

不锈钢和钛合金工件的高效深孔钻削工艺
格式:pdf
大小:353KB
页数:2P
人气 :69
 4.5
4.5
针对不锈钢、钛合金材料的深孔加工问题 ,分析了难加工材料的切削特性。从刀具设计及工艺方面 ,对高效深孔钻削进行了研究 ,并实际进行了切削试验 ,取得了较为满意的加工效果




不锈钢的钻削加工
不锈钢的钻削加工 摘要: 不锈钢材料塑性大,加工硬化严重,易生成积屑瘤,而使加工表 面质量恶化。切削力约比45#钢(正火)高25%,加工表面硬化程 度及硬化层深度大。导热系数小,只为45#钢的1/3,因此产生的热 量多且不易传出,所以切削温度高。由于切削温度高,加工硬化严重, 加上钢中有碳化物,形成硬质夹杂物,又易刀具发生冷焊,故刀具磨 损快,耐用度低,钻孔时钻头被四周孔壁包围,散热更加不易。由于 钻头几何角度不够合理,以致使钻头易于磨损,耐用度低。为此必须 研究改进标准钻头的几何参数,选用合理的切削用量,以减小磨损, 提高钻头耐用度,并保证顺利的断屑和排屑。 不锈钢材料的可加工性较一般碳钢差的多,而钻削比车削还差。 因此,对不锈钢材料的钻削加工就更加困难,主要表现在下列两个方 面。 (1)由于不锈钢塑性大、韧性高,所以钻削的时钻头的粘附磨 损大。不锈钢的热导率低和导热性差,钻
编辑推荐下载
 钛合金深孔钻削钻头刀片材料和几何参数的选择
钛合金深孔钻削钻头刀片材料和几何参数的选择 钛合金深孔钻削钻头刀片材料和几何参数的选择
格式:pdf
大小:486KB
页数:3P
4.6
这里以难加工材料钛合金为研究对象,针对钛合金材料的加工难点特性,选择目前国内相应的硬质合金材料,并优化组合出不同的钻头几何参数,进行了深孔钻削试验。通过对试验结果进行分析,确定出适合加工钛合金材料的深孔钻用刀片材料和几何参数。
不锈钢薄板类工件的车削工艺 不锈钢薄板类工件的车削工艺
格式:pdf
大小:111KB
页数:2P
4.8
我公司承揽的风电项目中,需要加工一批不锈钢(1cr18ni9)材质的薄板类密封环(见图1)。现介绍该类密封环的车序加工工艺措施,为解决不锈钢薄板类工件的加工提供一种新方法。
不锈钢和钛合金工件高效深孔钻削工艺热门文档
钛合金和不锈钢的扩散焊接 钛合金和不锈钢的扩散焊接
格式:pdf
大小:340KB
页数:6P
4.7
对ta17钛合金与1cr18ni9ti不锈钢的焊接接头强度进行了实验研究。采用恒温恒压扩散焊、相变超塑性扩散焊和脉冲加压扩散焊实现了钛合金和不锈钢的焊接,测试了焊接接头的强度,并对接头进行了金相观察。结果发现:3种接头的强度都达到了264mpa,且接头为多层次的多相组织。物相分析发现钛合金不锈钢接头中存在fe2ti和σ(fecr)两种脆性金属间化合物。脉冲加压扩散焊能促进扩散过程,减少金属间化合物的形成,改善其分布,是一种较有前景的扩散焊方法。
不锈钢和钛合金攻丝方法研究 不锈钢和钛合金攻丝方法研究
格式:pdf
大小:324KB
页数:2P
4.7
针对不锈钢和钛合金材料在攻丝时的难题,如何在实际加工中选取合理的攻丝条件。我们首先分析两种材料的加工特性,又从丝锥材料、切削速度、切削液三方面说明了对不锈钢和钛合金材料攻丝加工时的影响和选取方法。

钛合金、铝合金、不锈钢
格式:pdf
大小:32KB
页数:5P
4.7
一、钛合金 钛是20世纪50年代发展起来的一种重要的结构金属,钛合金因具有强度高、耐蚀性好、 耐热性高等特点而被广泛用于各个领域。世界上许多国家都认识到钛合金材料的重要性,相 继对其进行研究开发,并得到了实际应用。20世纪50~60年代,主要是发展航空发动机用 的高温钛合金和机体用的结构钛合金,70年代开发出一批耐蚀钛合金,80年代以来,耐蚀 钛合金和高强钛合金得到进一步发展。钛合金主要用于制作飞机发动机压气机部件,其次为 火箭、导弹和高速飞机的结构件。 钛合金的密度一般在4.51g/cm3左右,仅为钢的60%,纯钛的强度才接近普通钢的强度, 一些高强度钛合金超过了许多合金结构钢的强度。因此钛合金的比强度(强度/密度)远大于其 他金属结构材料,可制出单位强度高、刚性好、质轻的零、部件。目前飞机的发动机构件、 骨架、蒙皮、紧固件及起落架等都使用钛合
