

不锈钢风管制作
格式:pdf
大小:2.3MB
页数:7P
人气 :89
 4.5
4.5
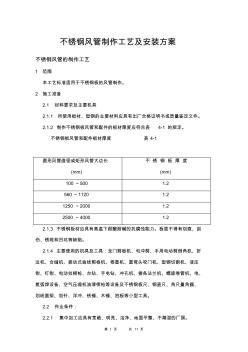
1 施工流程 风管制作流程见图 风管焊接制作工艺流程图 主要施工方法及技术要求 1 制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连 接时采用翻边对接焊, 翻边尺寸为 15mm,确定不锈钢薄板矩形风管的加固 采取不锈钢角钢加固框加固和直角形加固相结合的方法。 2 钢板裁剪下料 依据所进不锈钢卷板的宽度一般为 1210mm,考虑到运输及现场下料的 钢板裁剪下料 加固框预制 风管组对、套加固框 酸洗钝化 制定方案 角钢下料 施工准备 风管纵向焊接成型 风管横向焊接 翻边、折方 焊接加固框 直角型加固 2 可操作性,根据风管规格,将钢板分成两段下料。如 1000 mm×800 mm 的 风管,风管周长为 3600mm,下料成两块尺寸为 1800 mm×1210 mm的板材。 3 翻边、折方 按照 15mm 的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折 出



不锈钢风管制作
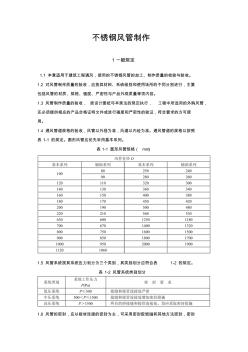
不锈钢风管制作 1一般规定 1.1本章适用于建筑工程通风,使用的不锈钢风管的加工、制作质量的检验与验收。 1.2对风管制作质量的验收,应按其材料、系统级别和使用场所的不同分别进行,主要 包括风管的材质、规格、强度、严密性与产品外观质量等项内容。 1.3风管制作质量的验收,按设计图纸与本规法的规定执行,工程中所选用的外购风管, 还必须提供相应的产品合格证明文件或进行强度和严密性的验证,符合要求的方可使 用。 1.4通风管道规格的验收,风管以外径为准,风道以内经为准。通风管道的规格以按照 表1-1的规定。圆形风管应优先采用基本系列。 表1-1圆形风管规格(mm) 1.5风管系统按其系统压力划分为三个类别,其类别划分应符合表1-2的规定。 表1-2风管系统类别划分 1.6风管的密封,应以板材连接的密封为主,可采用密封胶嵌缝和其他方法密封,密封 胶性能应符合使用环
不锈钢风管制作施工工艺
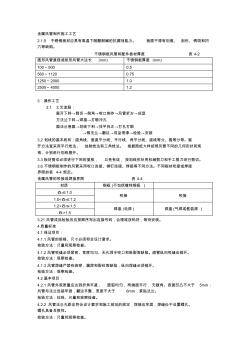
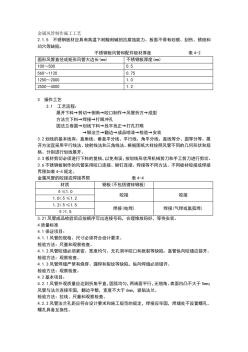
金属风管制作施工工艺 2.1.5不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮伤、锈斑和凹 穴等缺陷。 不锈钢板风管和配件板材厚度表4-2 圆形风管直径或矩形风管大边长(mm)不锈钢板厚度(mm) 100~5000.5 560~11200.75 1250~20001.0 2500~40001.2 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 圆法兰卷圆→划线下料→找平找正→打孔打眼 →铆法兰→翻边→成品喷漆→检验→安装 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、圆等分等。展 开方法宜采用平行线法、放射线法和三角线法。根据图纸大样按照风管不同的几何形状和规 格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械
编辑推荐下载
不锈钢风管制作有哪些规定?
