

不锈钢铰链的制作工艺与生产流程
格式:pdf
大小:130KB
页数:2P
人气 :87
 4.7
4.7
不锈钢铰链的制作工艺与生产流程 众所周知,不锈钢铰链合页采用了硅溶胶精密铸造工艺生产, 而硅溶胶精密铸造 简单说就是用易熔材料制成可熔性模型, 在其上涂覆若干层特制的耐火材料, 经 过干燥和硬化形成一个整体铸壳后, 再用蒸汽或者热水经过高温熔烧, 铸型或型壳经熔烧后, 于其中浇注熔融金属得 到铸件。 不锈钢铰链合页就是利用以上工艺生产而来, 下面详细说一下不锈钢铰链合页的 生产流程: 烟台拓达机电设备有限公司流程如下: 1. 工艺设计 2. 模具制作 3. 注蜡 4. 蜡件组合 4. 沾浆 6. 淋砂 7. 脱蜡 8. 模壳培烧 9. 浇铸 10. 除壳 11. 切割 12. 打磨 13. 热处理 14. 机加工 15. 终检 16. 包装 17. 发货 至此想必大家就都明白了不锈钢铰链合页的生产流程了吧,




合页门合页不锈钢铰链
合页 合页简介:合页又名合叶,正式名称为铰链。常组成两折式,是连接物体两个部分并能使之 活动的部件。 中文名:合页别名:铰链拼音:héyè 英语:hinge 德语:scharnier 法语:charnière 产品性质:传统工业品 相关合页:喷塑垫圈铰链.喷塑尼龙铰链.仿铜垫圈铰链,仿银垫圈铰链 合页种类:普通合页:用于橱柜门、窗、门等。材质有铁质、铜质和不锈钢质。普通合页 的缺点是不具有弹簧铰链的功能,安装合页后必须再装上各种碰珠,否则风会吹动门板。 烟斗合页:也叫弹簧铰链。主要用于家具门板的连接,它一般要求板厚度为16~20毫 米。材质有镀锌铁、锌合金。弹簧铰链附有调节螺钉,可以上下、左右调节板的高度、厚度。 它的一个特点是可根据空间,配合柜门开启角度。除一般的90度角外,127度、144度、 165度等均有

编辑推荐下载
轻型钢结构的生产流程和制作工艺
格式:pdf
大小:56KB
页数:6P
4.7
轻型钢结构的生产流程和制作工艺 发表日期:2011年3月23日已经有96位读者读过此文 1.前言 建筑轻钢结构和传统的混凝土结构相比,具有跨度大、结构基础要求低、抗震抗风能力强、外表 美观、建造周期短、维修费用低等一系列的优点,因而越来越受欢迎,得到了飞速的发展。 和重钢相比,轻钢结构重量轻,用钢量少、对基础的承载要求更低,设计周期短、建造速度快, 特别适合于建造大跨度结构。现已在厂房、办公楼、大型超市、物流仓库、展示厅、机库和室内体育场 馆等产品领域得到了广泛的应用。 传统的轻钢制作方式,采用机械和手工方式进行组立、装焊,自动化程度不高、工艺流程不流贯, 因而生产效率低,远不能满足建筑轻钢结构飞速发展的需要。 博思格建筑系统(巴特勒)针对轻型钢结构所设计的自动化钢结构生产流水线,占地面积小、布局 紧凑,流程合理,充分体现了高速、高效和高精度生产的特点,取得了满意的实际效
不锈钢铰链的制作工艺与生产流程热门文档

钛金(不锈钢)标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.7
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜

不锈钢标牌制作工艺流程
格式:pdf
大小:10KB
页数:4P
4.8
不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好得耐大气与淡水介质腐蚀得性能,而且通 过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺得主要原料就是三氯化铁,下面就是三氯化铁腐蚀不锈钢得配方:三氯化铁、 活性剂、水.配方中三氯化铁得波美度应保持在42左右,每升三氯化铁溶液添加活性0、8—1、 2毫升。按该配方腐蚀出得不锈钢底面平整光洁,无黑色得钝化膜与麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌、凸字标牌与凸凹字结合标牌这三种。?腐蚀标牌得基本要求: 图案美观、线条清晰、深度合适、底面平整、色彩饱满、拉丝均匀、表面色泽一致。?腐蚀 标牌得特点:抗腐蚀,抗氧化性能好,耐候、耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1、接收工程图纸·9、除膜 ·2、出菲林·10、取货 ·3
不锈钢标牌制作工艺流程
格式:pdf
大小:11KB
页数:6P
4.6
1/6 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的 性能,而且通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配 方:三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42左右,每升 三氯化铁溶液添加活性—毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑 色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉 丝均匀.表面色泽一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理·11

不锈钢铰链的制作工艺与生产流程精华文档

巴特勒轻型钢结构的生产流程和制作工艺(一)
格式:pdf
大小:6KB
页数:3P
4.3
巴特勒轻型钢结构的生产流程和制作工艺(一) 1.前言 建筑轻钢结构和传统的混凝土结构相比,具有跨度大、结构基础要求 低、抗震抗风能力强、外表美观、建造周期短、维修费用低等一系列 的优点,因而越来越受欢迎,得到了飞速的发展。 和重钢相比,轻钢结构重量轻,用钢量少、对基础的承载要求更低, 设计周期短、建造速度快,特别适合于建造大跨度结构。现已在厂房、 办公楼、大型超市、物流仓库、展示厅、机库和室内体育场馆等产品 领域得到了广泛的应用。 传统的轻钢制作方式,采用机械和手工方式进行组立、装焊,自动化 程度不高、工艺流程不流贯,因而生产效率低,远不能满足建筑轻钢 结构飞速发展的需要。 博思格建筑系统(巴特勒)针对轻型钢结构所设计的自动化钢结构生 产流水线,占地面积小、布局紧凑,流程合理,充分体现了高速、高 效和高精度生产的特点,取得了满意的实际效果。 2.轻型钢结构的工艺特点 2.1.结构特点
巴特勒轻型钢结构的生产流程和制作工艺
格式:pdf
大小:20KB
页数:10P
4.7
巴特勒轻型钢结构的生产流程和制作工艺 2008-10-25 1.前言 建筑轻钢结构和传统的混凝土结构相比,具有跨度大、结构基础要求低、抗震抗风能力 强、外表美观、建造周期短、维修费用低等一系列的优点,因而越来越受欢迎,得到了飞速 的发展。 和重钢相比,轻钢结构重量轻,用钢量少、对基础的承载要求更低,设计周期短、建造 速度快,特别适合于建造大跨度结构。现已在厂房、办公楼、大型超市、物流仓库、展示厅、 机库和室内体育场馆等产品领域得到了广泛的应用。 传统的轻钢制作方式,采用机械和手工方式进行组立、装焊,自动化程度不高、工艺流 程不流贯,因而生产效率低,远不能满足建筑轻钢结构飞速发展的需要。 博思格建筑系统(巴特勒)针对轻型钢结构所设计的自动化钢结构生产流水线,占地面积 小、布局紧凑,流程合理,充分体现了高速、高效和高精度生产的特点,取得了满意的实际 效果。 2.轻型钢

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
不锈钢铰链的制作工艺与生产流程最新文档
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.6
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
一、材料准备 ????先说说规格及板材选用: ????a、普通科室牌规格(常用的)是120mm*300mm或110mm*300mm ????b、其他规格有300*400mm,400*600mm,500mm*800mm,以及客户需要的特殊规格。 ????????(这些规格多做成圆弧凸起型,四边厚25mm,常用于作息时间或公司名称等) ????c、材料:~厚镜面钛金板或拉丝不锈钢板。板材厚点,成本要高些,但做的产品挺括、 美观; ??????????????但也不宜太厚,??太厚的成本太高。 ????根据自己需要,去板材加工店(有剪板机的),将需要的板材裁切好。 二、用电脑将标牌图形档编排好,然後用机将标牌的版式,用不乾胶刻出来。 ????注意,不乾胶要选用品质好的,这样粘贴在钛金(不锈钢)板上才牢固,并且烘烤後 不易脱胶。

