

不锈钢标牌工艺流程
格式:pdf
大小:733KB
页数:2P
人气 :76
 4.8
4.8
深圳市金泰通精密五金有限公司 不锈钢标牌工艺流程 注:以下内容为转载 喷砂不锈钢标牌的制作工艺流程包括: 处理前的准备和处理阶段两个 方面: 1、喷砂工艺前处理阶段:喷砂工艺前处理阶段是指对于工件在 被喷涂、喷镀保护层之前, 工件表面均应进行的处理。喷砂工艺前处 理质量好坏,影响着涂层的附着力、外观、涂层的耐潮湿及耐腐蚀等 方面。前处理工作做的不好,锈蚀仍会在涂层下继续蔓延,使涂层成 片脱落。经过认真清理的表面和一般简单清理的工件, 用暴晒法进行 深圳市金泰通精密五金有限公司 涂层比较,寿命可相差 4-5倍。表面清理的方法很多,但被接受最普 遍的方法是:溶剂清理,酸洗,手动工具,动力工具。 2、喷砂工艺阶段:喷砂工艺是采用压缩空气为动力形成高速喷 射束,将喷料等高速喷射到需处理工件表面, 使工件外表面的外表发 生变化,由于磨料对工件表面的冲击和切削作用, 使工件表面获得一 定的清洁度和不同




不锈钢标牌制作工艺流程
不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好得耐大气与淡水介质腐蚀得性能,而且通 过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺得主要原料就是三氯化铁,下面就是三氯化铁腐蚀不锈钢得配方:三氯化铁、 活性剂、水.配方中三氯化铁得波美度应保持在42左右,每升三氯化铁溶液添加活性0、8—1、 2毫升。按该配方腐蚀出得不锈钢底面平整光洁,无黑色得钝化膜与麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌、凸字标牌与凸凹字结合标牌这三种。?腐蚀标牌得基本要求: 图案美观、线条清晰、深度合适、底面平整、色彩饱满、拉丝均匀、表面色泽一致。?腐蚀 标牌得特点:抗腐蚀,抗氧化性能好,耐候、耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1、接收工程图纸·9、除膜 ·2、出菲林·10、取货 ·3
不锈钢标牌制作工艺流程
1/6 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的 性能,而且通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配 方:三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42左右,每升 三氯化铁溶液添加活性—毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑 色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉 丝均匀.表面色泽一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理·11
编辑推荐下载
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.6
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司 名稱標牌等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些, 但做的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘 烤後不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜貼平整、牢固的附著,需要加熱貼好膜的板材
钛金不锈钢标牌制作工艺流程
格式:pdf
大小:6KB
页数:2P
4.6
一、材料准备 ????先说说规格及板材选用: ????a、普通科室牌规格(常用的)是120mm*300mm或110mm*300mm ????b、其他规格有300*400mm,400*600mm,500mm*800mm,以及客户需要的特殊规格。 ????????(这些规格多做成圆弧凸起型,四边厚25mm,常用于作息时间或公司名称等) ????c、材料:~厚镜面钛金板或拉丝不锈钢板。板材厚点,成本要高些,但做的产品挺括、 美观; ??????????????但也不宜太厚,??太厚的成本太高。 ????根据自己需要,去板材加工店(有剪板机的),将需要的板材裁切好。 二、用电脑将标牌图形档编排好,然後用机将标牌的版式,用不乾胶刻出来。 ????注意,不乾胶要选用品质好的,这样粘贴在钛金(不锈钢)板上才牢固,并且烘烤後 不易脱胶。
不锈钢标牌工艺流程热门文档

不锈钢标牌制作工艺流程-新版
格式:pdf
大小:10KB
页数:5P
4.5
.. 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3

钛金(不锈钢)标牌制作工艺流程
格式:pdf
大小:11KB
页数:2P
4.7
鈦金(不銹鋼)標牌製作工藝流程 一、材料準備 先說說規格及板材選用: a、普通科室牌規格(常用的)是120mm*300mm或110mm*300mm b、其他規格有300*400mm,400*600mm,500mm*800mm,以及客戶需要的特殊規格。 (這些規格多做成圓弧凸起型,四邊厚25mm,常用于作息時間或公司名稱標牌 等) c、材料:0.6~0.8mm厚鏡面鈦金板或拉絲不銹鋼板。板材厚點,成本要高些,但做 的產品挺括、美觀; 但也不宜太厚,太厚的成本太高。 根據自己需要,去板材加工店(有剪板機的),將需要的板材裁切好。 二、用電腦將標牌圖形檔編排好,然後用刻字機將標牌的版式,用不乾膠刻出來。 注意,不乾膠要選用品質好的,這樣粘貼在鈦金(不銹鋼)板上才牢固,並且烘烤後 不易脫膠。 三、將刻好的不乾膠準確的貼在板材上,使膜

