

410S不锈钢带表面“砂金”缺陷成因及机理分析
格式:pdf
大小:1.1MB
页数:6P
人气 :75
 4.8
4.8
系统地分析了不锈钢分公司410S冷轧成品带钢部分出现表面“砂金”缺陷(表面点状发亮花纹)的成因及其形成机理。对带钢表面“砂金”缺陷进行了表面形貌观察和成分分析以及金相观察,结合国外类似经验,指出产生该缺陷的成因———晶间腐蚀。在系统阐述了不锈钢敏化及晶间腐蚀理论的基础上,详细分析了410S产生晶间腐蚀的过程及原因,并简要探讨了大生产中控制该缺陷的可行措施。



不锈钢带、精密不锈钢带、进口不锈钢带,不锈钢带分条,不锈钢带修边
不锈钢带、精密不锈钢带、进口不锈钢带,不锈钢带分条,不锈 钢带修边 发布人:杭州海铭钢铁发布时间:2013.07.17 不锈钢冷轧带钢在工业上用途非常广泛,正因为需求量大,自 然而然市面上的供应量也不容小觑。国内大大小小的不锈钢卷带压延 厂有上万家,设备不同,技术不同,所产的卷带品质也大不相同,而 客户如何选择就需看你的产品定位如何,最终的用材还得看它的性价 比。 不锈钢带钢有多种材质,常用的有不锈钢201、202、301、304l、 304、305、316l、321、332、334、409、410、420、430、439,硬度有 软态、1/4h、1/2h(半硬)、3/4h、h(全硬),其中304和301钢带 不同状态下标准机械状态(见附表一);厚度0.01-3.0mm,宽度600mm 以下,而最终的成品宽度就需要不锈钢分条纵剪机或者不锈钢超精密 分条纵剪机的二
不锈钢带表面质量检查标准
热轧不锈钢带no.2表面质量检查标准(试用) 一.标准适用范围: 本厂连续退火酸洗机组生产的奥氏体不锈钢no.1成品表面质量的检查基准。 二.热轧原料常见缺陷有哪些,对冷轧生产有什么影响? 冷轧所使用的各种热轧原料,最常见的缺陷是表面氧化铁皮压入、边部裂纹、 表面麻坑、凸泡过大、纵条状划伤、沿纵向厚度不均、沿横向厚度偏差过大、沿 纵向呈镰刀弯或s弯、钢卷塔形、浪形、扁卷、长舌头、冷松卷等。凡属表面缺 陷(裂纹、麻坑、脱皮、凸泡、划伤等)应以程度不同而区别,经修磨处理符合公 差尺寸和技术规程要求者,即可通过相应的措施处理;凡缺陷超过规程规定的, 应作判废处理或改做他用,不宜勉强进行轧制。凡属尺寸方面的缺陷,也应按具 体情况分别处理。原料常见缺陷及其对冷轧生产的影响简述如下: (1)宽度及厚度偏差。原料带钢宽度偏差是指带钢全长内偏离公称宽度的数值, 实际生产中带钢宽度往往
编辑推荐下载
 浅析不锈钢带的表面修磨工艺
浅析不锈钢带的表面修磨工艺 浅析不锈钢带的表面修磨工艺
格式:pdf
大小:132KB
页数:3P
4.3
以某粗磨、精磨两用机组为例,介绍了修磨过程中砂带的选用、机组速度控制、研磨压力控制、hl和脱脂等工艺控制要点,阐明了提高不锈钢带修磨质量的各工艺过程的技术参数。
不锈钢带表面砂金缺陷成因及机理分析热门文档
造粒机不锈钢带裂纹原因分析及维护处理 造粒机不锈钢带裂纹原因分析及维护处理
格式:pdf
大小:108KB
页数:2P
4.7
某石油树脂装置使用的进口不锈钢带是造粒机的主要部件,连续使用1年左右就极易产生裂纹和变形。钢带价格昂贵,维护修补难度大,本文根据钢带产生裂纹的原因,提出了钢带裂纹的修补方法及维护技术。
 不锈钢带连续退火针压缺陷的研究
不锈钢带连续退火针压缺陷的研究 不锈钢带连续退火针压缺陷的研究
格式:pdf
大小:550KB
页数:3P
4.7
针压是不锈钢冷轧薄带钢在连续退火酸洗机组生产过程中经常出现的表面缺陷。现场实测及针压缺陷的显微分析结果表明:在连续退火过程中,炉辊与不锈钢带表面存在相对滑动时,辊子表面积累的颗粒状异物是形成针压缺陷的主要原因。为了减少颗粒状异物和改善表面接触状态,现场试验分析发现冷却段3#辊是产生带钢表面针压缺陷的主要部件,改变冷却段3#辊的材质和辊子形状可降低针压缺陷的发生率,采取相应措施使得针压缺陷得到了明显改善。
