




不锈钢钢管道安装施工工艺 (3)
不锈钢钢管道安装施工工艺 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及要紧技术措施 5.施工进度打算 6.质量保证措施及操纵点设置 7.施工平面布置 8.劳动力打算 9.施工机具、计量器具及施工手段用料打算 10.季节性施工技术措施 11.职业安全健康与环境治理 12.降低施工成本措施 13.文明施工措施 14.同意监检制度 15.附图附表 1.工程概况 芜湖天润生物技术有限公司超临界萃取装置分为萃取单元、分离单元、 co2回收单元及公用工程共四个部分。其中萃取单元是整个装置的核心部 分,装置中的高压管道也全部集中在此单元。因此该单元也是整个装置施 工的难点所在。工艺管道共有ff23、ff16、ff14、ff10、ff08、ba08六 个等级。管道规格如下:不锈钢管φ12*1.5、φ15*1.5、φ16*2.0、φ28*1. 5、φ33.7*2.9、φ48.3*3.6
不锈钢钢管道安装施工工艺设计
. . 目录 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及主要技术措施 5.施工进度计划 6.质量保证措施及控制点设置 7.施工平面布置 8.劳动力计划 9.施工机具、计量器具及施工手段用料计划 10.季节性施工技术措施 11.职业安全健康与环境管理 12.降低施工成本措施 13.文明施工措施 14.接受监检制度 . . 15.附图附表 . . 1.工程概况 有研半导体材料有限公司直拉炉配管、配电安装作业工程。其中 不锈钢管道单元是整个装置的核心部分,装置中的高压管道也全部集 中在此单元。因此该单元也是整个装置施工的难点所在。工艺管道共 有ff23、ff16、ff14、ff10、ff08、ba08六个等级。管道规格如下: 不锈钢管φ8*1.5、φ12*2、φ32*3、φ48*3、φ48.3*3.6/12.5、φ 70*3.2、φ150*4,碳钢
编辑推荐下载