铝合金高速微小孔钻削工艺 铝合金高速微小孔钻削工艺
格式:pdf
大小:2.5MB
页数:5P
4.4
随着科学技术的发展和尖端产品的日益精密化、集成化和微型化,微小孔加工的数量越来越多,对加工质量的要求也越来越高。尽管加工微小孔的工艺方法有很多,例如激光束、电子束、离子束和电火花加工等,但是在国内外应用最广泛、实用性最强的仍然是麻花钻机械钻孔。
不锈钢薄壁工件的铣削 不锈钢薄壁工件的铣削
格式:pdf
大小:236KB
页数:2P
4.8
不锈钢薄壁工件的机械加工是一个相当棘手的难题,由于自身的刚性差,在装夹时受到夹紧力作用,铣削时受到铣削力作用,很容易造成工件变形,进而严重影响工件的形位公差;材料为不锈钢的工件在铣削过程中很容易粘刀,使刀具表面形成
不锈钢和钛合金工件高效深孔钻削工艺精华文档
钛合金与不锈钢扩散连接研究现状 钛合金与不锈钢扩散连接研究现状
格式:pdf
大小:459KB
页数:3P
4.7
分析了钛及钛合金与不锈钢的物理化学性能的差异对连接接头性能的影响以及钛合金与不锈钢焊接接头的性能,综述了国内外钛及钛合金与不锈钢扩散连接的发展现状,展望了表面自纳米化技术在钛及钛合金与不锈钢扩散连接上的运用及发展。
钛合金、不锈钢和铝合金异材管路结构钎焊工艺 钛合金、不锈钢和铝合金异材管路结构钎焊工艺
格式:pdf
大小:622KB
页数:3P
4.6
通过对卫星推进系统三种常用材料(钛合金、不锈钢和铝合金)的薄壁、小直径异材管路结构高频感应钎焊工艺试验,研制出了相应的中间层材料,优化了焊接工艺参数,并对优化的工艺参数进行了验证,为航天器薄壁、小直径异材管路结构的工程应用提供了技术基础。
不锈钢钻削中提高钻尖断屑性能的试验研究 不锈钢钻削中提高钻尖断屑性能的试验研究
格式:pdf
大小:544KB
页数:3P
4.8
群钻钻尖用于不锈钢钻削,有较好的排屑性能,但是难于实现三段切屑分别断屑。通过实验研究发现:选用合理的切削刃几何参数,充分利用各段切屑之间的相互作用力,可以显著提高断屑效果,从而延长刀具寿命,提高效率。本文介绍试验过程、结果以及对不锈钢钻削断屑机理的进一步认识。
 钛合金和不锈钢的扩散焊接研究进展
钛合金和不锈钢的扩散焊接研究进展 钛合金和不锈钢的扩散焊接研究进展
格式:pdf
大小:32KB
页数:4P
4.4
钛合金和不锈钢的异种金属结构具有广阔的应用前景,但实现其应用的关键是两者可靠的连接。综述了钛合金和不锈钢焊接存在的问题以及国内外扩散焊接研究进展,并提出了进一步的研究方向。
不锈钢和钛合金工件高效深孔钻削工艺最新文档
钛合金和不锈钢连接技术进展研究 钛合金和不锈钢连接技术进展研究
格式:pdf
大小:221KB
页数:3P
4.8
对钛合金和不锈钢焊接性进行分析,介绍了国内外钛合金和不锈钢连接技术的发展现状,提出一种新型焊接方法:真空热轧焊接,并采用nb作为中间层进行了钛合金和不锈钢真空热轧连接研究。
钛合金与不锈钢的相变超塑性扩散焊工艺 钛合金与不锈钢的相变超塑性扩散焊工艺
格式:pdf
大小:951KB
页数:6P
4.7
用相变超塑性扩散焊法实现了钛合金ta17与不锈钢0cr18ni9ti之间的连接。研究了工艺参数对接头强度的影响,得到试验条件下钛合金与不锈钢焊接的优化工艺参数为循环上限温度890℃,循环下限温度800℃,循环次数10,焊接压力5mpa,循环加热速度30℃/s。在优化的工艺条件下,接头强度达到307mpa,而焊接时间仅为160s。对拉伸断口进行了扫描电镜观察、能谱分析和x射线衍射分析,发现断裂沿feti和β-ti层之间的某一个位置发生,feti金属间化合物层是接头的最薄弱环节。对接头进行了能谱分析,结合fe-cr-ti三元相图发现,钛合金与不锈钢之间的反应区内依次形成了σ、fe2ti、feti和β-ti层。
不锈钢钻孔工艺
格式:pdf
大小:237KB
页数:5P
4.5
