

不锈钢蹲坑工艺
格式:pdf
大小:7.4MB
页数:43P
人气 :96
 4.4
4.4
余姚星极不锈钢制品有限公司 生产工艺文件 文件编号: XJ-DB-01 产品名称: 蹲便器 产品编号: 产品图号: 编制 /日期: 审核 /日期: 批准 /日期: 余姚市星际不锈钢制品有限公司 生产 BOM 表 产品名称: 蹲便器 产品编号: 69754 产品图号: XJ-DBQ-01 序号 零件名称 材料牌号 规格 /尺寸 质量等级 执行标准 品牌 用量 单位 备注 1 蹲便器主体 316L/2B+ 2×750×780mm Ⅰ级 GBT4237-2007 张浦 1 只 自制件 2 下水管 TP316L Φ51×10mm Ⅰ级 GBT4237-2007 无锡锦韵 1 只 外购件 3 法兰 TP316L 2.5×1220×190mm Ⅰ级 GBT4237-2007 张浦 1 只 自制件 序号 物料名称 用量 /件 规格 /尺寸 标准 牌号 材 料 状 态 材质 表面 要求 自制



不锈钢冶炼工艺
不锈钢技术及其发展 摘要介绍了不锈钢炼钢的总体概况和品种,论述了不锈钢在铁水预处理、转 炉、电炉、二次精炼、连铸等方面的典型工艺流程,概述了国内外不锈钢的生产 和消费现状,提出了不锈钢生产流程未来的发展方向。 关键词不锈钢生产流程精炼 abstract:thepaperintroducedthegeneralspecificationofstainless steelakingandthevarietiesoftheproduct,statedthetypical progressesflowinhotmetalpretreatment、converter、eaf、secondary refiningcontinuouscastingetc,summarizedthecurrentstatu
不锈钢工艺
不锈钢(铜)板饰面施工工艺 在现代建筑装饰中,不锈钢(铜)装饰板的使用越加广泛,这是因为经过处 理后的金属饰面板表面非常美观,具有良好的装饰效果,同时金属装饰板易于成 型,可根据设计要求任意变换断面形式,易满足造型要求。再者,不锈钢(铜) 饰面板具有耐磨,耐用,耐腐蚀及能满足防火要求等优点。 施工准备 ⑴材料准备: 按设计要求选用不锈钢板料。 骨料(一般采用木料),包柱基料(一般采用夹板)。 乳胶、万能胶、自攻螺丝等。 ⑵施工准备: 结构已完毕,经验收合格,吊顶己完成。 施工方法 ⑴施工工艺流程: 弹线→制作骨架→制作骨架基层→饰面 操作要点: 弹线: 按设计图纸的要求,精确地计算出方形、圆形或多边形的几何图案,然后按 放线排料(复杂部位应先制作样板,经确定后,再安排下料)。 制作骨架: 不锈钢装饰板履面的骨架一般采用木骨架。木骨架用木方连接成框体。其制 作顺序为:
编辑推荐下载
不锈钢小知识,食用级不锈钢
格式:pdf
大小:9KB
页数:1P
4.4
不锈钢小知识,食用级不锈钢,201202301304316403408430 不锈钢有200系列,300系列400系列 200系列指201202材料 300系列,比较长见有304301316 400系列:403408430 外观判断: 三种材料都是银白色 200和300,无磁性或者微磁,比较难区分。通常用药水鉴别。 400一般带有磁性,可以用磁铁判断 性能: 日常生活重最常见的三种型号有201304430316由于高抗腐蚀一般用于水下零件 304和430,由于含铬高,耐腐蚀,广泛用于军事,航空,家用器具,等由于安全无毒,也 称食用级不锈钢 201成本便宜,有一定的抗腐蚀性,普遍用于干燥的环境中,装饰,支撑。比如衣架等 需要注意的是201,锰含量比较高,不能作为餐具使用,但304价格比较贵,厂家为了减少 成本普遍使用20
