

不锈钢标牌制作工艺流程
格式:pdf
大小:10KB
页数:4P
人气 :51
 4.8
4.8
不锈钢标牌工艺简介 不锈钢标牌其材质为 304不锈钢,具有有良好得耐大气与淡水介质腐蚀得性能 ,而且通 过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺得主要原料就是三氯化铁, 下面就是三氯化铁腐蚀不锈钢得配方: 三氯化铁、 活性剂、水 .配方中三氯化铁得波美度应保持在 42 左右 ,每升三氯化铁溶液添加活性 0、8—1、 2 毫升。按该配方腐蚀出得不锈钢底面平整光洁,无黑色得钝化膜与麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌、 凸字标牌与凸凹字结合标牌这三种。 ?腐蚀标牌得基本要求: 图案美观、线条清晰、深度合适、底面平整、色彩饱满、拉丝均匀、表面色泽一致。 ?腐蚀 标牌得特点:抗腐蚀 ,抗氧化性能好,耐候、耐溶剂性较强; 形状特点 :立体感强烈,保留金属色泽 ,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1、接收工程图纸 ·9、除膜 ·2、出菲林 ·10、取货 ·3



不锈钢标牌制作工艺流程
1/6 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的 性能,而且通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配 方:三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42左右,每升 三氯化铁溶液添加活性—毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑 色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉 丝均匀.表面色泽一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理·11
钛金不锈钢标牌制作工艺流程
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
编辑推荐下载
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
一、材料准备 ????先说说规格及板材选用: ????a、普通科室牌规格(常用的)是120mm*300mm或110mm*300mm ????b、其他规格有300*400mm,400*600mm,500mm*800mm,以及客户需要的特殊规格。 ????????(这些规格多做成圆弧凸起型,四边厚25mm,常用于作息时间或公司名称等) ????c、材料:~厚镜面钛金板或拉丝不锈钢板。板材厚点,成本要高些,但做的产品挺括、 美观; ??????????????但也不宜太厚,??太厚的成本太高。 ????根据自己需要,去板材加工店(有剪板机的),将需要的板材裁切好。 二、用电脑将标牌图形档编排好,然後用机将标牌的版式,用不乾胶刻出来。 ????注意,不乾胶要选用品质好的,这样粘贴在钛金(不锈钢)板上才牢固,并且烘烤後 不易脱胶。

不锈钢标牌制作工艺流程-新版
格式:pdf
大小:10KB
页数:5P
4.5
.. 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢标牌制作工艺流程热门文档

钛金(不锈钢)标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.7
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜

不锈钢标牌制作过程
格式:pdf
大小:8KB
页数:1P
4.6
深圳市金泰通精密五金有限公司 不锈钢标牌制作过程 注:以下内容为转载 不锈钢是一种特殊的材料,它的制作过程要比铜板、铝板难的多, 但是它有良好的耐大气和淡水介质腐蚀的性能,而且通过腐蚀、抛光、 拉丝后获得装饰效果十分漂亮,所以对于不锈钢来说最快的腐蚀方法 是电化学腐蚀也称电解腐蚀。 由于电化学腐蚀在标牌腐蚀中会使油墨脱落,所以标牌不适用电 化学腐蚀,特别是精细图案。化学腐蚀的主要原料是三氯化铁,下面 是三氯化铁腐蚀不锈钢的配方: 三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42 左右,每升三氯化铁溶液添加活性剂0.8—1.2毫升。该配方腐蚀出的 不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 影响三氯化铁溶液对不锈钢腐蚀的因素有: 浓度的影响。化学腐蚀我们也称微电池腐蚀其氧化还原电位愈 正,腐蚀速度相对愈快。随着浓度的增加,氧化还原电位变正腐蚀速 度随之增加。工业级的三
不锈钢标牌制作工艺流程(20200926132614)
格式:pdf
大小:31KB
页数:5P
4.5
. . 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢标牌制作工艺流程(20200926132617)
格式:pdf
大小:10KB
页数:5P
4.5
不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理
不锈钢标牌制作工艺流程精华文档
不锈钢标牌工艺流程
格式:pdf
大小:733KB
页数:2P
4.8
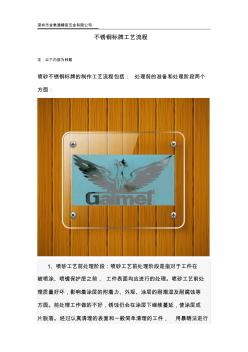
深圳市金泰通精密五金有限公司 不锈钢标牌工艺流程 注:以下内容为转载 喷砂不锈钢标牌的制作工艺流程包括:处理前的准备和处理阶段两个 方面: 1、喷砂工艺前处理阶段:喷砂工艺前处理阶段是指对于工件在 被喷涂、喷镀保护层之前,工件表面均应进行的处理。喷砂工艺前处 理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等 方面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成 片脱落。经过认真清理的表面和一般简单清理的工件,用暴晒法进行 深圳市金泰通精密五金有限公司 涂层比较,寿命可相差4-5倍。表面清理的方法很多,但被接受最普 遍的方法是:溶剂清理,酸洗,手动工具,动力工具。 2、喷砂工艺阶段:喷砂工艺是采用压缩空气为动力形成高速喷 射束,将喷料等高速喷射到需处理工件表面,使工件外表面的外表发 生变化,由于磨料对工件表面的冲击和切削作用,使工件表面获得一 定的清洁度和不同
铝合金标牌制作工艺流程
格式:pdf
大小:19KB
页数:1P
4.5
专注标识标牌行业15年 铝合金标牌制作工艺流程 1.机加成型。采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生 产。仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工, 有条件的可采用数控钻床。 2.除油。标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 3.抛光。板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 4.喷底漆。由于铝合金材料与面漆、印刷油墨的结合性较差,在铝合金面板 喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。 5.喷面漆。根据客户的要求,喷涂相应颜色的氨基漆或丙烯酸色漆。对浅 颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆 泛黄。 6.丝网印刷。

