

并行工程方法在焊接生产线及夹具设计制造中的应用
格式:pdf
大小:331KB
页数:5P
人气 :57
 4.7
4.7
论述了并行工程方法在焊接生产线及夹具设计制造中的应用 ,提出了采用并行工程方法实施焊接生产线设计制造的新思路 ,达到了节约资金、缩短时间和减少失误的目的。同时着重对柔性焊接夹具的设计方法以及焊接生产线设计制造任务的调度进行了分析和研究。提出了利用基于夹具库的结构可调整型柔性夹具设计和实例推理进行夹具的方案设计 ,加快了夹具设计的速度 ,并提高了设计的合理性 ,缩短了焊接夹具的设计制造的周期 ,解决了基于并行工程环境下焊接夹具这一“瓶颈”问题。并分析了设计任务的调度策略 ,指出了科学的任务调度是并行工程环境下完成焊接生产线及夹具设计制造任务的关键之一。



1-长轨焊接生产线
--1-- 长钢轨焊接生产线 一、焊接工艺及工艺布置 (一)工艺流程的确定 1、焊轨生产线工艺的确定 目前,国内铁路工务系统工厂接触焊接工艺多采用以下方案:除锈——焊接 ——粗打磨——正火——热矫直——强制冷却——精磨——冷矫直——探伤— —长轨存放。国外铁路工厂焊接的接触焊接工艺少(不正火、不探伤),基本采 用自然冷却以及冷矫直的方案。由于客运专线焊接接头的平顺性和焊接质量要求 高于国内现有的标准,因此经过多方考察和论证,在结合国内技术要求的同时采 用了部分国外的先进经验,实践证明是合理可行的。 客运专线焊接生产线的工艺流程采用了增加选轨台对钢轨进行选择,根据情 况,进行钢轨轨端预校直、甚至锯切的预处理程序。 (1)预处理程序 钢轨检查——轨端校直——轨端锯切——选轨台备用 (2)焊接程序 选轨台——除锈——焊接——粗打磨——正火——强制冷却——冷矫直— —精磨——探伤——
编辑推荐下载
 管法兰焊接生产线在电力铁塔制作中的应用
管法兰焊接生产线在电力铁塔制作中的应用 管法兰焊接生产线在电力铁塔制作中的应用
格式:pdf
大小:121KB
页数:2P
4.5
0概述近10a来我国输电线路里程增加了1倍多,在电网建设的过程中,输电塔也得到了前所未有的发展,从早期的以木材为主要材料,到现在的以钢材为
并行工程方法在焊接生产线及夹具设计制造中的应用热门文档
锅炉焊接生产工艺
格式:pdf
大小:88KB
页数:11P
4.3
锅炉焊接施工工艺 个人认为相当不错锅炉安装焊接施工工艺标准 1适用范围 本标准适用于工业锅炉受热面管子、管束、锅筒与管子、集箱与管子、锅炉本体 管道、异种钢接头和锅炉钢结构的焊接及返修工程。 2施工准备 2.1材料 2.1.1钢材必须符合国家标准或部颁标准。 2.1.2根据焊接母材的钢号,正确选择相应的焊接材料。 2.1.3焊条和焊丝的牌号和直径,钨极的类型、牌号和直径,保护气体的名称和 种类应符合焊接工艺评定的要求,并有相应的合格证或质量证明书。 2.2机具、设备 2.2.1设备:氩弧焊焊接设备、交直流电焊机、气焊设备、热处理设备、射线探 伤设备、超声波探伤设备、磁粉探伤设备、烘干箱角、磨机、碳弧气刨等。 2.2.2机具:焊缝检测尺、保温筒等。 2.3作业条件 2.3.1焊接允许的环境温度应符合表2.3.1的规定。 焊接母材 碳素钢 低合金钢 中高合金钢 最低
 掘进机电控箱自动焊接生产线设计与应用
掘进机电控箱自动焊接生产线设计与应用 掘进机电控箱自动焊接生产线设计与应用
格式:pdf
大小:159KB
页数:未知
4.5
通过研究掘进机电控箱箱体自动焊接生产线设计与应用,成功建立了一条电控箱箱体自动化焊接生产线,通过合理的设备选型和节拍平衡,优化了生产工艺流程,提高了产能,并最终实现了少人化加工的目的.
