

不锈钢304焊接工艺评定报告
格式:pdf
大小:257KB
页数:12P
人气 :63
 4.8
4.8
焊 接 工 艺 评 定 报 告 评 定 报 告 编 号: QAP-47 焊接工艺指导书编号: QA-47 焊 接 方 法: SMAW 母 材: TP304 规格: φ60.3×3.91 焊接材料:(H0Gr21Ni10) 规格:φ2.4mm 江苏启安建设集团有限公司 2009年 7月 18日 焊接工艺评定报告 PQR 焊接工艺评定报告编号 PQR PQR2009006 页数 page 1of4 焊接工艺指导书编号 执行标准 Welding Procedure Instruction No. WPS2009006 Acceptance Criteria ASME 第 IX 卷 焊接方法 Welding Process GTAW 操作类型 (手工、自动、半自动 ) Operation Type (Manual、Automatic、Semi-Auto) 手工 焊接接头 Joints




不锈钢304焊接工艺评定报告PQR
1/131/13 焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ60.3×3.91 焊接材料:(h0gr21ni10)规格:φ2.4mm 江苏启安建设集团有限公司 2009年7月18日 2/132/13 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteria asme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、au

不锈钢304焊接工艺评定报告 (2)
焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ× 焊接材料:(h0gr21ni10)规格:φ 江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteriaasme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动
编辑推荐下载
不锈钢304焊接工艺评定报告PQR (2)
格式:pdf
大小:276KB
页数:13P
4.6
1/131/13 焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ60.3×3.91 焊接材料:(h0gr21ni10)规格:φ2.4mm 江苏启安建设集团有限公司 2009年7月18日 2/132/13 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteria asme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、au
不锈钢304焊接工艺评定报告PQR(全氩弧)资料
格式:pdf
大小:229KB
页数:11P
4.5
焊接工艺评定报告 pqr558-(ⅵ-ⅵ-1)-b8-gtaw-6gt 目录 1、焊接工艺评定指导书 2、焊接工艺评定报告 **集团有限公司 2013年月日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqr558pqr2013-11-01页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2013-11-01acceptancecriteriasy/0452-2002 焊接方法 weldingprocessgtaw 操作类型(手工、自动、半自动) operationtype(manual、automatic、semi-auto)手工 焊接接头joints(试板坡口设计groovedesingoftestcoupon) 对于组合评定,应
不锈钢304焊接工艺评定报告热门文档
焊接工艺评定报告-304不锈钢
格式:pdf
大小:125KB
页数:6P
4.8
柔性管304不锈钢焊接工艺评定报告 编号:编号有公司确定 编制: 焊接责任 技术人员: 批准: 单位: 日期:年月日 表b-1焊接工艺评定报告目录 序号报告名称报告编号页数 1 2 3 4 5 6 7 8 9 10 11 12 13 14 15 16 17 18 19 20 表b-2焊接工艺评定报告 共页第页 工程(产品)名称304不锈钢评定报告编号 委托单位工艺指导书编号 项目负责人依据标准 《锅炉及压力容器焊接、钎接 和粘接评定规范》(asme ⅸ) 试样焊接单位河北恒安泰油管有限公司施焊日期 焊工资格代号级别 母材钢号规格供货状态调质生产厂家 化学成分和力学性能 c (%) mn (%) si (%) cr (%) ni (%) s
不锈钢焊接工艺评定报告PQR
格式:pdf
大小:306KB
页数:16P
4.7
焊接工艺评定报告 评定报告编号:qap-47 焊接工艺指导书编号:qa-47 焊接方法:smaw 母材:tp304规格:φ× 焊接材料:(h0gr21ni10)规格:φ 江苏启安建设集团有限公司 2009年7月18日 焊接工艺评定报告pqr 焊接工艺评定报告编号pqrpqr2009006页数page1of4 焊接工艺指导书编号执行标准 weldingprocedureinstructionno.wps2009006acceptancecriteriaasme第ix卷 焊接方法 weldingprocessgtaw 操作类型(手工、自动

