




 不锈钢薄板激光切孔工艺研究
不锈钢薄板激光切孔工艺研究 不锈钢薄板激光切孔工艺研究
利用连续光纤激光器,通过对0.3mm不锈钢薄板进行激光打孔试验,分析了激光功率、切割速度、加速度/减速度和调制频率对孔质量的影响。实验结果表明,要得到较好的孔效果,不能单一只考虑一个参数,需要进行综合分析,选择合适的参数,提高孔的质量和生产效率。
编辑推荐下载
浅析不锈钢薄板的拉深 浅析不锈钢薄板的拉深
格式:pdf
大小:39KB
页数:1P
 4.6
4.6
不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人们的青睐,愈来愈广泛地用于很多行业。由于这类产品外观质量要求较高,在产品的整个加工过程中,要保证高光亮度的产品表面
不锈钢薄板类工件的车削工艺 不锈钢薄板类工件的车削工艺
格式:pdf
大小:111KB
页数:2P
4.8
我公司承揽的风电项目中,需要加工一批不锈钢(1cr18ni9)材质的薄板类密封环(见图1)。现介绍该类密封环的车序加工工艺措施,为解决不锈钢薄板类工件的加工提供一种新方法。
不锈钢薄板的钻孔热门文档

不锈钢薄板冲压拉深加工要点
格式:pdf
大小:128KB
页数:4P
4.5
1/4 不锈钢薄板冲压拉深加工要点 不锈钢因其优异的性能而广泛应用于工业生产中,但其冲压加工性能较差,零件表面易划伤,模具易 产生粘结瘤,导致冲压质量和生产效率受到极大的影响。这就要求在冲压加工过程中从模具结构、模具材 料、热处理及润滑等方面着手,提高零件质量和模具寿命,更好地解决不锈钢冲压过程中存在的问题。 1.不锈钢薄板冲压特点 (1)屈服点高、硬度高、冷作硬化效应显着、易出现裂口等缺陷。 (2)导热性比普通碳钢差,导致所需变形力大,冲裁力、拉深力大。 (3)拉深时塑性变形剧烈硬化,薄板拉深易起皱或掉底。 (4)拉深模具易出现粘接瘤现象,导致零件外径严重划伤。 (5)拉深时,难以达到预期的形状。 2.解决不锈钢薄板冲压拉深问题的途径 分析认为,以上问题的产生,是由不锈钢本身的性能决定的,主要受以下五个方面的因素影响:一 是原材料性能;二是模具的结构及冲压速度;三是模

不锈钢薄板制作工艺
格式:pdf
大小:3.0MB
页数:8P
4.4
图一:t=1.5不锈钢sus316风管 法兰内口与风管满焊。 图二:t=1.5不锈钢sus316风管 加强筋采用同材质的30*40*30的u型钢沿气流方向加强,加强间距≤400mm,均匀 花焊 图三:t=1.5不锈钢sus316风管 法兰外口与风管铆接,铆钉φ4*12sus316,间距≤150mm 图四:t=1.5不锈钢sus316风管 风管中部采用楞(压)筋加强,槽口深度φ6^φ8,加强筋间距≤400mm 图五:t=1.5不锈钢sus316风管 风管对角折边成型,满焊。风管焊接完成后整体钝化处理,去除焊接氧化层。 图六:t=1.0不锈钢sus316风管 法兰外口与风管铆接,内口翻边5^7mm 图七:t=1.0不锈钢sus316风管 风管支管采用楞(压)筋加强,与主管翻边铆接 图八:t=1.0不锈钢s
不锈钢薄板冲压拉深加工要点 不锈钢薄板冲压拉深加工要点
格式:pdf
大小:139KB
页数:2P
4.4
不锈钢因其优异的性能而广泛应用于工业生产中,但其冲压加工性能较差,零件表面易划伤,模具易产生粘结瘤,导致冲压质量和生产效率受到极大的影响。这就要求在冲压加工过程中从模具结构、模具材料、热处理及润滑等方面着手,提高零件质量和模具寿命,更好
不锈钢薄板的钻孔精华文档
TIG焊接不锈钢薄板
格式:pdf
大小:60KB
页数:7P
4.4
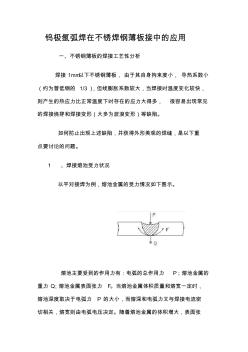
钨极氩弧焊在不锈焊钢薄板接中的应用 一、不锈钢薄板的焊接工艺性分析 焊接1mm以下不锈钢薄板,由于其自身拘束度小,导热系数小 (约为普低钢的1/3),但线膨胀系数较大,当焊接时温度变化较快, 则产生的热应力比正常温度下时存在的应力大得多,很容易出现常见 的焊接烧穿和焊接变形(大多为波浪变形)等缺陷。 如何防止出现上述缺陷,并获得外形美观的焊缝,是以下重 点要讨论的问题。 1、焊接熔池受力状况 以平对接焊为例,熔池金属的受力情况如下图示。 熔池主要受到的作用力有:电弧的总作用力p;熔池金属的 重力q;熔池金属表面张力f。当熔池金属体积质量和熔宽一定时, 熔池深度取决于电弧力p的大小,而熔深和电弧力又与焊接电流密 切相关,熔宽则由电弧电压决定。随着熔池金属的体积增大,表面张 力f也随着增大,造成表面张力不能平衡电弧作用力p和熔池金属的 重力q,此时熔池