第四节焊接生产工艺过程的设计
格式:pdf
大小:896KB
页数:13P
4.5
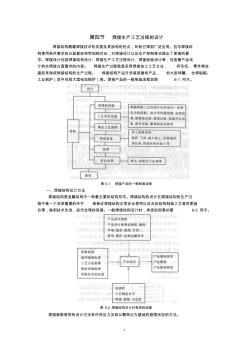
1 第四节焊接生产工艺过程的设计 焊接结构随着焊接技术的发展及其独特的优点,目前已得到广泛应用。但与焊接结 构使用条件要求的日益复杂和苛刻相对应,对焊接设计以及生产控制等也提出了更高的要 求。焊接设计包括焊接结构设计、焊接生产工艺过程设计、焊接检验设计等,包含着产品设 计有关焊接方面要求的内容。焊接生产过程就是采用焊接加工工艺方法,将毛坯、零件等连 接起来制成焊接结构的生产过程。焊接结构产品许多就是最终产品,如大型球罐、全焊船舶、 工业锅炉(其中包括大型电站锅炉)等。焊接产品的一般制造流程如图6-1所示。 图6-1焊接产品的一般制造流程 一、焊接结构设计方法 焊接结构是金属结构中一种最主要的结构形式。焊接结构的设计在焊接结构的生产过 程中是一个非常重要的环节,是保证焊接结构正常安全使用以及决定结构制造工艺是否更趋 合理,做到技术先进、经济合理的前提。一般焊接结构
上海船舶工艺所管子-法兰自动焊接生产线 上海船舶工艺所管子-法兰自动焊接生产线
格式:pdf
大小:91KB
页数:1P
4.6
上海船舶工艺研究所承担的“管子一法兰机器人自动焊接生产线技术研究”项目通过了中国船舶工业集团公司组织的验收。 该项目采用了现代信息技术,以及机器人、自动化等先进技术,实现了机器人自动焊接工艺技术、生产线集中控制等5项关键技术突破。
并行工程方法在焊接生产线及夹具设计制造中的应用精华文档
船舶工艺所管子-法兰自动焊接生产线通过验收 船舶工艺所管子-法兰自动焊接生产线通过验收
格式:pdf
大小:521KB
页数:1P
4.3
日前,上海船舶工艺研究所"管子-法兰机器人自动焊接生产线技术研究"项目通过了中船集团公司自筹经费项目内部验收。该项目运用了现代信息技术以及机器人、自动化等先进施工技术,实现了机器人自
H型钢焊接生产线工艺流程及配用人员图解(供参考)
格式:pdf
大小:108KB
页数:2P
4.4
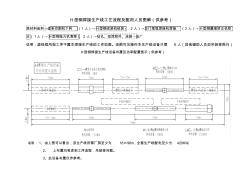
h型钢焊接生产线工艺流程及配用人员图解(供参考) 原材料备料→直条切割机下料(1人)→h型钢组装机组装(2人)→龙门埋弧焊接机焊接(2人)→h型钢翼缘矫正机矫 正(1人)→h型钢抛丸机清理(2人)→钻孔、组焊附件、涂装→出厂 说明:虚线框所指工序不属本焊接生产线的工作范围。由图可见操作本生产线设备只需6人(其他辅助人员如吊装等除外) h型钢焊接生产线设备布置及功率配置图示(供参考) 说明:1、由上图可以看出,该生产线所需厂房至少为18×96m,全套生产线配电至少为420kw。 2、上布置均考虑到工序流程,吊装等问题。 3、此设备布置仅作参考。 成都焊研威达自动焊接设备有限公司 地址:四川成都(610051)二环路东一段29号电话:(028)83289333传真:(028)83280333 第2页共2页 h型钢生产设备报价表 序号
一种矿山用钢筋网自动化焊接生产线的设计 一种矿山用钢筋网自动化焊接生产线的设计
格式:pdf
大小:557KB
页数:3P
4.4
设计一条钢筋网自动化焊接生产线,包括经料送料平台、纬料自动分料及上料机构、多点电阻点焊机、接料平台、卸料机械手。从上料到出料依靠电机、汽缸之间的协调工作来实现。并由单片机和plc实现控制功能,上位机用mcgs组态软件在整个过程监视现场,采集工作状态及参数,起到监控作用。
工业机器人自动焊接生产线的设计与调试 工业机器人自动焊接生产线的设计与调试
格式:pdf
大小:374KB
页数:5P
4.4