格式:pdf
大小:76KB
页数:16P
4.3
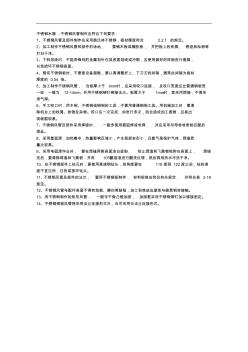
不锈钢水箱-不锈钢风管制作应符合下列要求: 1、不锈钢风管及部件制作应采用奥氏体不锈钢,板材厚度符合2.2.1的规定。 2、加工制作不锈钢风管和部件的场地,要铺木板或橡胶板,并把板上的铁屑、锈迹和杂物等 打扫干净。 3、下料划线时,不能用锋利的金属划针在其表面划线或冲眼,应使用做好的样板进行套裁, 以免损坏不锈钢表面。 4、剪切不锈钢板时,不要使设备超载,要认真调整好上、下刀刃的间隙,通常此间隙为板材 厚度的0.04倍。 5、加工制作不锈钢风管,当板厚小于imm时,应采用咬口连接,且咬口宽度应比普通钢板宽 一些,一般为12-14mm,并用不锈钢铆钉铆接法兰。板厚大于1mm时,宜采用焊接,不得采 用气焊。 6、手工咬口时,用木制、不锈钢或铜制的工具,不要用普通钢制工具。用机械加工时,要清 除机台上的铁屑、铁锈及杂物。咬口应一次完成,如进行多次,则会造成加工困难,且易
不锈钢风管制作热门文档
排油烟不锈钢风管制作工艺
格式:pdf
大小:191KB
页数:11P
4.6
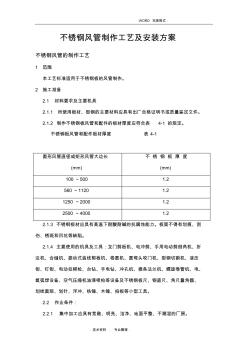
第1页共11页 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切
不锈钢风管制作安装补充说明
格式:pdf
大小:17KB
页数:3P
4.6
不锈钢风管制作安装补充说明 工艺侧吹风空调送风管路、纺丝机排风管路和后处理(精炼机)排风管路均采 用不锈钢板或不锈钢管制作,要求采用304不锈钢,不锈钢板厚度公差不得国家标 准厚度允许偏差(附国家标准“不锈钢板厚度公差表”)。 1、不锈钢风管的制作、安装及保温参见《设计施工说明》(4-102-1)及风管图 纸注释部分。 2、工艺侧吹风空调送风管路最大运行压力≥14000pa,要求工艺侧吹风空调送 风管路能够承受空调系统的最大压力,且不能有任何泄漏点。 3、工艺侧吹风空调送风管路末端设有孔径0.3mm的304不锈钢滤网(c20),不 锈钢滤网采用滤网网片,与管道采用法兰连接,便于拆卸,且滤网通风面积不小于 50%的管道断面。 4、工艺侧吹风空调送风机出口风管(c21、c22、c23)不在制作安装范围。 5、工艺侧吹风空调送风管路上设有304不锈钢球阀(c19)、不锈钢制密

排油烟不锈钢风管制作工艺与安装方案
格式:pdf
大小:176KB
页数:10P
4.4
不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文 件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚 度表4-1 圆形风管直径或矩形风管大边长(mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线剪板机、卷圆机、圆弯头咬门机、型钢切割机、液压 钳、钉钳、电动拉柳

排油烟不锈钢风管制作工艺及安装方案
格式:pdf
大小:754KB
页数:12P
4.4
排油烟不锈钢风管制作工艺及 安装方案 第3页共12页 第4页共12页 2.2.3作业地点要有相应加工工艺的基本机具、设施及电源和可靠的安全防护 装置,并配有消防器材。 2.2.4风管制作应有批准的图纸、经审查的大样图、系统图,并有施工员书面 的技术质量及安全交底。 3操作工艺 3.1工艺流程: 展开下料→剪切→倒角→咬口制作→风管折方→成型 方法兰下料→焊接→打眼冲孔 注:无设计要求时,不锈钢风管成品不再行喷漆处理。 3.2划线的基本线有:直角线、垂直平分线、平行线、角平分线、直线等分、 圆等分等。展开方法宜采用平行线法、放射线法和三角线法。根据图及大样风管 不同的几何形状和规格、分别进行划线展开。 3.3板材剪切必须进行下料的复核,以免有误,按划线形状用机械剪刀和手工 剪刀进行剪切。 3.4剪切时,手严禁伸入机械压板空隙中。
排油烟不锈钢风管制作工艺和安装方案
格式:pdf
大小:72KB
页数:9P
4.6
... word格式资料 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1?范围 ???本工艺标准适用于不锈钢板的风管制作。 2?施工准备 ???2.1?材料要求及主要机具 ???2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 ??? ????????不锈钢板风管和配件板材厚度????????????????表4-1 圆形风管直径或矩形风管大边长(mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 ???2.2?作业条件: ???集中加工应具有宽敞、明亮、洁净、地面平整、不潮湿的厂房。 ???现场分散加工应具有能防雨雪、大风及结构牢固的设施。 ???作业地点要有相应加工工艺的基本机具、设施及电源和