铝合金标牌制作工艺流程及厂家介绍
格式:pdf
大小:1.3MB
页数:5P
4.4
铝合金是制作标牌的主要材料之一。常见的标牌有:门牌、科室 牌、指示牌、宣传栏等等都可以用铝合金材质制作,尤其是铝合金型 材制作科室牌等产品,工艺简单,外观整洁,成本低廉。除此之外, 铝合金标牌还具有抗氧化能力强,使用寿命长等诸多优点。 铝合金型材:指示牌 制作工艺流程: 一、机加成型 采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生产。 仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工,有 条件的可采用数控钻床。 二、除油 标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 铝合金型材:楼层索引牌 三、抛光 板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 四、喷底漆 由于铝合金材料与面漆、印刷油墨
常见的标识标牌制作工艺流程与要求
格式:pdf
大小:488KB
页数:9P
4.6
标识系统的功能性可以达到“此时无声胜有声”的识别效果,标 识系统美观性使其最终视觉效果要与其所处的人文环境相和谐适应。 优质的标牌可以辅助标识系统提升整个企业,医院,学校,景区,酒 店的文化。 标牌制作工艺提出几个要求以帮助标识公司提升自身制作技术 水平,以及帮助需要制作标识的企业辩别出优、劣质标牌。 制作工艺要求: 一、铝合金型材要求: 1.铝合金型材和常用塑胶材料配件应符合铝合金标牌型材的质 量要求。 2.铝合金型材的角底偏差少于正负偏差1度。 3.平面间隙<=0.4%*b(b为型材宽度)。 二、亚克力标牌加工的要求: 1.亚克力出模热弯成形,尺寸及形状一致,表面无气泡及划痕。 2.热弯成形后表面经过粗砂、细砂、碾磨处理,保证其表面平滑 无台阶。 3.完成后表面光泽柔和均匀、无颗粒状物、无气泡、透光均匀。 三、不锈钢工艺要求: 1.不锈钢板须刨坑折弯焊接(不锈钢板
不锈钢标牌制作工艺流程最新文档