工业机器人自动焊接生产线的设计合理与否关系到焊接工艺的满足程度。从机器人自动焊接生产线的设计要求出发,详细分析了生产线的控制流程、配置及布局、编程与调试等。并以foxbot、a1200机器人组成的自动焊接生产线为例,进行刹车控制、原点校正等现场调试。自动焊接生产线的实践应用,提高了焊接作业效率和质量,具有推广价值。所述设计思路、方法及详细步骤为工业机器人自动焊接生产线的设计调试工作提供了参考依据。
焊接生产的质量管理 (2)
格式:pdf
大小:264KB
页数:9P
4.4
版权所有-中职教学资源网 http://www.***.***电话:010-52200939email:cnzj5u@163.com 欢迎投稿稿酬从优 第1页共9页 第三章焊接生产的质量管理 第一节焊接王序质量的影响因素及对策 工序质量是指在生产过程中加工工序对产品质量的保证程度。 工序是生产过程的基本环节,也是检验的基本环节。 焊接结构的生产包括许多工序,如金属材料的去污除锈、备料时的矫直、 划线、下料、坡口边缘加工、成形,焊接结构的配装、焊接、热处理等。 影响工序质量的因素,概括起来有:人员、设备、材料、工艺方法和 生产环境五个方面,简称“人、机、料、法、环”五因素。 一、焊接工序质量的影晌因素及控制 措 1.施焊操作人员因素 1)加强对焊工“质量第一、用户第一、下道工序是用户”的质量
并行工程方法在焊接生产线及夹具设计制造中的应用最新文档
焊接生产的质量管理
格式:pdf
大小:264KB
页数:9P
4.8
版权所有-中职教学资源网 http://www.***.***电话:010-52200939email:cnzj5u@163.com 欢迎投稿稿酬从优 第1页共9页 第三章焊接生产的质量管理 第一节焊接王序质量的影响因素及对策 工序质量是指在生产过程中加工工序对产品质量的保证程度。 工序是生产过程的基本环节,也是检验的基本环节。 焊接结构的生产包括许多工序,如金属材料的去污除锈、备料时的矫直、 划线、下料、坡口边缘加工、成形,焊接结构的配装、焊接、热处理等。 影响工序质量的因素,概括起来有:人员、设备、材料、工艺方法和 生产环境五个方面,简称“人、机、料、法、环”五因素。 一、焊接工序质量的影晌因素及控制 措 1.施焊操作人员因素 1)加强对焊工“质量第一、用户第一、下道工序是用户”的质量
金英焊接生产品质控制标准
格式:pdf
大小:61KB
页数:2P
4.5
浙江金英游乐设备有限公司编号20111104-1 焊接组生产品质控制标准页次1/2 一、目的: 为进一步提高工作效益,关于改善和提高产品质量,贯彻执行公司的总流程的指导,特制订本标准。 二、适用范围:焊接组生产质量控制 三、生产品质控制方针: 1、生产中必须高度重视产品质量,严格按照生产图纸进行生产,生产中因违反图纸的规定造成的产品 不合格,生产责任人负一级责任;按图生产因图纸的错误造成的产品不合格,制图人员负一级责任。 2、生产中必须严格执行公司的各项岗位操作标准,各岗位根据图纸要求必须做好自检、互检的各项工 作。任何生产岗位都有义务对自己生产的产品自检,都有责任对上一工序进行检验; 3、因自检和互检的工作缺失造成的产品质量问题,生产责任人负一级责任。 四、生产品质控制标准: 1、焊接品质: 1.1、外观: 1.1.1、材料不得有严重碰撞的凹凸不平或其他变形、有破裂
钢管环缝焊接生产线的PLC控制 钢管环缝焊接生产线的PLC控制
格式:pdf
大小:325KB
页数:2P
4.6
钢管的对焊在锅炉、石油等行业有着广泛的应用。根据钢管对焊的工艺特点及生产批量要求,目前在工程实际中广泛采用co_2气体保护焊,以充分发挥其焊接成本低,焊接变形小,节能及便于组织流水线生产,以充分发挥co_2气体保护焊生产效率高的优点。以往的焊接生产线主要采用由“与非门”、“rs”触发器等电子逻辑元器件及继电器组成的步进