钢轨表面不锈钢带专用缝焊机研制 钢轨表面不锈钢带专用缝焊机研制
格式:pdf
大小:155KB
页数:3P
4.8
研制了一种新型的钢轨表面不锈钢带专用缝焊机。论述了焊机的基本结构、工作原理及电源与控制系统的工作过程,尤其对焊机单面焊的结构及导电方式作了较为详细的介绍。该焊机已成功用于钢轨表面不锈钢带的现场焊接。
不锈钢带极堆焊
格式:pdf
大小:32KB
页数:3P
4.4
co py 南京化学工业有限公司化工机械厂标准 通用工艺规程q/nh04/j0601.18-1999 第18部分不锈钢带极堆焊 南京化学工业有限公司化工机械厂1999-12-30批准2000-01-01实施 69 1范围 本标准规定了不锈钢带极堆焊的基本要求. 本标准适用于钢制压力容器及元件的不锈钢带极堆焊 2引用标准 下列标准所包含的条文通过在本标准中引用而构成为本标准的条文在标准出版时所示版本均 为有效所有标准都会被修订使用本标准的各方应探讨使用下列标准最新版本的可能性 jb4708-92钢制压力容器焊接工艺评定 zbg93008-88尿素高压设备堆焊工艺评定和焊工技能评定 cwcec8-a11s-95尿素高压设备埋弧和手工堆焊工艺评定 3焊接材料 3.1
不锈钢带表面砂金缺陷成因及机理分析精华文档
国产不锈钢带极性能研究 国产不锈钢带极性能研究
格式:pdf
大小:541KB
页数:未知
4.4
对比了国产与进口不锈钢带极性能的优劣,采用相同工艺参数对国产和进口带极进行双层带极堆焊对比试验,焊后检验表明,国产带极的堆焊层力学性能、耐腐蚀性能基本满足标准要求,但国产不锈钢带极的c、p、s质量分数较高,nb/c较低,影响了堆焊层的耐腐蚀性能。同时,国产带极的尺寸精度、表面粗糙度和硬度不能满足要求,需要进一步改进。
430不锈钢带介绍
格式:pdf
大小:25KB
页数:2P
4.6
430不锈钢带 材质:430 表面:2b/no.1 用途:电子产品、餐具、筛网、建筑装饰件 规格:规格齐全 产地:太钢、宝钢、酒钢 规格: 冷轧最大厚度:0.038-3.0mm 热轧最大厚度:3.0-6.0mm 产品定义: 430不锈钢带是指宽度在600mm及其以下的430不锈钢带状材料,也称430不锈 钢带钢或430不锈铁带。 化学成份 碳(c)硅(si)锰(mn)磷(p)硫(s)镍(ni)铬(cr) ≤0.12%≤0.75%≤1.00%≤0.040%≤0.030%≤0.60%16.00~18.00% 物理特性 密度熔点膨胀系数杨氏模数刚性模数应用标准 7.75g/cm31427℃m/m℃(at20-100℃)kn/mm2kn/mm2n/a(uns) 机械性能 一、软态 抗拉强度屈服强度延伸率硬度 ≥

316不锈钢带316l不锈钢带
格式:pdf
大小:380KB
页数:1P
4.7
★★★购不锈钢棒料,首选鑫盛! 不锈钢棒材:不锈钢光亮棒、方棒、六角棒、异型棒、进口易切削棒、黑棒、热扎棒、环保 不锈钢棒、不锈钢研磨棒。 规格:2mm~280mm 材质:sus310s、sus316、316l、316ti,304、304l、321、303、303cu、302、301、202、 201等。 工艺标准:中国gb、美国astm、日本jis等规范。已获iso9001、iso9002质量体系认 证。所有出厂产品都有rohs指令的sgs报告和材质证明。可提供sgs报告。 本司产品切削性能和钻孔性能优良,尺寸精准稳定,光漆度好。可大量用于切削、加工各种 高精密度零件。欢迎新老客户来电取样订购!