不锈钢标牌制作工艺流程-新版
格式:pdf
大小:10KB
页数:5P
4.5
.. 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢制作工艺
格式:pdf
大小:9KB
页数:2P
4.5
不锈钢制造工艺宣贯 1制造环境 1.1不锈钢压力容器及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得与黑 色金属制品或其它产品混杂生产,不锈钢压力容器如附有碳钢零件,其碳钢零部件的制造场地 应与不锈钢制作场地分开。 1.2为了防止铁离子和其他有害杂质的污染,不锈钢压力容器生产场地必须保持清洁、干燥, 地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 1.3不锈钢压力容器在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠绕 等)、吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材料(如橡胶、 塑料等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁钉等尖锐异物的工作鞋。 1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤的运送工 具。 1.5不锈钢压力容器的表面处理应有独立且配备必

大型不锈钢设备制作工艺
格式:pdf
大小:773KB
页数:18P
4.6
目录 0.工程概述····································1 1.制作工艺及质量控制·····························2 1.1制作准备·································2 1.2材料·····································3 1.3下料·····································5 1.4卷筒·····································6 1.5组对·····································6 1.6焊接·····································7 1.7检测·······················
生产流程卡
格式:pdf
大小:239KB
页数:10P
4.6
文件编号qr9.1-00-01ano. 修改状态页数共页 文件编写编写日期年月日 文件审核审核日期年月日 文件批准批准日期年月日 深圳市兆日实业有限公司 sinosuntechnologyco.,ltd. 生产流程卡 序号编号产品型号起址页码 1qr9.1-00-01-01aci-820b1 2qr9.1-00-01-02ade-920a/b2 3qr9.1-00-01-03acd-300a/b3 4qr9.1-00-01-04acm-4104 5qr9.1-00-01-05acb-2105 6qr9.1-00-01-06ack-1106 7qr9.1-00-01-07act-3007 生产流程卡 qr9.1-00-01-01a产品
服装生产流程
格式:pdf
大小:117KB
页数:2P
4.8
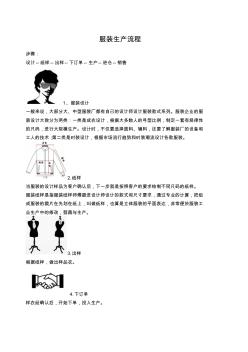