不锈钢风管制作精华文档
民用不锈钢风管制作安装方案
格式:pdf
大小:24KB
页数:4P
4.4
第1页,共4页 一、编制依据 1.1招标文件提供的不锈钢排油烟管的技术要求; 1.2《通风与空调工程施工质量验收规范》(gb50243-2002)。 二.工程概况 1、方案名称:工方案 2、建设单位:限公司 3、设计单位: 4、总承包商: 5、工作内容: 三、施工流程 施工准备→选择材料生产厂家及品牌→材料报审→材料采购→现场验收→ 加工场地清理保护地毯铺设→加工设备检查调试→图纸分解确定施工祥图→现 场放样下料加工→风管及管件制作氩弧焊焊接→焊接热影响区处理→漏光检测 及煤油渗透抽查→风管制作完成检查验收→风管保护运输→施工现场安装后检 查验收→安装完成后成品保护。 四、材料使用 1、制作风管所使用的304不锈钢板材,应符合国家现行产品标准及生产厂家 的企业标准,并应具有出厂合格证、检测报告等有关材质证明文件。 2、 不锈钢用料厚度(4.2.1-2) 序号风管直径或

不锈钢矩形风管制作工法_secret
格式:pdf
大小:3.5MB
页数:15P
4.4
二、工法内容材料 目录 1前言........................................................................................................................1 2特点........................................................................................................................1 3适用范围.................................................................................................................1 4工艺原
不锈钢矩形风管制作工法
格式:pdf
大小:3.0MB
页数:15P
4.5
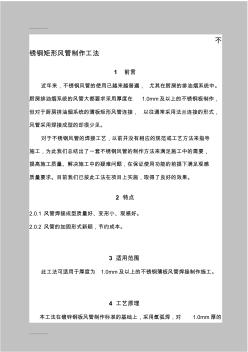
不锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们总结出了一套不锈钢风管的制作 方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证 使用功能的前提下满足观感质量要求。目前我们已按此工法在项目上实施, 取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 本工法在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1
不锈钢矩形风管制作工法
格式:pdf
大小:3.4MB
页数:16P
4.5
http://www.***.***建设工程教育网 报名咨询电话:010-82326699免费热线:4008105999 咨询时间:全天24小时服务(周六、周日及节假日不休息) 不 锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。 对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来指导 施工,为此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要, 提高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观
不锈钢矩形风管制作工法参照
格式:pdf
大小:2.7MB
页数:17P
4.8
. word文档 不 锈 钢 薄 板 风 管 焊 接 制 作 . word文档 目录 1前言.............................................................................................................................................1 2特点.............................................................................................................................................1 3适用围................................................