不锈钢薄板焊接
格式:pdf
大小:377KB
页数:5P
4.7
薄壁不锈钢板的tig自动焊接 陈春阳 昆山华恒焊接设备技术有限公司215301 摘要:随着我国不锈钢市场的不断扩大,不锈钢板的消费量也逐年增加,薄壁不锈钢板也已经深入到各种 生产制造领域中,因此薄壁不锈钢板的焊接也就成为生产制造中一个重要工序,由薄壁不锈钢板自身的焊 接工艺特点决定了其焊接存在的难度,本文着重介绍薄壁不锈钢板的tig焊接工艺。 关键词:薄壁不锈钢板tig焊接焊接工艺 前言: 不锈钢在我国的使用量正逐年增加,不锈钢的使用量由1988年的30万吨增加到2000 年的165万吨,年增长率为15.26%。而在不锈钢的使用中以薄板为主,2000年薄板的消费 量为91万吨,占到使用总量的一半。而且薄壁不锈钢板也已经应用到国民生产和生活的各 个领域,如:食品加工行业,主要制造食品加工机械;压力容器行业,主要是机电和化工部 门;电力工业。另外还有一些
浅谈不锈钢薄板容器的焊接 浅谈不锈钢薄板容器的焊接
格式:pdf
大小:288KB
页数:2P
4.6
对6~8mm薄板不锈钢容器的焊接进行了实践,提出了"焊条电弧焊+埋弧自动焊"组合焊接法,解决了焊缝外观成形较差、工作效率低、成本高、劳动强度大等缺点,取得了良好的结果。
不锈钢薄板的钻孔最新文档
不锈钢薄板拉伸时出现的问题及对策
格式:pdf
大小:90KB
页数:3P
4.4
不锈钢薄板拉伸时出现的问题及对策 来源:机械专家网发布时间:2007-10-07 摘要:针对不锈钢薄板拉深特性,提出了选择模具材料、模具制造、工艺润滑方面的注意点,以确保产品质 量和模具寿命。 关键词:不锈钢;拉深;粘结瘤 0引言 不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人们的青睐,愈来愈广泛 地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类产品外观质量要求较高,在产品的整个加 工过程中,要保证高光亮度的产品表面不划伤和擦伤难度确实很大,特别是由于不锈钢薄板拉深特性所带来 的模具选材、热处理、加工及工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。 1不锈钢薄板拉深特点及粘结瘤 由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特点如下: 1)因导热性比普通低碳钢差,导致所需变形力大; 2
不锈钢薄板的焊接技术探讨 不锈钢薄板的焊接技术探讨
格式:pdf
大小:83KB
页数:3P
4.4
本文主要分析了不锈钢薄板的焊接方法及其研究现状,分析认为,钨极氩弧焊即非熔化极氩弧焊最适合焊接较薄的不锈钢钢板。因为tig焊焊接时热量集中,热影响区小,变形小。
不锈钢薄板容器的焊接方法 不锈钢薄板容器的焊接方法
格式:pdf
大小:121KB
页数:1P
4.6
对6~8mm薄板不锈钢容器的焊接进行了实践,提出了"焊条电弧焊+埋弧自动焊"组合焊接法,解决了焊缝外观成形较差、工作效率低、成本高、劳动强度大等缺点,取得了良好的结果。
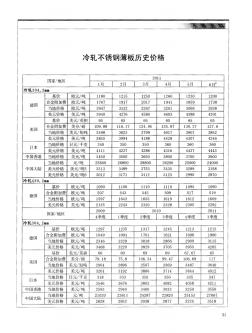
冷轧不锈钢薄板、板和带材标准
格式:pdf
大小:126KB
页数:4P
4.4
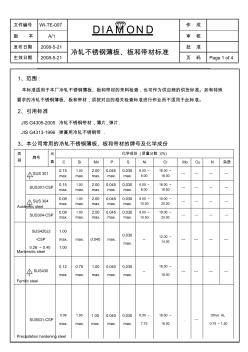
文件编号wi-te-007diamond作成 版本a/1审核 发布日期2008-5-21 冷轧不锈钢薄板、板和带材标准 批准 生效日期2008-5-21页码page1of4 类 别 牌号 元 素 化学成份(质量分数)(%) csimnpsnicrmocun杂质 austeniticsteel sus301 0.15 max. 1.00 max. 2.00 max. 0.045 max. 0.030 max. 6.00~ 8.00 16.00~ 18.00 ------------ sus301-csp0.15max. 1.00 max. 2.00 max. 0.045 max. 0.030 max. 6.00~ 8.00 16.00~ 18.00 ----------
不锈钢薄板拉伸存在问题及对策
格式:pdf
大小:33KB
页数:3P
4.4
不锈钢薄板拉伸存在问题及对策 字体大小:大-中-小judebxg发表于10-06-0308:23阅读(64)评论(0)分类: 不锈钢产品以其精美的外表、优良的抗腐蚀性、抗高温氧化性及高低温强度而颇得人们的青睐,愈来 愈广泛地用于装饰、轻工、民用五金、厨房设备及用具等行业。由于这类产品外观质量要求较高,在产品 的整个加工过程中,要保证高光亮度的产品表面不划伤和擦伤难度确实很大,特别是由于不锈钢薄板拉深 特性所带来的模具选材、热处理、加工及工艺润滑等问题直接影响到产品质金、产量、成本及模具寿命。 1不锈钢薄板拉深特点及粘结瘤 由于不锈钢的屈服点高,硬度高,冷作硬化效应显著,不锈钢薄板进行拉深时其特点如下: 1)因导热性比普通低碳钢差,导致所需变形力大; 2)不锈钢薄板拉深时,塑性变形剧烈硬化,薄板拉深时容易起皱,满要较大的压边力; 3)板料在拉
不锈钢薄板的钻孔相关
文辑推荐
知识推荐
百科推荐


职位:消防预结算设计员
擅长专业:土建 安装 装饰 市政 园林