服装生产流程 步骤: 设计--纸样--出样--下订单--生产--进仓--销售 1、服装设计 一般来说,大部分大、中型服装厂都有自己的设计师设计服装款式系列。服装企业的服 装设计大致分为两类:一类是成衣设计,根据大多数人的号型比例,制定一套有规律性 的尺码,进行大规模生产。设计时,不仅要选择面料、辅料,还要了解服装厂的设备和 工人的技术;第二类是时装设计,根据市场流行趋势和时装潮流设计各款服装。 2.纸样 当服装的设计样品为客户确认后,下一步就是按照客户的要求绘制不同尺码的纸样。 服装纸样是指服装纸样师傅跟进设计师设计的款式和尺寸要求,通过专业的计算,把组 成服装的裁片在先划在纸上,叫做纸样,也算是立体服装的平面表达,非常便於服装工 业生产中的修改,剪裁与生产。 3.出样 根据纸样,做出样品衣。 4.下订单 样衣经确认后,开始下单,投入生产。 5.生产 生产准备-生产前的准
钢构件生产流程
格式:pdf
大小:42KB
页数:1P
4.7
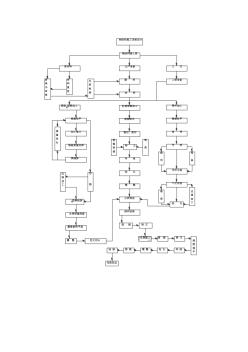
切 割 质 保 书 审 核 外 观 检 查 包装发运 涂装除锈精整钻孔号线 矫正焊接 端 面 刨 平 边 缘 加 工 焊 缝 热 处 边 缘 加 工 卷 曲 剪 切 弯 曲 弯 曲 型 钢 拼 接 定尺切头精整 翼缘板矫平型 主角焊缝焊接 型钢组装 焊缝探 钢板拼接对焊 加工坡口 钢板校平 焊接型钢加工 材 料 复 检 原材料 钻孔 二次号线 号件平直 号料 放样 钢板校平 零件加工 工装准备 工艺 总装配 矫正焊接 部件组装 分类堆放 精整 钻孔 号线 矫正 锯切、剪切 型钢矫正 轧制型钢加工 进料 配料 生产准备 钢结构施工图 钢结构施工详图设计
钢构生产流程
格式:pdf
大小:29KB
页数:5P
4.5
(1)放样:包括核对图纸的安装尺寸和孔距,以1:1大样放出节点,核对各部分的尺寸, 制作样板和样杆作为下料、弯制、铣、刨、制孔等加工的依据。(2)号料:包括检 查核对材料,在料上划出切割、铣、刨、制孔等加工位置,打冲孔,标出零件编号 等。号料应注意以下问题:1)根据配料表和样板进行套裁,尽可能节约材料。2) 应有利于切割和保证零件质量。3)当工艺有规定时,应按规定取料。(3)切割下 料:包括氧割(气割)、等离子切割等高温热源的方法和使用机切、冲模落料和锯切 等机械的方法。(4)平直矫正:包括型钢矫正机的机械矫正和火焰矫正等。(5)边 缘及端部加工:方法有铲边、刨边、铣边、碳弧气刨、半自动和自动气割机、坡口 机加工等。(6)滚圆:可选用对称三轴滚圆机、不对称三轴滚圆机和四轴滚圆机等 机械进行加工。(7)煨弯:根据不同规格材料可选用型钢滚圆机
硅钢生产流程
格式:pdf
大小:3.7MB
页数:7P
4.6
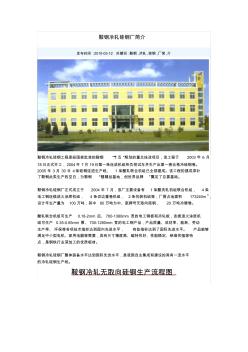
鞍钢冷轧硅钢厂简介 发布时间:2010-03-12关键词:鞍钢,冷轧,硅钢,厂简,介 鞍钢冷轧硅钢工程是经国家批准的鞍钢“十五”规划的重点技改项目,该工程于2003年6月 18日正式开工,2004年7月19日第一条连退机组热负荷试车并生产出第一卷合格冷硅钢卷。 2005年3月30日4条硅钢连退生产线、1条酸轧联合机组已全部建成。该工程的建成添补 了鞍钢此类生产的空白,为鞍钢“建精品基地,创世界品牌”奠定了总要基础。 鞍钢冷轧硅钢厂正式成立于2004年7月,该厂主要设备有1条酸洗轧机组联合机组,4条 电工钢连续退火涂层机组,4条切边重卷机组,2条包装机组等,厂房占地面积173240m3, 设计年生产量为100万吨,其中80万吨为中、底牌号无取向硅钢,20万吨冷硬卷。 酸轧联合机组可生产0.18-2mm后、7
不锈钢铰链的制作工艺与生产流程相关
文辑推荐
知识推荐
百科推荐


职位:主任给排水设计师(BIM)
擅长专业:土建 安装 装饰 市政 园林