不锈钢风管制作最新文档
不锈钢矩形风管制作工法参照
格式:pdf
大小:106KB
页数:11P
4.3
不 锈 钢 薄 板 风 管 焊 接 制 作 目录 1前言.......................................................................................................................... 2特点.......................................................................................................................... 3适用范围..........................................................................................................
(整理)不锈钢矩形风管制作工法
格式:pdf
大小:3.2MB
页数:17P
4.6
................. ................. 不 锈钢矩形风管制作工法 1前言 近年来,不锈钢风管的使用已越来越普遍,尤其在厨房的排油烟系统中。 厨房排油烟系统的风管大都要求采用厚度在1.0mm及以上的不锈钢板制作, 但对于厨房排油烟系统的薄板矩形风管连接,以往通常采用法兰连接的形式, 风管采用焊接成型的却很少见。 对于不锈钢风管的焊接工艺,以前并没有相应的规范或工艺方法来指导 施工,为此我们总结出了一套不锈钢风管的制作方法来满足施工中的需要, 提高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.0.1风管焊接成型质量好、变形小、观感好。 2.0.2风管的加固形式新颖,节约成本。 3适用范围 此工法可适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施
排油烟不锈钢风管制作工艺设计和安装方案说明
格式:pdf
大小:203KB
页数:10P
4.4
.word完美格式. .技术资料.专业整理. 不锈钢风管制作工艺及安装方案 不锈钢风管的制作工艺 1范围 本工艺标准适用于不锈钢板的风管制作。 2施工准备 2.1材料要求及主要机具 2.1.1所使用板材、型钢的主要材料应具有出厂合格证明书或质量鉴定文件。 2.1.2制作不锈钢板风管和配件的板材厚度应符合表4-1的规定。 不锈钢板风管和配件板材厚度表4-1 圆形风管直径或矩形风管大边长 (mm) 不锈钢板厚度 (mm) 100~5001.2 560~11201.2 1250~20001.2 2500~40001.2 2.1.3不锈钢板材应具有高温下耐酸耐碱的抗腐蚀能力。板面不得有划痕、刮 伤、锈斑和凹坑等缺陷。 2.1.4主要使用的机具及工具:龙门剪板机、电冲剪、手用电动剪倒角机、折 边机、合缝机、振动式曲线
不锈钢风管施工工艺
格式:pdf
大小:2.5MB
页数:14P
4.4
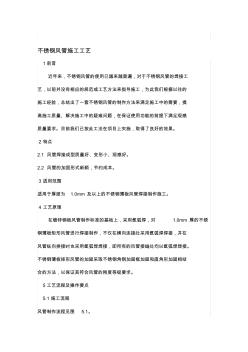
不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和
不锈钢风管施工工艺知识讲解
格式:pdf
大小:2.5MB
页数:15P
4.4
不锈钢风管施工工艺 精品文档 收集于网络,如有侵权请联系管理员删除 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的施 工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提高施 工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感质量要 求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢 薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管 纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊
不锈钢风管标准
格式:pdf
大小:132KB
页数:4P
4.6