不锈钢钢管制作工艺
格式:pdf
大小:303KB
页数:5P
4.4
1、圆管制作工艺; 不锈钢管制作厂商的原材料是从鞍钢,首钢,武钢等大型钢 厂进不锈钢带,买回来后根据圆管方管或矩形管的周长来裁剪 出相应宽的的不锈钢,再将钢带加工成圆管方管。 首先将不锈钢带用轧辊旋转压制使两端翘曲为下一步工序做 准备。 使轧辊旋转压制在上一步的基础上的板,使钢板两端紧贴模 具内腔卷成一定的圆形。 在上一步基础上继续卷曲使不锈钢带卷曲成更接近成形圆钢管 的形状,使其接口距离缩短。 最后一道工序,将板滚压成圆管并向前送料,用氩弧焊枪对准板 两端接合处焊接,使之成为圆管。 方管制作工艺; 用四个带有一定圆弧的轧辊把制作好的圆管压成类似方管 的管。 再用平端的轧辊把上一步制作的管彻底压制成方管。 矩形管的制作方法也是在圆管基础上的,其工艺同方管类似。 焊缝说明:方管压制完成时候焊缝在离直角的地方大约10mm的 地方,矩形管的焊缝在较窄的一面上离直角大约10mm的地方。
不锈钢制作工艺
格式:pdf
大小:9KB
页数:2P
4.5
不锈钢制造工艺宣贯 1制造环境 1.1不锈钢压力容器及受压元件的制造,必须有独立、封闭的生产车间或专用场地,不得与黑 色金属制品或其它产品混杂生产,不锈钢压力容器如附有碳钢零件,其碳钢零部件的制造场地 应与不锈钢制作场地分开。 1.2为了防止铁离子和其他有害杂质的污染,不锈钢压力容器生产场地必须保持清洁、干燥, 地面有铺设橡胶或木质垫板,零部件半成品、成品的堆放需配有木质堆放架。 1.3不锈钢压力容器在制作过程中应使用专用滚轮架(如滚轮衬有橡胶或用胶带、布条缠绕 等)、吊夹具及其它工艺设备。起吊容器或零部件的吊缆宜采用绳制吊缆或柔性材料(如橡胶、 塑料等)铠装的金属吊缆。进入生产现场的人员应穿着鞋底不得带有铁钉等尖锐异物的工作鞋。 1.4不锈钢材料或零部件在周转和运输过程中,应配备必要的防铁离子污染和磕划伤的运送工 具。 1.5不锈钢压力容器的表面处理应有独立且配备必


钢管桩制作工艺流程
格式:pdf
大小:1.0MB
页数:3P
4.7
文档 螺旋钢管制作工艺 螺旋钢管是以带钢卷板为原材料,经常温挤压成型,以自动双丝双 面埋弧焊工艺焊接而成的螺旋缝钢管. 一、原材料即带钢卷,焊丝,焊剂。在投入前都要经过严格的理化检 验(以q345b为例q—钢的屈服强度的“屈”字汉语拼音的首位字母; 345—屈服强度数值,单位mpa;b—质量等级为b级。)。 1q345b化学成分c:≤0.20%,si≤0.50%,mn:≤1.70%,p≤0.035%, s:≤0.035%,nb≤0.07%,v:≤0.15%,ti≤0.20%,cr≤0.30%,ni:≤0.50%, cu:≤0.30%,n:≤0.012%,mo:≤0.10% 2q345b力学性能屈服强度:≤16mm:≤345,16-40mm:≤335,40-63mm: ≤325,63—80mm:≤315,80—100m:≤305,100—150mm:≤285,


钢筋制作工艺流程
格式:pdf
大小:62KB
页数:4P
4.5
1 预制场地验收 钢筋规格数量计算 钢筋进料 钢筋验收 钢筋绑扎、安装 钢筋加工检验 钢筋绑扎、安装检验 进入下一道工序 钢筋下料、加工 施工工艺设计 不合格 不合格 不合格 钢筋检查、试验、报验 电缆槽、遮板钢筋制作工艺流程 合格 合格 钢筋常用的分类钢筋种类很多,通常按化学成分、生产工艺、轧制外形、供应形式、直径 大小,以及在结构中的用途进行分类: (一)按轧制外形分 (1)光面钢筋:i级钢筋(q235钢钢筋)均轧制为光面圆形截面,供应形式有盘圆,直径不大 于10mm,长度为6m~12m。 2 (2)带肋钢筋:有螺旋形、人字形和月牙形三种,一般ⅱ、ⅲ级钢筋轧制成人字形,ⅳ级钢筋 轧制成螺旋形及月牙形。 (3)钢线(分低碳钢丝和碳素钢丝两种)及钢绞线。 (4)冷轧扭钢筋:经冷轧并冷扭成型。 (二)按直径大小分 钢丝(直径3~5mm)、细钢筋(直径6~10
不锈钢标牌制作工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:岩土设计师
擅长专业:土建 安装 装饰 市政 园林