不锈钢钢管道安装施工工艺 (2)
格式:pdf
大小:419KB
页数:54P
 4.7
4.7
目录 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及主要技术措施 5.施工进度计划 6.质量保证措施及控制点设置 7.施工平面布置 8.劳动力计划 9.施工机具、计量器具及施工手段用料计划 10.季节性施工技术措施 11.职业安全健康与环境管理 12.降低施工成本措施 13.文明施工措施 14.接受监检制度 15.附图附表 1.工程概况 芜湖天润生物技术有限公司超临界萃取装置分为萃取单元、分离 单元、co2回收单元及公用工程共四个部分。其中萃取单元是整个装 置的核心部分,装置中的高压管道也全部集中在此单元。因此该单元 也是整个装置施工的难点所在。工艺管道共有ff23、ff16、ff14、 ff10、ff08、ba08六个等级。管道规格如下:不锈钢管φ12*1.5、 φ15*1.5、φ16*2.0、φ28*1.5、φ33.7*2.9、φ48.3*3.6/12
不锈钢钢管道安装施工工艺
格式:pdf
大小:98KB
页数:25P
4.3
目录 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及主要技术措施 5.施工进度计划 6.质量保证措施及控制点设置 7.施工平面布置 8.劳动力计划 9.施工机具、计量器具及施工手段用料计划 10.季节性施工技术措施 11.职业安全健康与环境管理 12.降低施工成本措施 13.文明施工措施 14.接受监检制度 15.附图附表 1.工程概况 有研半导体材料有限公司直拉炉配管、配电安装作业工程。其中不锈钢 管道单元是整个装置的核心部分,装置中的高压管道也全部集中在此单元。 因此该单元也是整个装置施工的难点所在。工艺管道共有ff23、ff16、ff14、 ff10、ff08、ba08六个等级。管道规格如下:不锈钢管φ8*、φ12*2、φ32*3、 φ48*3、φ*、φ70*、φ150*4,碳钢管规格最大为φ*、最小为φ20*。其 中不锈钢材质、碳钢材质均为国标。管道共计约
不锈钢钢管道安装施工工艺热门文档
不锈钢钢管道安装施工工艺 (4)
格式:pdf
大小:102KB
页数:29P
4.5
目录 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及主要技术措施 5.施工进度计划 6.质量保证措施及控制点设置 7.施工平面布置 8.劳动力计划 9.施工机具、计量器具及施工手段用料计划 10.季节性施工技术措施 11.职业安全健康与环境管理 12.降低施工成本措施 13.文明施工措施 14.接受监检制度 15.附图附表 1.工程概况 有研半导体材料有限公司直拉炉配管、配电安装作业工程。其中 不锈钢管道单元是整个装置的核心部分,装置中的高压管道也全部集 中在此单元。因此该单元也是整个装置施工的难点所在。工艺管道共 有ff23、ff16、ff14、ff10、ff08、ba08六个等级。管道规格如下: 不锈钢管φ8*1.5、φ12*2、φ32*3、φ48*3、φ48.3*3.6/12.5、φ 70*3.2、φ150*4,碳钢管规格最大为φ219.1*6.3
不锈钢钢管道安装施工工艺(20200925221039)
格式:pdf
大小:100KB
页数:27P
4.7
目录 1.工程概况 2.编制依据 3.施工工艺程序 4.施工方法及主要技术措施 5.施工进度计划 6.质量保证措施及控制点设置 7.施工平面布置 8.劳动力计划 9.施工机具、计量器具及施工手段用料计划 10.季节性施工技术措施 11.职业安全健康与环境管理 12.降低施工成本措施 13.文明施工措施 14.接受监检制度 15.附图附表 1.工程概况 有研半导体材料有限公司直拉炉配管、配电安装作业工程。其中 不锈钢管道单元是整个装置的核心部分,装置中的高压管道也全部集 中在此单元。因此该单元也是整个装置施工的难点所在。工艺管道共 有ff23、ff16、ff14、ff10、ff08、ba08六个等级。管道规格如下: 不锈钢管φ8*1.5、φ12*2、φ32*3、φ48*3、φ48.3*3.6/12.5、φ 70*3.2、φ150*4,碳钢管规格最大为φ219.1*6.3
不锈钢管道安装施工工艺设计
格式:pdf
大小:856KB
页数:8P
4.8
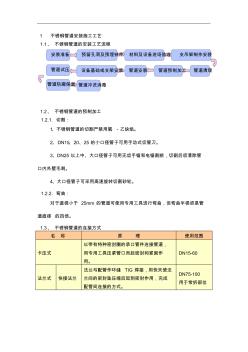