不锈钢风管概述 不锈钢风管,英文名steelusestainlessduct,英文缩写:susduct, 不锈钢风管可分为圆形和矩形两种。 不锈钢方管、直管 可根据工程现场的不同要求,生产各种形状、各种规格型号及板材的成品 风管。不锈钢风管主要材质有:sus304、316、303、310、310s、301、302、 304l、316l、321、201、202、902、904、317、430等。不锈钢风管表面 性质主要有8k镜面板,彩色不锈钢板,不锈钢磨砂板,不锈钢拉丝板,不 锈钢花纹板,不锈钢蚀刻板,钛金、雪花砂,2b板,ba板和工业中厚板。 不锈钢风管成品因其优异的耐蚀性、耐热性、高强度等物化性能,主要应 用于多种气密性要求较高的工艺排气系统、溶剂排气系统、有机排气系统、 废气排气系统及普通排气系统室外部分、湿热排气系统、排烟除尘系统等。 编辑本段不锈钢风管特点
不锈钢风管施工工艺标准
格式:pdf
大小:2.4MB
页数:11P
4.4
-* 不锈钢风管施工工艺 1前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工 艺,以前并没有相应的规范或工艺方法来指导施工,为此我们根据以往的 施工经验,总结出了一套不锈钢风管的制作方法来满足施工中的需要,提 高施工质量、解决施工中的疑难问题,在保证使用功能的前提下满足观感 质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 2特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 3适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 4工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈 钢薄板矩形风管进行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在 风管纵向拼接时也采用氩弧焊焊接,即所有的风管接缝处均以氩弧焊焊接。 不锈钢薄板矩形风管的加固采取不锈钢角钢加固框加固和直
不锈钢风管专项施工综合方案
格式:pdf
大小:469KB
页数:8P
4.4
不锈钢风管专项施工综合方案 重庆俊豪icfc项目 不锈钢风管专项施工方案 编制: 审核: 批准: 中建二局安装工程有限公司 chinaconstructionsecondengineeringbureauinstallation engineeringco.,ltd. 2017年6月 目录 一、编制说明.............................................................................1 二、工程概述.....................................3 三、施工工艺.....................................3 四、工期安排及保证措施..........................................
不锈钢风管安装
格式:pdf
大小:1.4MB
页数:6P
4.4
. . 2.4不锈钢风管系统的制作安装 1、制定方案、施工准备 熟悉图纸、规范等技术资料,编制并组织方案会审。确定风管横向连接时采 用翻边对接焊,翻边尺寸为15mm,确定不锈钢薄板矩形风管的加固采取不锈钢 角钢加固框加固和直角形加固相结合的方法。 2、钢板裁剪下料 依据所进不锈钢卷板的宽度一般为1210mm,考虑到运输及现场下料的可操 作性,根据风管规格,将钢板分成两段下料。如1000mm×800mm的风管,风 管周长为3600mm,下料成两块尺寸为1800mm×1210mm的板材。 3、翻边、折方 按照15mm的翻边尺寸,先将风管横向焊接处所需翻边在折方机上折出, 翻边之后风管每节的长度为(1210-150×2)mm=1180mm,然后再按照风管边 长折方。 4、角钢下料、加固框预制 确定风管加固框所使用的角钢规格为∠30×30×3。按

不锈钢风管施工工艺 (2)
格式:pdf
大小:97KB
页数:4P
4.3
精心整理 精心整理 不锈钢风管施工工艺 1?前言 近年来,不锈钢风管的使用已越来越普遍,对于不锈钢风管的焊接工艺,以前并没有相 应的规范或工艺方法来指导施工,为此我们根据以往的施工经验,总结出了一套不锈钢风管 的制作方法来满足施工中的需要,提高施工质量、解决施工中的疑难问题,在保证使用功能 的前提下满足观感质量要求。目前我们已按此工法在项目上实施,取得了良好的效果。 ?2?特点 2.1风管焊接成型质量好、变形小、观感好。 2.2风管的加固形式新颖,节约成本。 ?3?适用范围 适用于厚度为1.0mm及以上的不锈钢薄板风管焊接制作施工。 ?4?工艺原理 在镀锌钢板风管制作标准的基础上,采用氩弧焊,对1.0mm厚的不锈钢薄板矩形风管进 行焊接制作,不仅在横向连接处采用氩弧焊焊接,并在风管纵向拼接时也采用氩弧焊焊接, 即所有的风管接缝处均以氩弧焊焊接。不锈钢薄板矩形风管的加固采取不锈钢角钢
不锈钢风管制作相关
文辑推荐
知识推荐
百科推荐


职位:机电设计工程师
擅长专业:土建 安装 装饰 市政 园林