不锈钢简介及双相不锈钢冶炼
格式:pdf
大小:98KB
页数:13P
4.4
1不锈钢分类 钢在大气、水等弱介质中和硝酸等氧化性介质中,其耐蚀性随钢中铬含量 的增加而提高,当铬含量达到一定的百分比时,钢的耐蚀性发生突变,即从易 生锈到不易生锈,从不耐蚀到耐腐蚀。不锈钢的不锈性和耐蚀性是由于其表面 上富铬氧化膜(钝化膜)的形成。不锈钢的分类方法很多。 按室温下的组织结构分类,有马氏体型、奥氏体型、铁素体和双相不锈钢; 按用途分则有耐硝酸不锈钢、耐硫酸不锈钢、耐海水不锈钢等;按耐蚀类型分 可分为耐点蚀不锈钢、耐应力腐蚀不锈钢、耐晶间腐蚀不锈钢等。 1.1合金元素对不锈钢组织的作用 在不锈钢常用的合金元素中,铬、钼、硅、铝、钛、铌等是铁素体形成元 素,而碳、镍、锰、氮是奥氏体元素。 奥氏体形成元素:镍是扩大r的元素。锰和氮都是促进奥氏体形成的元素, 因而可以代镍。但锰本身并不防蚀,不能单独使用,只用以代替部分的镍。 钼能增加不锈钢的耐蚀性。 铜能够提高铁素体不锈
不锈钢蹲坑工艺热门文档
不锈钢知识4(不锈钢及铬系)
格式:pdf
大小:47KB
页数:11P
4.7
不锈钢及铬系产品之间的关系 以铬和铁为主要成分的铁合金。是钢铁工业用的主要合金剂之一,除了主成分铬与铁 外还含有碳、硅、硫、磷等杂质。铬铁含铬55%~75%,按含碳量分为高碳(4%~10%c)、 中碳(0.5%~4%c)、低碳(>0.15%~0.5%c)和微碳(≤0.15%c)铬铁。高碳铬铁又称碳素铬铁, 中、低、微碳铬铁又称精炼铬铁。一种用低铬铁比的铬矿生产的高碳铬铁,含cr50%~55% 称为炉料级铬铁,还有含n2%~10%的含氮铬铁作为氮合金剂使用,又称氮化铬铁。 1821年贝尔蒂尔(p.berthier)在坩埚内加热木炭、氧化铬与氧化铁的混合物生产铬铁。 这种方法一直使用到1857年弗雷迈(e.c.fremy)用塔斯马尼亚(tasmania)铁铬矿,在高炉 内冶炼,得到含7%~8%cr的塔斯马尼亚生铁。1870~1880年间,高炉生
不锈钢知识4(不锈钢及铬系) (2)
格式:pdf
大小:47KB
页数:11P
4.4
不锈钢及铬系产品之间的关系 以铬和铁为主要成分的铁合金。是钢铁工业用的主要合金剂之一,除了主成分铬与铁 外还含有碳、硅、硫、磷等杂质。铬铁含铬55%~75%,按含碳量分为高碳(4%~10%c)、 中碳(0.5%~4%c)、低碳(>0.15%~0.5%c)和微碳(≤0.15%c)铬铁。高碳铬铁又称碳素铬铁, 中、低、微碳铬铁又称精炼铬铁。一种用低铬铁比的铬矿生产的高碳铬铁,含cr50%~55% 称为炉料级铬铁,还有含n2%~10%的含氮铬铁作为氮合金剂使用,又称氮化铬铁。 1821年贝尔蒂尔(p.berthier)在坩埚内加热木炭、氧化铬与氧化铁的混合物生产铬铁。 这种方法一直使用到1857年弗雷迈(e.c.fremy)用塔斯马尼亚(tasmania)铁铬矿,在高炉 内冶炼,得到含7%~8%cr的塔斯马尼亚生铁。1870~1880年间,高炉生
不锈钢冶炼工艺技术
格式:pdf
大小:20KB
页数:12P
4.7
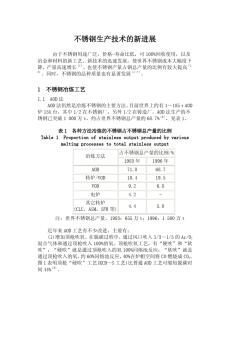