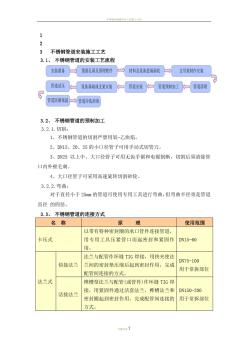
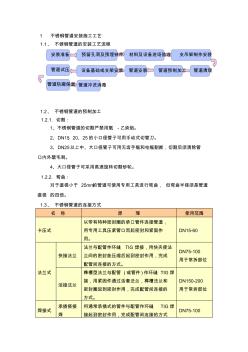
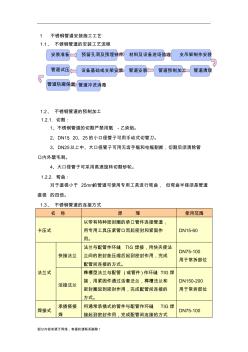
1不锈钢管道安装施工工艺 1.1、不锈钢管道的安装工艺流程 安装准备预留孔洞及预埋铁件材料及设备进场验收支吊架制作安装 管道清理管道预制加工管道安装设备基础或支架安装管道试压 管道防腐保温管道冲洗消毒 1.2、不锈钢管道的预制加工 1.2.1.切割: 1、不锈钢管道的切割严禁用氧-乙炔焰。 2、dn15、20、25的小口径管子可用手动式切管刀。 3、dn25以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管 口内外壁毛刺。 4、大口径管子可采用高速旋转切割砂轮。 1.2.2.弯曲: 对于直径小于25mm的管道可使用专用工具进行弯曲,但弯曲半径须是管 道直径的四倍。 1.3、不锈钢管道的连接方式 名称原理使用范围 卡压式 以带有特种密封圈的承口管件连接管道, 用专用工具压紧管口而起密封和紧固作 用。 dn15-60 法兰式快接法兰 法兰与配
不锈钢管道安装施工工艺 (2)
格式:pdf
大小:1.2MB
页数:7P
4.7
1不锈钢管道安装施工工艺 1.1、不锈钢管道的安装工艺流程 安装准备预留孔洞及预埋铁件材料及设备进场验收支吊架制作安装 管道清理管道预制加工管道安装设备基础或支架安装管道试压 管道防腐保温管道冲洗消毒 1.2、不锈钢管道的预制加工 1.2.1.切割: 1、不锈钢管道的切割严禁用氧-乙炔焰。 2、dn15、20、25的小口径管子可用手动式切管刀。 3、dn25以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管 口内外壁毛刺。 4、大口径管子可采用高速旋转切割砂轮。 1.2.2.弯曲: 对于直径小于25mm的管道可使用专用工具进行弯曲,但弯曲半径须是管道 直径的四倍。 1.3、不锈钢管道的连接方式 名称原理使用范围 卡压式 以带有特种密封圈的承口管件连接管道, 用专用工具压紧管口而起密封和紧固作 用。 dn15-60 法兰式 快接法兰 法兰与配管作环
不锈钢钢管道安装施工工艺精华文档
不锈钢管道安装施工工艺 (3)
格式:pdf
大小:857KB
页数:7P
4.4
. 部分内容来源于网络,有侵权请联系删除! 1不锈钢管道安装施工工艺 1.1、不锈钢管道的安装工艺流程 安装准备预留孔洞及预埋铁件材料及设备进场验收支吊架制作安装 管道清理管道预制加工管道安装设备基础或支架安装管道试压 管道防腐保温管道冲洗消毒 1.2、不锈钢管道的预制加工 1.2.1.切割: 1、不锈钢管道的切割严禁用氧-乙炔焰。 2、dn15、20、25的小口径管子可用手动式切管刀。 3、dn25以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管 口内外壁毛刺。 4、大口径管子可采用高速旋转切割砂轮。 1.2.2.弯曲: 对于直径小于25mm的管道可使用专用工具进行弯曲,但弯曲半径须是管道 直径的四倍。 1.3、不锈钢管道的连接方式 名称原理使用范围 卡压式 以带有特种密封圈的承口管件连接管道, 用专用工具压紧管口而起密封和紧固作 用。 dn
不锈钢管道安装施工工艺 (4)
格式:pdf
大小:861KB
页数:7P
4.8
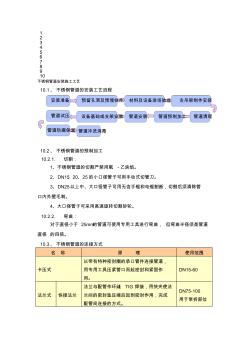
1 2 3 4 5 6 7 8 9 10 不锈钢管道安装施工工艺 10.1、不锈钢管道的安装工艺流程 安装准备预留孔洞及预埋铁件材料及设备进场验收支吊架制作安装 管道清理管道预制加工管道安装设备基础或支架安装管道试压 管道防腐保温管道冲洗消毒 10.2、不锈钢管道的预制加工 10.2.1.切割: 1、不锈钢管道的切割严禁用氧-乙炔焰。 2、dn15、20、25的小口径管子可用手动式切管刀。 3、dn25以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管 口内外壁毛刺。 4、大口径管子可采用高速旋转切割砂轮。 10.2.2.弯曲: 对于直径小于25mm的管道可使用专用工具进行弯曲,但弯曲半径须是管道 直径的四倍。 10.3、不锈钢管道的连接方式 名称原理使用范围 卡压式 以带有特种密封圈的承口管件连接管道, 用专用工具压紧管口而起密封和紧

