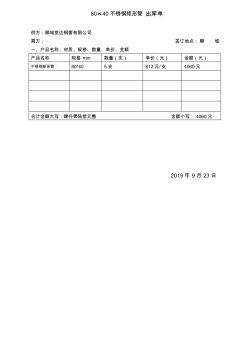
80×40不锈钢矩形管出库单 供方:聊城宽达钢管有限公司 需方:签订地点:聊城 一、产品名称、材质、规格、数量、单价、金额 产品名称规格mm数量(支)单价(元)金额(元) 不锈钢矩形管80*405支812元/支4060元 合计金额大写:肆仟零陆拾元整金额小写:4060元 2019年9月23日
不锈钢矩形风管制作工法最新文档
 装饰用430不锈钢矩形薄壁焊管制造工艺
装饰用430不锈钢矩形薄壁焊管制造工艺 装饰用430不锈钢矩形薄壁焊管制造工艺
格式:pdf
大小:606KB
页数:4P
4.4
分析了aisi430铁素体不锈钢的焊接性,制定了合理的焊接工艺。采用先tig焊接圆形管再挤压成型为方矩形薄壁焊管的工艺制造壁厚为0.4mm的430铁素体不锈钢方矩形管,质量稳定且具有良好的综合性能。试验同时表明,采用这种工艺制造壁厚为0.6mm的方管时,不宜选择430不锈钢,应选择其他微合金化的焊接性能较好的铁素体不锈钢。
不锈钢风管制作施工工艺
格式:pdf
大小:29KB
页数:3P
4.7
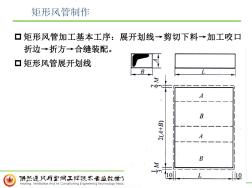
金属风管制作施工工艺 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈斑和凹 穴等缺陷。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长(mm)不锈钢板厚度(mm) 100~5000.5 560~11200.75 1250~20001.0 2500~40001.2 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 圆法兰卷圆→划线下料→找平找正→打孔打眼 →铆法兰→翻边→成品喷漆→检验→安装 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。展 开方法宜采用平行线法、放射线法和三角线法。根据图纸大样按照风管不同的几何形状和规 格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械
不锈钢风管制作有哪些规定?
格式:pdf
大小:76KB
页数:16P
4.3
不锈钢水箱-不锈钢风管制作应符合下列要求: 1、不锈钢风管及部件制作应采用奥氏体不锈钢,板材厚度符合2.2.1的规定。 2、加工制作不锈钢风管和部件的场地,要铺木板或橡胶板,并把板上的铁屑、锈迹和杂物等 打扫干净。 3、下料划线时,不能用锋利的金属划针在其表面划线或冲眼,应使用做好的样板进行套裁, 以免损坏不锈钢表面。 4、剪切不锈钢板时,不要使设备超载,要认真调整好上、下刀刃的间隙,通常此间隙为板材 厚度的0.04倍。 5、加工制作不锈钢风管,当板厚小于imm时,应采用咬口连接,且咬口宽度应比普通钢板宽 一些,一般为12-14mm,并用不锈钢铆钉铆接法兰。板厚大于1mm时,宜采用焊接,不得采 用气焊。 6、手工咬口时,用木制、不锈钢或铜制的工具,不要用普通钢制工具。用机械加工时,要清 除机台上的铁屑、铁锈及杂物。咬口应一次完成,如进行多次,则会造成加工困难,且易
不锈钢风管制作安装补充说明
格式:pdf
大小:17KB
页数:3P
4.6
不锈钢风管制作安装补充说明 工艺侧吹风空调送风管路、纺丝机排风管路和后处理(精炼机)排风管路均采 用不锈钢板或不锈钢管制作,要求采用304不锈钢,不锈钢板厚度公差不得国家标 准厚度允许偏差(附国家标准“不锈钢板厚度公差表”)。 1、不锈钢风管的制作、安装及保温参见《设计施工说明》(4-102-1)及风管图 纸注释部分。 2、工艺侧吹风空调送风管路最大运行压力≥14000pa,要求工艺侧吹风空调送 风管路能够承受空调系统的最大压力,且不能有任何泄漏点。 3、工艺侧吹风空调送风管路末端设有孔径0.3mm的304不锈钢滤网(c20),不 锈钢滤网采用滤网网片,与管道采用法兰连接,便于拆卸,且滤网通风面积不小于 50%的管道断面。 4、工艺侧吹风空调送风机出口风管(c21、c22、c23)不在制作安装范围。 5、工艺侧吹风空调送风管路上设有304不锈钢球阀(c19)、不锈钢制密
不锈钢矩形件拉延工艺分析 不锈钢矩形件拉延工艺分析
格式:pdf
大小:110KB
页数:未知
4.8
近些年来,不锈钢薄板材在装饰品、家电产品、厨具、医疗器械等行业得到广泛应用。在这些领域中不锈钢越来越多的取代了陶瓷材料,其主要原因是它具有美观、耐蚀、耐磨等使用性能,并有良好的加工工艺性。它具有比陶瓷材料重量轻、强度高、韧性好、使用寿命长、易于加工制...
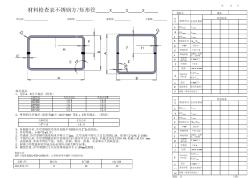
 不锈钢矩形管规格重量表
不锈钢矩形管规格重量表 不锈钢矩形管规格重量表
格式:doc
大小:46KB
页数:5P
4.6
本文将详细介绍建设工程领域中常用的不锈钢矩形管的规格和重量。通过对比不同规格的矩形管的重量,我们可以更好地选择合适的材料,以满足工程需求。

排油烟不锈钢风管制作工艺与安装方案
格式:pdf
大小:176KB
页数:10P
4.4
不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文 件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚 度表4-1 圆形风管直径或矩形风管大边长(mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切割机、液压 钳、钉钳、电动拉柳
不锈钢矩形风管制作工法相关
文辑推荐
知识推荐
百科推荐

职位:双证监理工程师
擅长专业:土建 安装 装饰 市政 园林