双相不锈钢S32304焊接工艺评定报告
格式:pdf
大小:281KB
页数:6P
4.5
焊接工艺评定报告 pqr-2018-02 目录 1、焊接工艺评定指导书 2、焊接工艺评定报告 上海电气集团股份有限公司 2018年08月26日 表1预焊接工艺规程(pwps) 单位名称:上海电气集团股份有限公司 预焊接工艺规程编号:pwps-2018-02日期:2018.08.20所依据焊接工艺评定报告编号 pqr-2018-02 焊接方法gtaw+smaw机动化程度:手工 焊接接头: 口形式:不对称x型 衬垫(材料及规格)/ 其他/ 简图:(接头形式、坡口形式与尺寸、焊层、焊 道布置及顺序) 母材: 类别号fe-10h组别号fe-10h-1与类别号fe-10h组别号fe-10h-1相焊或 标准号hsdh0204-2016材料代号s32304与标准号hsdh0204-2016材料代号s32304

不锈钢焊接工艺评定
格式:pdf
大小:198KB
页数:11P
4.4
受控状态文件编号: of/gyhj-01 发放编号00版本号:a 版 ? 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 2/112/112 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 ? 3/113/113 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d6
不锈钢304焊接工艺评定报告精华文档
不锈钢管对接焊接工艺评定报告 (2)
格式:pdf
大小:202KB
页数:11P
4.8
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯
不锈钢管对接焊接工艺评定报告
格式:pdf
大小:200KB
页数:11P
4.8
共10页第1页 焊接工艺评定报告焊评编号(wps-2006.) wps-2006-01-01 焊接方法 gtaw 手工钨极氩弧 焊 母 材 钢号0cr18ni9------ 类别、组别号ⅶ-1------ 焊接材料 er308 h0cr21ni10 厚度6mm------ 直径------------ 适用厚度范 围 母材焊缝金属 1.5mm-12mm0<t≤12mm 接头型式平板对接接头热处理状态------- 评定标准jb4708-2000 目次 页次 1、焊接工艺评定报告⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (2~4) 2、焊接工艺评定指导书(任务书)⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯ (5~6) 3、焊评施焊记录表⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯

不锈钢焊接工艺评定报告及指导书PQR
格式:pdf
大小:19KB
页数:5P
4.7
page1of4pqr&wpsforstainlesssteelwelding 不锈钢焊接工艺评定报告及指导书 pqr&wpsforstainlesssteelwelding page2of4pqr&wpsforstainlesssteelwelding 目录 1概述general...................................................................................3 2储罐一览表basicdatesheetofthesteelplate................................3 3焊接工艺评定报告pqr.......................................................
焊接工艺评定报告 (4)
格式:pdf
大小:65KB
页数:5P
4.6
焊接工艺评定报告书 评定报告书编号:01—d1—26 材料牌号:q235b+q235b 材料规格:t1=14mm,t2=6mm 焊缝型式:板材角焊缝(水平) 焊接方法:手工电弧焊 试件编号: 填报日期:2011年7月6日 枣庄市凯博机械制造有限公司 焊接工艺作业指导书 单位名称:枣庄市凯博机械制造有限公司 焊接工艺指导书编号:11—01a日期:2011年6月26日 焊接工艺评定报告编号:01—d1—26 焊接方法:手工电弧焊机械化程度:手工 焊接接头: 坡口形式:k型 衬垫(材料及规格):无 其他:全焊透角焊缝 简图:(接头形式、、坡口形式与尺寸、焊层、 焊道布置及顺序) 母材: 类别号ⅰ组别号ⅰ--1与类别号ⅰ组别号ⅰ--1相焊及 标准号gb3274钢号q235b与标准号gb3274
不锈钢304焊接工艺评定报告最新文档

焊接工艺评定报告 (4)
格式:pdf
大小:303KB
页数:13P
4.4
焊接工艺评定报告 评定单位:无锡林亿机械制造有限公司 评定日期:2015-03-28 焊接工艺评定存档目录 焊接工艺评定文件资料编号 序号项目名称编号页码备注 1焊接工艺评定报告hpb-2015-012 2焊接工艺评定任务书hpr-2015-016 3预焊接工艺规程hgc-15-017 4焊接工艺卡hgk-15-0110 5施焊及焊缝外观检查记录hj-12-04-2011 6工艺评定试件委托单hsw-15-0112 7工艺评定试件试验报告hsb-15-0113 8无损检测报告jh-hd-zxyy-15-0314 9焊接工艺评定试件编号表hpsbh-0117 说 明 存档日期:2015.4.28 焊接工艺评定报告共4页第1页 单位名称:无锡林亿机械制造有限公司 焊接工艺