不锈钢管道安装施工工艺
格式:pdf
大小:801KB
页数:7P
4.3
1 2 3 4 5 6 7 8 9 10 不锈钢管道安装施工工艺 10.1、不锈钢管道的安装工艺流程 安装准备预留孔洞及预埋铁件材料及设备进场验收支吊架制作安装 管道清理管道预制加工管道安装设备基础或支架安装管道试压 管道防腐保温管道冲洗消毒 10.2、不锈钢管道的预制加工 10.2.1.切割: 1、不锈钢管道的切割严禁用氧-乙炔焰。 2、dn15、20、25的小口径管子可用手动式切管刀。 3、dn25以上中、大口径管子可用无齿手锯和电锯割断,切割后须清除管 口内外壁毛刺。 4、大口径管子可采用高速旋转切割砂轮。 10.2.2.弯曲: 对于直径小于25mm的管道可使用专用工具进行弯曲,但弯曲半径须是管道 直径的四倍。 10.3、不锈钢管道的连接方式 名称原理使用范围 卡压式 以带有特种密封圈的承口管件连接管道, 用专用工具压紧管口而起密封和紧

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。

PE管道安装施工工艺
格式:pdf
大小:98KB
页数:8P
4.7
技术交底记录 表c2-1 编号 工程名称交底日期年月日 施工单位分项工程名称 交底提要××××相关材料、机具准备、质量要求及施工工艺。 交底内容: 一、施工准备 (一)技术准备:熟悉本专业及其他相关专业图纸,做好技术、环境、安全交底。 (二)材料准备:pe管道、pe管件。 (三)机具准备:图纸设计规定的连接方式所需的连接工具。 二、工艺流程 管线测量→管线清表→修筑施工便道→管沟开挖→pe管材运输→施工砂垫层→pe管热熔 连接→管道敷设→管身回填→管段试压→阀门、井室安装→管沟回填→设置管道标示→通 水试验 三、操作工艺 1.给水工程施工测量:1)测量放线:首先根据建设单位移交的坐标点及高程点,设计施 工现场测量简图。 2)将控制坐标点引测至施工现场,做好标记,并加以保护。 3)按照工程特点的要求引测具部
不锈钢钢管道安装施工工艺最新文档

管道安装施工工艺
格式:pdf
大小:78KB
页数:4P
4.4
表c1-3技术交底记录 1范围 本工艺标准适用于民用和一般工业建筑的给水管道(包括给水铸铁管和镀锌碳素钢管的冷热水 管)安装工程。 2施工准备 2.1材料要求 2.1.1铸铁给水管及管件的规格应符合设计压力要求,管壁薄厚均匀,内外光滑整洁,不得有 砂眼、裂纹、毛刺和疙瘩;承插口的内外径及管件应造型规矩,管内外表面的防腐涂层应整洁均匀, 附着牢固。管材及管件均应有出厂合格证。 2.1.2镀锌碳素钢管及管件的规格种类应符合设计要求,管壁内外镀锌均匀,无锈蚀、无飞刺。 管件无偏扣、乱扣,丝扣不全或角度不准等现象。管材及管件均应有出厂合格证。 2.1.3水表的规格应符合设计要求及自来水公司确认,热水系统选用符合温度要求的热水表。 表壳铸造规矩,无砂眼、裂纹,表玻璃盖无损坏,铅封完整,有出厂合格证。 2.1.4阀门的规格型号应符合设计要求,热水系统阀门符合温度要求
不锈钢钢管焊接要点及注意事项-不锈钢钢管钢管
格式:pdf
大小:9KB
页数:1P
4.7
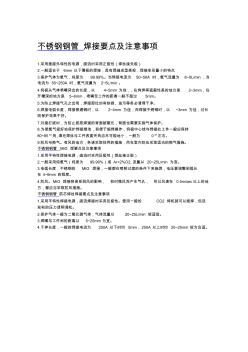
不锈钢钢管焊接要点及注意事项 1.采用垂直外特性的电源,直流时采用正极性(焊丝接负极) 2.一般适合于6mm以下薄板的焊接,具有焊缝成型美观,焊接变形量小的特点 3.保护气体为氩气,纯度为99.99%。当焊接电流为50~50a时,氩气流量为8~0l/min,当 电流为50~250a时,氩气流量为2~5l/min。 4.钨极从气体喷嘴突出的长度,以4~5mm为佳,,在角焊等遮蔽性差的地方是2~3mm,在 开槽深的地方是5~6mm,喷嘴至工作的距离一般不超过5mm。 5.为防止焊接气孔之出现,焊接部位如有铁锈、油污等务必清理干净。 6.焊接电弧长度,焊接普通钢时,以2~4mm为佳,而焊接不锈钢时,以~3mm为佳,过长 则保护效果不好。 7.对接打底时,为防止底层焊道的背面被氧化,背面也需要实施气体保护。 8.为使氩气很好地保护焊接熔池,和便于施焊操作,
不锈钢钢管规格
格式:pdf
大小:6KB
页数:2P
4.4
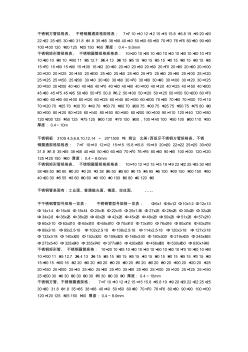
不锈钢方管规格表、不锈钢扁通规格规格表:7×710×1012×1215×1515.8×15.819×1920×20 22×2225×2530×3031.8×31.835×3538×3840×4050×5060×6070×7076×7680×8090×90 100×100120×120125×125150×150厚度:0.4~8.0mm 不锈钢矩形管规格表、不锈钢扁管规格规格表:10×2010×2510×3010×4010×5010×6010×70 10×8010×9010×10011×3512.7×25.413×2515×2515×3015×3515×4015×5015×6015×65 15×7015×8015×9015×10016×3220×3
 不锈钢钢管开裂原因分析
不锈钢钢管开裂原因分析 不锈钢钢管开裂原因分析
格式:pdf
大小:298KB
页数:3P
4.3
不锈钢钢管在加工成型过程中发生开裂。采用金相及电子探针等方法对不锈钢钢管的开裂原因进行了分析。结果表明,硫和锰元素含量超标,大量非金属硫化物夹杂物的存在造成不锈钢钢管的开裂。
 不锈钢钢管煨制裂纹分析
不锈钢钢管煨制裂纹分析 不锈钢钢管煨制裂纹分析
格式:pdf
大小:284KB
页数:未知
4.3
弯管是炼化设备产品中主要零件之一。我厂对大型不锈钢管煨制,一是采用管坯装砂,煤气加热使用大型胎具煨制;二是采用氧乙炔局部加热无芯弯管设备弯制,前者效率低,成本高,后者质量难以控制,弯制中常出现裂纹、甚至拉断现象。为解决这个问题,我们对φ159×10,r450弯管的煨制进行了试验和分析。