不锈钢带表面砂金缺陷成因及机理分析最新文档
不锈钢带材表面翅成形的研究 不锈钢带材表面翅成形的研究
格式:pdf
大小:481KB
页数:未知
4.5
研究了正犁削不锈钢表面翅成形的加工机理,探索了形成规则翅片的刀具几何参数及犁削条件,着重对翅的形成过程进行了分析,并建立了数学模型.理论分析和实验结果表明,翅的形成过程包括导入、犁切堆积及成翅三个阶段,而犁切堆积阶段是翅形成的关键,翅的高度随犁切深度的增加而增大,且翅高比犁切深度大
不锈钢带滚切机恒张力卷取控制系统 不锈钢带滚切机恒张力卷取控制系统
格式:pdf
大小:598KB
页数:4P
4.8
在不锈钢带滚切加工工艺中,原料带钢要经过放卷、滚切、分条卷取3道工序完成。其中放卷与卷取过程是整条生产线的2个重要环节,按滚切工艺要求要确保不锈钢带在恒线速度恒张力条件下进行放料和卷取。采用高性能矢量控制变频器分别驱动放卷、滚切和卷取轴的执行电机,以滚切机传动为基准速,并建立了速度反馈和张力前馈校正相结合的数学模型,实现对不锈钢带恒张力卷取。
油粘度对冷轧不锈钢带表面粗糙度的影响 油粘度对冷轧不锈钢带表面粗糙度的影响
格式:pdf
大小:381KB
页数:未知
4.6
采用不同粘度的冷轧油,研究了轧制成形过程中润滑油膜对不锈钢轧后表面粗糙度的影响。轧制实验表明:油膜厚度减少有利于不锈钢带轧后表面质量的改善
低合金高强钢表面不锈钢带极堆焊的研究 低合金高强钢表面不锈钢带极堆焊的研究
格式:pdf
大小:265KB
页数:未知
4.6
采用不锈钢带极双层堆焊,在低合金高强钢表面堆焊不锈钢耐蚀层。研究了过渡层、表面层带极成分对堆焊层的成分、组织及堆焊层δ铁素体含量的影响,并对堆焊试样进行横向侧弯和纵向侧弯测试。结果表明:过渡层采用309l、表面层采用347l宽50mm带极,在焊接电流700~850a、焊接速度140~160mm/min条件下,可获得与低合金高强钢基体结合良好的堆焊层,堆焊层的增碳层无明显m脆化倾向,堆焊层组织为均匀的奥氏体+δ铁素体双相组织,δ铁素体含量在4.5%~5.5%之间,奥氏体晶粒明显细化。
不锈钢带编织成导管钢丝 不锈钢带编织成导管钢丝
格式:pdf
大小:46KB
页数:未知
4.4
英国伯明翰市一材料技术公司研制成功用作导管编织钢丝的不锈钢带.该材料可以控制其扭矩、抗扭弯、抗压和刚性的最大化.属于不锈钢品牌的sandvikbioline304型钢丝,在回火处理的条件下,可达到0.001英寸厚、0.003英寸宽.加工的这种材料最薄可达0.00075英寸.
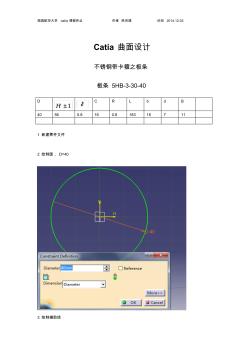
catia绘制不锈钢带卡箍之板条
格式:pdf
大小:3.3MB
页数:17P
4.4
南昌航空大学catia课程作业作者陈宗斌时间2014.12.03 catia曲面设计 不锈钢带卡箍之板条 板条5hb-3-30-40 dcrlbdb 40560.8160.818316711 1新建零件文件 2绘制圆,d=40 3绘制辅助线 南昌航空大学catia课程作业作者陈宗斌时间2014.12.03 4绘制水平直线1 约束与辅助线的距离1.6mm 约束长度b=11mm 南昌航空大学catia课程作业作者陈宗斌时间2014.12.03 约束直线对称 5绘制直线2 约束直线与圆相切 南昌航空大学catia课程作业作者陈宗斌时间2014.12.03 约束直线端点与水平线端点重合 6绘制水平直线3,并约束与辅助线的距离0.8mm 南昌航空大学catia课程作
不锈钢带表面砂金缺陷成因及机理分析相关
文辑推荐
知识推荐
百科推荐

职位:建筑行业结构工程师
擅长专业:土建 安装 装饰 市政 园林