不锈钢标牌制作过程
格式:pdf
大小:8KB
页数:1P
4.6
深圳市金泰通精密五金有限公司 不锈钢标牌制作过程 注:以下内容为转载 不锈钢是一种特殊的材料,它的制作过程要比铜板、铝板难的多, 但是它有良好的耐大气和淡水介质腐蚀的性能,而且通过腐蚀、抛光、 拉丝后获得装饰效果十分漂亮,所以对于不锈钢来说最快的腐蚀方法 是电化学腐蚀也称电解腐蚀。 由于电化学腐蚀在标牌腐蚀中会使油墨脱落,所以标牌不适用电 化学腐蚀,特别是精细图案。化学腐蚀的主要原料是三氯化铁,下面 是三氯化铁腐蚀不锈钢的配方: 三氯化铁、活性剂、水。配方中三氯化铁的波美度应保持在42 左右,每升三氯化铁溶液添加活性剂0.8—1.2毫升。该配方腐蚀出的 不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 影响三氯化铁溶液对不锈钢腐蚀的因素有: 浓度的影响。化学腐蚀我们也称微电池腐蚀其氧化还原电位愈 正,腐蚀速度相对愈快。随着浓度的增加,氧化还原电位变正腐蚀速 度随之增加。工业级的三
不锈钢标牌工艺流程精华文档
不锈钢标牌制作工艺流程(20200926132614)
格式:pdf
大小:31KB
页数:5P
4.5
. . 不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3
不锈钢标牌制作工艺流程(20200926132617)
格式:pdf
大小:10KB
页数:5P
4.5
不锈钢标牌工艺简介 不锈钢标牌其材质为304不锈钢,具有有良好的耐大气和淡水介质腐蚀的性能,而且 通过腐蚀、抛光、拉丝后获得装饰效果十分高档漂亮。 化学腐蚀工艺的主要原料是三氯化铁,下面是三氯化铁腐蚀不锈钢的配方:三氯化铁、活 性剂、水。配方中三氯化铁的波美度应保持在42左右,每升三氯化铁溶液添加活性0.8—1.2 毫升。按该配方腐蚀出的不锈钢底面平整光洁,无黑色的钝化膜和麻点状。 不锈钢标牌特点 不锈钢标牌大体分为凹字标牌.凸字标牌和凸凹字结合标牌这三种。 腐蚀标牌的基本要求:图案美观.线条清晰.深度合适.底面平整.色彩饱满.拉丝均匀.表面色泽 一致。 腐蚀标牌的特点:抗腐蚀,抗氧化性能好,耐候.耐溶剂性较强; 形状特点:立体感强烈,保留金属色泽,边缘轮廓明显。 不锈钢标牌制作工艺流程 ·1.接收工程图纸·9.除膜 ·2.出菲林·10.取货 ·3.板材处理
不锈钢工艺流程
格式:pdf
大小:12KB
页数:4P
4.3
不锈钢工艺流程及主要流程检测系统 不锈钢厂建于2005年10月,现有不锈钢炼钢(于2005年12月建成投产)、不锈钢热 轧(热轧即以前的炉卷工序,于2003年建成投产)、不锈钢冷轧(于2007年11月建成投产) 三大生产工序。 不锈钢已经具备年产65万吨不锈钢钢坯、60万吨不锈钢热轧带钢、35万吨不锈钢热轧 退火酸洗带钢和18万吨冷轧退火酸洗带钢及不锈钢中厚板的生产能力,酒钢不锈钢厂以建 设国际一流不锈钢生产企业为目标,实施科学化人本化管理,发挥装备优势,突出技术创新 和产品开发,不断提升产品质量,目前已能够成熟生产sus304、sus304l、sus316、 sus316l、sus430、sus410、sus410s、sus420j1、suh409l、suh409li等钢种。 下面分别对三大工序进行介绍: 一、不锈钢炼钢工序: 不锈钢炼钢