风管管道安装施工工艺
格式:pdf
大小:2.1MB
页数:4P
4.7
风管管道施工工艺 1.定位放线质量控制点----(1)按照图纸和土建预留孔洞进行 丝杆支架的定位放线,丝杆水平距离不超过1.5m;(2)丝杆标高统 一高度,根据现场风管走向灵活调整。 2.焊接丝杆质量控制点----(1)焊缝应饱满,满焊,除去焊 渣后做好防腐处理;(2)丝杆宽度根据风管宽度灵活调整,宽出 风管15-20cm即可,如保温应考虑到保温层厚度。 3.角铁打孔,安放角铁质量控制点----(1)孔洞大小为螺母 大小,一般用台钻或手钻,不得使用氧焊烧孔;(2)角铁方向一 致,做好防腐处理。 4.风管的拼接质量控制点----(1)密封条在拐角处应搭接好,紧 贴风管内遍粘牢,不得拉紧,防止蹦起;(2)风管拼接时螺丝应十字 交叉安装,不得一次到位拧死,螺母朝向一致,卡箍应卡死,不得轻 易晃动。 5.风管的安装质量控制点----(1)先主管后支管,法兰边不

制冷管道安装施工工艺 (2)
格式:pdf
大小:85KB
页数:6P
4.7
工程名称交底部位 工程编号日期 交底内容: 制冷管道安装 1范围 本工艺标准适用于制冷系统中工作压力低于2mpa、温度在150~-20℃范围内、输送介质为 制冷剂和润滑油的管道安装工程。 2施工准备 2.1材料及主要机具 2.1.1所采用的管子和焊接材料应符合设计规定,并具有出厂合格证明成质量鉴定文件。 2.1.2制冷系统的各类阀件必须采用专用产品,并有出厂合格证。 2.1.3无缝钢管内外表面应无显著腐蚀、无裂纹、重皮及凹凸不平等缺陷。 2.1.4铜管内外壁均应光洁、无疵孔、裂缝、结疤、层裂或气池等缺陷。 2.1.5施工机具:卷扬机、空气压缩机、真空泵、砂轮切割机、手砂轮、压力工作台、倒链、 台钻、电锤、坡口机、铜管板边器、手锯、套丝板、管钳子、套筒扳手、梅花扳手、活板子、水 平尺、铁锤、电气焊设备等。 2.1.6测量工具:钢直尺、钢卷

制冷管道安装施工工艺
格式:pdf
大小:84KB
页数:6P
4.6
表c1-3技术交底记录 工程名称交底部位 工程编号日期 交底内容: 制冷管道安装 1范围 本工艺标准适用于制冷系统中工作压力低于2mpa、温度在150~-20℃范围内、输送介质为 制冷剂和润滑油的管道安装工程。 2施工准备 2.1材料及主要机具 2.1.1所采用的管子和焊接材料应符合设计规定,并具有出厂合格证明成质量鉴定文件。 2.1.2制冷系统的各类阀件必须采用专用产品,并有出厂合格证。 2.1.3无缝钢管内外表面应无显著腐蚀、无裂纹、重皮及凹凸不平等缺陷。 2.1.4铜管内外壁均应光洁、无疵孔、裂缝、结疤、层裂或气池等缺陷。 2.1.5施工机具:卷扬机、空气压缩机、真空泵、砂轮切割机、手砂轮、压力工作台、倒链、 台钻、电锤、坡口机、铜管板边器、手锯、套丝板、管钳子、套筒扳手、梅花扳手、活板子、水
不锈钢钢管道安装施工工艺相关
文辑推荐
知识推荐
百科推荐


职位:消防工程师
擅长专业:土建 安装 装饰 市政 园林