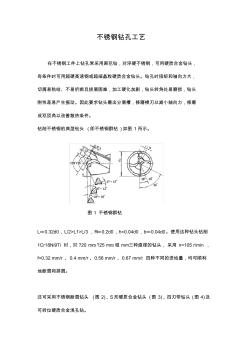
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头(即不锈钢群钻)如图1所示。 图1不锈钢群钻 l≈0.32d0,l/2>l1>l/3,r≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1cr18ni9ti时,对?20mm、?25mm、呾mm三种直径的钻头,采用n=105r/min, f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头(图2)、s形硬质合金
不锈钢钻孔工艺
格式:pdf
大小:238KB
页数:5P
4.4
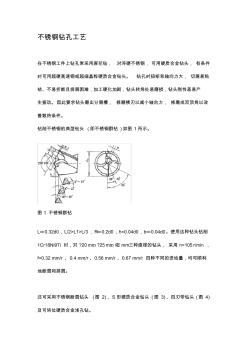
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头,有条件 时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大,切屑易粘 结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头刚性差易产 生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨成双顶角以改 善散热条件。 钻削不锈钢的典型钻头(即不锈钢群钻)如图1所示。 图1不锈钢群钻 l≈0.32d0,l/2>l1>l/3,r≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1cr18ni9ti时,对?20mm、?25mm、呾mm三种直径的钻头,采用n=105r/min, f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头(图2
不锈钢餐具局部镀金工艺 不锈钢餐具局部镀金工艺
格式:pdf
大小:338KB
页数:2P
4.4
不锈钢餐具的局部镀金,传统工艺较为复杂。研制了可剥塑料胶做为阴极保护胶;以烙烫法对花纹图案进行剥离加工;采用可以直接在不锈钢上镀金的电解液。实践证明:该工艺简单易行、生产成本低,产品美观华丽,花纹图形清晰,镀金层色泽鲜艳,达到了出口标准。
钛合金深孔钻削位置度的工艺研究 钛合金深孔钻削位置度的工艺研究
格式:pdf
大小:100KB
页数:1P
4.4
某钛合金零件,厚度为60mm,需在零件上钻三处直径为ф4的通孔,是典型的深孔加工。此类钛合金零件需加工的深孔尺寸小,精度高,孔位置度和与底面垂直度要求高,加工中,常常出现刀具破损严重,切屑不易排除,钻头被咬住,扭断等现象,造成孔中心偏斜,孔边距超差,因此该钛合金零件的孔边距超差是目前存在的主要问题,本文对钛合金深孔钻削位置度的工艺研究进行探讨。
浅析不锈钢的钻削加工 浅析不锈钢的钻削加工
格式:pdf
大小:162KB
页数:未知
4.7
对不锈钢在钻削加工过程中的各工艺环节加以分析,就其中影响加工质量的因素展开讨论,以提高不锈钢的加工精度,同时延长钻削刀具的工作寿命。
不锈钢自攻和钻削螺钉制造技术的发展 不锈钢自攻和钻削螺钉制造技术的发展
格式:pdf
大小:173KB
页数:未知
4.7
概述了不锈钢自攻和钻削螺钉制造技术的发展,给出了五种螺钉的制造技术并且给予很高的评价,以利于国内的发展。
不锈钢钛合金化工艺的改进 不锈钢钛合金化工艺的改进
格式:pdf
大小:111KB
页数:未知
4.8
“米切尔”钢铁股份公司是俄罗斯最大的不锈钢薄板和卷板生产厂之一。该厂生产的钢种很多——由低碳钢(〈0.03%c)到高合金钢一应俱全。全球不锈钢冶金发展的主要趋势是把碳含量降到0.03%以下,这样就不需要为了防止晶间腐蚀倾向,而加入昂贵的稳定剂,特别是钛。
不锈钢和钛合金工件高效深孔钻削工艺相关
文辑推荐
知识推荐
百科推荐


职位:消防工程项目经理
擅长专业:土建 安装 装饰 市政 园林