不锈钢冶炼工艺技术 1、前言 不锈钢有许多优良的性能,外观精美,使用寿命长,可以 100%回收利用,因此得以广泛应用。 不锈钢冶炼工艺技术的进步,特别是20世纪60年代以后, 炉外精炼和连续铸锭技术的使用,进一步促进了不锈钢的快速发 展,改善了不锈钢的质量,提高了成材率,降低了生产成本。 中国从20世纪50年代初开始生产不锈钢,当时用3t电弧 炉冶炼,没有炉外精炼设备和连铸,年产量仅为几百吨到几千吨, 质量、品种和成本均不能满足要求。20世纪80年以来,太原钢 铁公司和钢铁研究总院等单位率先在中国开发aod炉外精炼工 艺技术。随后,各特殊钢厂先后占安装了18-40taod和15 -60tvod炉外精炼装置,精炼比也得以显著提高。1985年以前, 中国不锈钢的铸锭一直采用落后的模铸。太钢1280立式连铸机 于1985年投产后,上钢三厂、
不锈钢工艺详解
格式:pdf
大小:7KB
页数:3P
4.5
不锈钢及钛金产品制作工艺 本项目中文化墙面装饰画是采用25*50mm不锈钢扁通折制边框造型和 304#1.2不锈钢裁剪边框造型,主要运用的工艺是不锈钢焊制及不锈钢烤漆工艺。 不过在进行关键工艺之前首先需要选择好板材及对板材进行加工。 1、不锈钢板材加工: 不锈钢是一种特殊的材料,它有良好的耐大气和淡水介质腐蚀的性能,而且 可以通过拉丝、腐蚀、抛光后获得颇佳的装饰效果。 304不锈钢作为一种用途广泛的钢,具有良好的耐蚀性、耐热性,低温强度 和机械性能;冲压、弯曲等热加工性好,无热处理硬化现象(无磁性,使用温度 -196℃~800℃)。 此项目中不锈钢板材主要运用的是304#1.2mm及304#1.5mm不锈钢,选取优 质的不锈钢板材,用等离子切割机把板材切割出所需的尺寸。然后折制出合适的 厚度。 2、不锈钢氩弧焊施工工艺 1、根据工艺要求选用填充金属或通过工艺试验确定。填
不锈钢蹲坑工艺精华文档
不锈钢施工工艺
格式:pdf
大小:27KB
页数:6P
4.6
主要施工工艺、流程 根据本工程要求制作工期紧,表面不锈钢材质,雕塑造型为对称式造型,工艺要求 线条流畅,造型尺寸精准,才能体现出雕塑严谨的造型特征。为保证工程质量,提快施 工时间,结合本工程情况,我公司准备采用以下工艺方案施工。 一、基础工程施工流程 1、土方开挖→垫层→砼浇筑→基础支模、扎筋、浇筑砼→土方回填 1.1土方开挖施工方案 定位放线确定基础开挖尺寸后进行土方开挖。土方采用机械整体大开挖,自卸 式装卸车运输弃置于建设单位指定的堆场。 1.2基础开挖尺寸 按设计基础砼垫层尺寸,并周边预留300mm作施工操作面开挖基础。 1.3基础开挖放坡 因无详细地勘资料。故按较为恶劣的情况考虑,土方开挖按1:0.75放坡,正式 地勘资料出来后作适当调整。 1.4开挖顺序 因属于异地施工,土方开挖时间尽量短时间完成,故采取双向同时开挖,土方 分别集中集放于两侧空地。施工注意事项
不锈钢染黑工艺规范 (2)
格式:pdf
大小:14KB
页数:3P
4.5
不锈钢染黑工艺规范 1主题内容与适用范围 本规范规定了不锈钢件染黑的工艺方法。 本规范适用于不锈钢零件的消光处理。 2主要工艺材料 不锈钢染黑主要工艺材料见下表 主要工艺用材料 材料名称技术标准用途 氢氧化钠工业电解除油 盐酸工业弱浸蚀 重铬酸钠分析纯染黑 硫酸分析纯染黑 t-702脱水防锈油—防蚀处理 3工艺流程 3.1验收:零(部)件表面处理前的表面状态直接影响其表面处理质 量,只有表面状态适合进行表面处理,再由操作者严格按工艺进行处 理才能达到设计目的。因而,检查工件表面状态有无缺陷,是否合适 是染黑的基础,也是染黑过程中最为重要的一步。 此工序要求检查染黑前零(部)件表面状态是否符合军标、车间 第三层次文件中《金属零(部)件镀覆前质量控制要求》中相应的规 定。应达到图样规定要求,以避免染黑后再次返工返修。 零(部)件表面状态适于进行染黑时方可进入

不锈钢蹲坑工艺最新文档