不锈钢保温杯工艺流程
格式:pdf
大小:30KB
页数:3P
4.8
保温杯是用不锈钢管为主要原材料生产而成,大致生产工艺流程图: 1、外壳加工流程 外管领料—割管—胀形—分段—胀形—滚中角—缩底—割底—冲筋—平上口—冲底—平底 口—清洗烘干—检验敲坑—合格外壳 2、内壳加工流程(有两种,此流程为觉流程。另一种为冲压而成,但冲压的局限性大) 内管领料—割管—平管—胀形—滚上角—平上口—平底口—滚螺纹—清洗烘干—检验敲坑 —对焊—试水检漏—烘干—合格内胆 3、外壳和内壳装配流程 配杯口—焊口—压中底—焊底—检焊口焊底—中底点焊吸气剂—抽真空—测温—电解—抛 光—测温—检验抛光—压外底—喷漆—抽检测温—检验喷漆—丝印—包装—成品入库 二、生产工艺简要说明 1、割管:用车床,具体按《割管作业指导书》执行,要求尺寸准确,及时发现不良品、料 废,操作中要避免产生凹坑、凹点、麻点、报废品。 2、水胀:用水胀压机,具体按《水胀作
不锈钢标牌工艺流程最新文档
不锈钢钣金加工的工艺流程
格式:pdf
大小:23KB
页数:2P
4.3
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于0.2,但只能加工无孔无切角的条料或块料。 ②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③.nc数控下料,nc下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成nc数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构受刀具结构所至,成本低,精度于0.15。 ④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同nc 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1. ⑤.锯床:主要用下铝型材


不锈钢饰品铸造的工艺流程
格式:pdf
大小:15KB
页数:7P
4.4
不锈钢饰品铸造的工艺流程 学院:机电学院 班级:z1005 学号:0649100506 姓名:王治群 1、制版 失蜡浇铸需要蜡版,而蜡版的批量制作则需要用银版压制的橡胶模。它是不锈钢饰品 制作工艺中要求最高的工序,要求所制银板的表面,镂空部位和背面光洁无痕,要求银板的 各部分结构合理,镶嵌钻石的位置尺寸准确无误,有些还要求对镶嵌部位进行预加工。准备 好银版后才可以进入失蜡浇铸工艺流程。 目前使用的制版工艺主要有:手工雕蜡版,电脑雕蜡版和手起银版。三种工艺各有优 点,相互补充。 手工雕蜡版即用石蜡雕出设计图纸上的造型,再利用失蜡浇铸的方法倒出银版;电脑 雕蜡版不同于手工雕蜡的是它是通过电脑3d软件与喷蜡机相结合,做出蜡模造型,再使用 失蜡浇铸的方法倒出银版;而手制银版,就是制版师傅直接手工制作设计图上的模型。由于 手工雕蜡版制版速度快,雕蜡过程修改容易,工
不锈钢雕塑工艺流程
格式:pdf
大小:396KB
页数:4P
4.3
精选 不锈钢雕塑——时代新宠 作者:广州凰宁景观工程有限公司—张自胜 不锈钢雕塑,简单理解就是用不锈钢做的雕塑,统称为不锈钢雕塑。不锈钢 学名叫不锈耐酸钢,通俗一些就是在空气中不容易生锈,或者耐化学物质腐蚀。 不锈钢在中国起步并不晚,新中国成立后,50年代初期就开始了研究和生产不 锈钢,并于1952年制定了我国自己的不锈钢技术标准,不过一直到改革开放初 期,不锈钢这个词一直属于非常专业的词汇,仅活跃局部的专业领域,根本无法 进入寻常百姓家,人们大都听说都没有听说过,更难得一见。此时的不锈钢属于 短缺资源或管控物质,仅被用于特殊领域。时至1985年后,伴随着改革开放的 脚步,不锈钢的生产、应用也迎来了新的春天,不锈钢的名字开始进入普通市民 的听觉范围,不锈钢的产品开始映入老百姓的眼睑。一些不锈钢制品逐渐的进入 了寻常百姓家,由于不锈钢制品光泽银亮、硬朗的质感、易于成型,
不锈钢实验流程
格式:pdf
大小:123KB
页数:9P
4.6
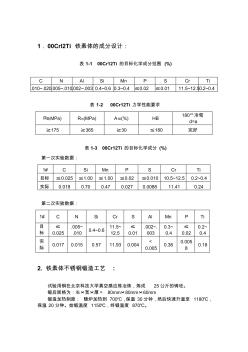
1.00crl2ti铁素体的成分设计: 表1-100cr12ti的目标化学成分范围(%) cnalsimnpscrti .010~.020.005~.010.002~.0030.4~0.60.3~0.4≤0.02≤0.0111.5~12.50.2~0.4 表1-200cr12ti力学性能要求 re(mpa)rm(mpa)a50(%)hb180°冷弯d=a ≥175≥365≥30≤180完好 表1-300cr12ti的目标化学成分(%) 第一次实验数据: 1#csimnpscrti 目标≤0.025≤1.00≤1.00≤0.02≤0.01010.5~12.50.2~0.4 实际0.0180.700.470.0270.008811.410.24 第二次实验数据:

不锈钢与不锈钢制品生产技术工艺流程及质量检验标准实用手册
格式:pdf
大小:7KB
页数:4P
4.7
不锈钢与不锈钢制品生产技术工艺流程及质量检验标准实用手册 定价998优惠价490 作者陈爱莲 册数规格全四卷+1cd16开精装 出版社吉林音像出版社2004年3月出版不锈钢与不锈钢制品生产技术工艺流程及质量检验标 准实用手册 不锈钢与不锈钢制品生产技术工艺流程及质量检验标准实用手册 详细目录 第一篇最新不锈钢与不锈钢制品生产技术工艺流程及质量检验标准 不锈钢卡压式管件用橡胶o形密封圈(gb/t19228.3—2003) 不锈钢卡压式管件(gb/t19228.1—2003) 不锈钢卡压式管件连接用薄壁不锈钢管(gb/t19228.2—2003) 不锈钢塑料复合管(gj/t184—2003) 轴式水轮机不锈钢叶片铸件(jb/t7350—2002) 高碳铬不锈钢滚动轴承零件热处理技术条件(jb/t1460—2002) 混流式水轮机焊接转轮不
铝合金标牌制作工艺流程
格式:pdf
大小:19KB
页数:1P
4.5
专注标识标牌行业15年 铝合金标牌制作工艺流程 1.机加成型。采用机加工成型后喷漆,使其安装尺寸统一规范且可批量生 产。仪器喷漆面板的加工对尺寸要求较严格,需要有经验的钳、铣工, 有条件的可采用数控钻床。 2.除油。标识为了使铝板表面对印刷涂料有一定的亲合性,要把板材表面 的油污除去,一般封装油污可先用细软锯末揩除,再用有机溶剂去油; 机加工中的油污则可用有机溶剂或碱性溶液化学除油。 3.抛光。板材表面有划痕,应先刮抹一层腻子,使其平滑,并依客户的要 求选择是机械抛光、化学抛光,还是电化学抛光。 4.喷底漆。由于铝合金材料与面漆、印刷油墨的结合性较差,在铝合金面板 喷面漆之前需要喷一层约0.01mm厚的环氧锌黄底漆。 5.喷面漆。根据客户的要求,喷涂相应颜色的氨基漆或丙烯酸色漆。对浅 颜色漆尤其是白色漆,其干燥温度和干燥时间应严格掌握,否则白色漆 泛黄。 6.丝网印刷。
奥氏体不锈钢弹簧钢丝生产工艺流程
格式:pdf
大小:12KB
页数:2P
4.7
奥氏体不锈钢弹簧钢丝生产工艺流程: 1)流程图: 盘条表面处理拉丝固溶处理拉丝 入库包装检验 2)简述: 盘条:从上海宝钢等钢厂采购回原料后(φ5.5—11mm)需进厂 检验,包括表面(是否存在结疤、裂纹、折叠、耳子等缺陷)和尺寸 检验,还包括力学性能检验,不同炉号原料进行化学元素分析抽检。 表面处理:盘条或经过固溶处理的钢丝沾皮膜剂后烘干,皮膜剂 的作用是在钢丝表面形成一层粗糙、多孔、能吸附和携带拉丝粉的载 体,拉丝时借助这层润滑载体将拉丝粉带入模具中。 皮膜剂使用为外购指定厂家。 拉丝:依靠冷加工强化达到标准规定或客户要求的强度。在拉丝 前根据其冷加工强化系数,计算总减面率,确定成前尺寸。成品需经 过多道次拉拔,使用6/600、8/450直进式拉丝机。 拉丝模的使用:一般成品线径≥2.0mm以上采用硬质合金模,线 径<2.0mm时采用钻石模; 拉丝粉的使用
不锈钢标牌工艺流程相关
文辑推荐
知识推荐
百科推荐


职位:BIM建模设计师
擅长专业:土建 安装 装饰 市政 园林