EVG全自动钢筋桁架焊接生产线作业指导书
格式:pdf
大小:6.6MB
页数:22P
4.5
全自动钢筋桁架焊接成型设备 tsd7-30b型桁架焊接生产线此套设备是evg公司 (entwicklungs-undverwertungs-gesellschaftm.b.h)结合国内 实际生产需要而进行研制、生产的全自动钢筋桁架焊接成型设备。 随着技术的不断发展和钢筋桁架全球化发展趋势。钢筋桁架焊接 主机设有windowsxp操作屏,通过屏幕可以观看设备工作状态,并 可方便得调节设备运作参数和焊接参数。 全线主要工作部分采用液压传动方式,动作可靠,精度高。 焊接时不易产生火花且噪声小。 操作方便,维修简单。 该设备布置合理,外形美观。 全自动钢筋桁架焊接成型设备主要组成部分如下: 1、放线机(wirepay-offsgv3000-5) 放线机:主要由放线站,钢筋监测系统,偏转辊及钢筋引导架所 组成。 该套放线机由我司自行加工,制作,组装
机车变压器油箱焊接生产线工艺分析 机车变压器油箱焊接生产线工艺分析
格式:pdf
大小:197KB
页数:1P
4.6
油箱是机车牵引变压器核心部件的保护罩,对变压器能否正常稳定运行起着重要的作用。其焊接工艺复杂、质量要求高、生产周期长,成为企业效能和质量提升的一个瓶颈环节。本文从油箱焊接过程出发,对焊接过程中的关键工艺进行了详细分析。
并行工程方法在SAR结构总体设计中的应用研究 并行工程方法在SAR结构总体设计中的应用研究
格式:pdf
大小:36KB
页数:4P
4.5
并行工程是集成地、并行地设计产品及其制造和支持等相关过程的系统方法。在分析传统串行设计方法缺点的基础上,探讨了合成孔径雷达(sar)结构总体设计中运用并行工程方法的必要性和可行性。sar结构总体设计中的并行工程方法,考虑整个研制周期中从可行性方案论证到售后服务等环节中的所有因素,构造了包括建立多功能小组、总体方案论证、价值工程分析、计划进度设计、工艺设计、生产准备、系统总体和分系统设计、器件材料准备、加工制造、分系统调试、整机联调以及售后服务等设计框架。

现代焊接生产中的焊接工艺规程和焊接工艺评定1
格式:pdf
大小:300KB
页数:6P
4.6
现代焊接2010年第7期总第91期j-9 现代焊接 作者简介:陈裕川(1936-),男,浙江余姚人,高级焊接 工程师。主要从事焊接工艺与设备的研究及设计工作。曾主 编《现代焊接生产实用手册》(机械工业出版社2005年5月 出版)、《焊工手册:埋弧焊、气体保护焊、电渣焊、等离 子弧焊(第2版)》(机械工业出版社2006年9月出版)。 1前言 在现代焊接生产中,焊接工艺起 着极其重要的作用,它不仅决定了产 品的焊接质量,而且直接关系到焊接 生产的效率和经济效益。根据焊件的 结构和技术要求,设计正确而合理的 焊接工艺却是一项十分艰巨的技术工 作。这是因为焊接工艺的可变参数繁 多,对焊接质量的影响十分复杂,且 某些重要变量难以精确检测。现行的 各类焊接结构制造法规、规程和相关 标准都明确规定生产企业相应的焊接 工艺规程,以指导焊工正确施焊产品 焊缝,确保焊接质量。 焊接工艺规程的作
一种可自由调整焊接角度的焊接夹具设计 一种可自由调整焊接角度的焊接夹具设计
格式:pdf
大小:155KB
页数:未知
4.4
根据传统焊接夹具在使用过程中的局限性,在传统夹具的基础上进行改进,设计了一套可自由调整焊接角度的焊接夹具。该夹具操作简单、携带方便,可以为被焊接件提供任意角度的装夹和定位。
并行工程方法在焊接生产线及夹具设计制造中的应用相关
文辑推荐
知识推荐
百科推荐


职位:机械工程师
擅长专业:土建 安装 装饰 市政 园林