不锈钢处理工艺
格式:pdf
大小:78KB
页数:8P
4.3
不锈钢板材的表面处理工艺 在现代建筑装饰工程中所用到大量的不锈钢板材, 其中很大一部分是表面已经加工 过了的。就此简单介绍一些装饰不锈钢板(冷轧不锈钢板)的表面处理工 艺。 不锈钢从大型钢厂出来的时候是整卷的, 表面像雾一样,俗称2b面;还有一种叫ba面,这种表面的亮度一般称 6k。 所以我们看到各种颜色,花纹,形状的不锈钢板材都 是后期加工出来的。大型钢厂的钢卷的宽度是限定的,一个是1219mm ,一个是1000mm 宽,还有一个就是1500mm 宽。所以市面上不存什么1800mm宽1900mm长的装饰不锈钢板。 不锈钢表面处理工艺主要有: 1、镜面(也称8k),镜面也就是说把不锈钢板材通过机器打磨的成镜 子一样,光亮找 人。不锈钢卷也能做镜面处理。 2 、拉丝,雪花砂,普通砂:拉丝,雪花砂,普通砂统称为磨砂,这三种 表面的不锈钢 主要是表面的砂纹不一样而称呼不同
不锈钢施工工艺 (2)
格式:pdf
大小:69KB
页数:6P
4.6
1 主要施工工艺、流程 根据本工程要求制作工期紧,表面不锈钢材质,雕塑造型为对称式造型,工艺要求 线条流畅,造型尺寸精准,才能体现出雕塑严谨的造型特征。为保证工程质量,提快施 工时间,结合本工程情况,我公司准备采用以下工艺方案施工。 一、基础工程施工流程 1、土方开挖→垫层→砼浇筑→基础支模、扎筋、浇筑砼→土方回填 1.1土方开挖施工方案 定位放线确定基础开挖尺寸后进行土方开挖。土方采用机械整体大开挖,自卸 式装卸车运输弃置于建设单位指定的堆场。 1.2基础开挖尺寸 按设计基础砼垫层尺寸,并周边预留300mm作施工操作面开挖基础。 1.3基础开挖放坡 因无详细地勘资料。故按较为恶劣的情况考虑,土方开挖按1:0.75放坡,正式 地勘资料出来后作适当调整。 1.4开挖顺序 因属于异地施工,土方开挖时间尽量短时间完成,故采取双向同时开挖,土方 分别集中集放于两侧空地。施工注
不锈钢施工工艺
格式:pdf
大小:39KB
页数:6P
4.5
主要施工工艺、流程 根据本工程要求制作工期紧,表面不锈钢材质,雕塑造型为对称式造型,工艺要求 线条流畅,造型尺寸精准,才能体现出雕塑严谨的造型特征。为保证工程质量,提快施 工时间,结合本工程情况,我公司准备采用以下工艺方案施工。 一、基础工程施工流程 1、土方开挖→垫层→砼浇筑→基础支模、扎筋、浇筑砼→土方回填 1.1土方开挖施工方案 定位放线确定基础开挖尺寸后进行土方开挖。土方采用机械整体大开挖,自卸 式装卸车运输弃置于建设单位指定的堆场。 1.2基础开挖尺寸 按设计基础砼垫层尺寸,并周边预留300mm作施工操作面开挖基础。 1.3基础开挖放坡 因无详细地勘资料。故按较为恶劣的情况考虑,土方开挖按1:0.75放坡,正式 地勘资料出来后作适当调整。 1.4开挖顺序 因属于异地施工,土方开挖时间尽量短时间完成,故采取双向同时开挖,土方 分别集中集放于两侧空地。施工注意事项

不锈钢染色工艺技术
格式:pdf
大小:41KB
页数:3P
4.6
1、焊接部加工性出色的铁素体不锈钢、使用该不锈钢的焊制钢管和该钢管的制备方法 2、一种彩色不锈钢板材或不锈钢制品的制作方法 3、一种不锈钢电化学着色液和一种不锈钢电化学发黑方法 4、一种不锈钢表面化学着黑色的着色液及着色方法 5、仿不锈钢色亚光型材电解着色技术 6、黑色不锈钢中丝的着色设备及着色方法 7、彩色不锈钢低温化学着色工艺 8、不锈钢色铝银粉粉末涂料及其制备方法 9、一种激光氧化着色制备大面积高性能彩色不锈钢的方法 10、表面色调优异的奥氏体系不锈钢板及其制造方法 11、二次加工性能出色的汽车构件用不锈钢管 12、彩色不锈钢微丝的着色机组 13、不锈钢着色液及着色方法 14、不锈钢化学着色液及其化学着色方法 15、一种用于不锈钢电化学着色的着色液及着色方法 16、改善小样染色质量的方法及配有不锈钢染色杯小样染色机 17、具有着色和地形表面的不锈钢板及其制造方法 18
不锈钢钻孔工艺
格式:pdf
大小:237KB
页数:5P
4.5
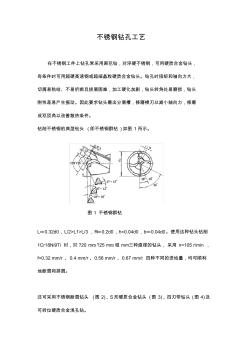
不锈钢钻孔工艺 在不锈钢工件上钻孔常采用麻花钻,对淬硬不锈钢,可用硬质合金钻头, 有条件时可用超硬高速钢或超细晶粒硬质合金钻头。钻孔时扭矩和轴向力大, 切屑易粘结、不易折断且排屑困难,加工硬化加剧,钻头转角处易磨损,钻头 刚性差易产生振动。因此要求钻头磨出分屑槽,修磨横刃以减小轴向力,修磨 成双顶角以改善散热条件。 钻削不锈钢的典型钻头(即不锈钢群钻)如图1所示。 图1不锈钢群钻 l≈0.32d0,l/2>l1>l/3,r≈0.2d0,h=0.04d0,b≈0.04d0。使用这种钻头钻削 1cr18ni9ti时,对?20mm、?25mm、呾mm三种直径的钻头,采用n=105r/min, f=0.32mm/r、0.4mm/r、0.56mm/r、0.67mm/r四种不同的进给量,均可顺利 地断屑和排屑。 还可采用不锈钢断屑钻头(图2)、s形硬质合金
不锈钢染黑工艺规范
格式:pdf
大小:14KB
页数:3P
4.6
不锈钢染黑工艺规范 1主题内容与适用范围 本规范规定了不锈钢件染黑的工艺方法。 本规范适用于不锈钢零件的消光处理。 2主要工艺材料 不锈钢染黑主要工艺材料见下表 主要工艺用材料 材料名称技术标准用途 氢氧化钠工业电解除油 盐酸工业弱浸蚀 重铬酸钠分析纯染黑 硫酸分析纯染黑 t-702脱水防锈油—防蚀处理 3工艺流程 3.1验收:零(部)件表面处理前的表面状态直接影响其表面处理质 量,只有表面状态适合进行表面处理,再由操作者严格按工艺进行处 理才能达到设计目的。因而,检查工件表面状态有无缺陷,是否合适 是染黑的基础,也是染黑过程中最为重要的一步。 此工序要求检查染黑前零(部)件表面状态是否符合军标、车间 第三层次文件中《金属零(部)件镀覆前质量控制要求》中相应的规 定。应达到图样规定要求,以避免染黑后再次返工返修。 零(部)件表面状态适于进行染黑时方可进入
不锈钢深拉伸工艺
格式:pdf
大小:85KB
页数:3P
4.5
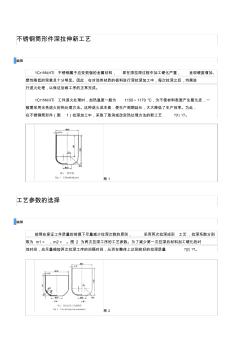
不锈钢筒形件深拉伸新工艺 编辑 1cr18ni9ti不锈钢属于应变很强的金属材料,即在深拉深过程中加工硬化严重,呈现硬度增加、 塑性降低的现象且十分明显。因此,在对该类材质的板料进行深拉深加工中,每次拉深之后,均需进 行退火处理,以保证后续工序的正常完成。 1cr18ni9ti工件退火处理时,加热温度一般为1150~1170℃,为不使材料表面产生氧化皮,一 般需采用光亮退火的热处理方法。这种退火成本高,使生产周期延长,大大降低了生产效率。为此, 在不锈钢筒形件(图1)拉深加工中,采取了取消或改变热处理方法的新工艺?[1]??。 图1 工艺参数的选择 编辑 按照在保证工件质量的前提下尽量减少拉深次数的原则,采用两次拉深成形工艺,拉深系数分别 取为m1=,m2=。图2为两次拉深工序的工艺参数。为了减少第一次拉深后材料加工硬化的时 效时间,应尽量缩短
不锈钢蹲坑工艺相关
文辑推荐
知识推荐
百科推荐


职位:施工安全员
擅长专业:土建 安装 装饰 市政 园林