不锈钢焊接工艺评定资料
格式:pdf
大小:187KB
页数:10P
4.7
受控状态文件编号:of/gyhj-01 发放编号00版本号:a版 焊接工艺评定报告 编制:桑叶日期:2012年02月28日 审核:陈海强日期:2011年02月28日 批准:陈明华日期:2011年02月28日 编号:pqr-01 焊接工艺评定书 (不锈钢管-手工氩弧焊) 目录 一、焊接工艺评定任务书(表1) 二、焊接工艺指导书(表2) 三、焊接工艺评定报告(表3) 四、焊接工艺评定施焊记录表(表4) 五、焊接工艺评定焊缝外观检查表(表5) 六、附件 1.试样检测报告 2.试样材料质量检验证明书 3.焊接材料质量质量证明书 一、焊接工艺评定任务书(表1) 母材 牌号0gr18ni9 接 头 示 意 图 规格d60×4.0 焊 接 材 料 焊条 牌号 规格 焊丝 牌号er304
焊接工艺评定报告 (3)
格式:pdf
大小:34KB
页数:1P
4.5
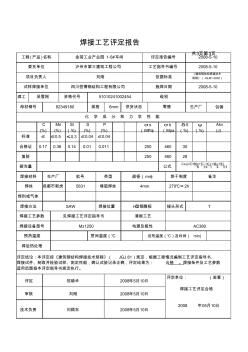
焊工 包钢 si (%) ψ (%) akv (j) ≤0.3 0.14 s (%) 碳当量 焊接方法 工程(产品)名称 资格代号吴雪刚 标准 委托单位 项目负责人 试样焊接单位 mn (%) 焊接设备型号 批号 5831 mz1250 焊接材料 焊丝 焊剂或气体 ≤0.04 2008-5-10 预热温度 焊后热处理 c (%) ≤ 0.17 生产厂 成都市新虎 0.01 母材钢号 ≤0.5 0.36合格证 复验 82349180规格 清根工艺 电源及极性 埋弧焊丝4mm 见焊接工艺评定指导书 0.011 层间温度(℃ saw焊接位置 类型 焊接工艺参数 供货状态零售 备注 t接头形式h型钢腹板 250 250 51010241002454 270℃×2h p (%) ≤0.04 30 δ5 (%) 烘干制度直径(mm) 460 σb (mpa 公式 σs (m

焊接工艺评定报告(3)
格式:pdf
大小:309KB
页数:14P
4.7
. . 焊接工艺评定报告 评定单位:无锡林亿机械制造有限公司 评定日期:2015-03-28 . . 焊接工艺评定存档目录 焊接工艺评定文件资料编号 序号项目名称编号页码备注 1焊接工艺评定报告hpb-2015-012 2焊接工艺评定任务书hpr-2015-016 3预焊接工艺规程hgc-15-017 4焊接工艺卡hgk-15-0110 5施焊及焊缝外观检查记录hj-12-04-2011 6工艺评定试件委托单hsw-15-0112 7工艺评定试件试验报告hsb-15-0113 8无损检测报告jh-hd-zxyy-15-0314 9焊接工艺评定试件编号表hpsbh-0117 说 明 存档日期:2015.4.28 . . 焊接工艺评定报告共4页第1页 单位名称
聚乙烯焊接工艺评定报告【合集】3
格式:pdf
大小:768KB
页数:38P
4.6
焊接工艺评定报告1 焊接工艺评定报告...........................................................................................................................4 建筑钢结构焊接工艺评定报告.......................................................................................................9 聚乙烯(pe)焊接工艺评定参数、试验及要求........................................................................15 聚乙烯焊接工艺评定报告...................
焊接工艺评定报告样板-异种钢
格式:pdf
大小:396KB
页数:18P
4.6
焊接工艺评定报告1 评定编号w—9工艺指导书编号p—9 焊接方法gtaw+smaw机械化程度 焊接位置平焊 接头形式、坡口尺寸及焊接层次简图(右图) 母材 编 号 试件钢号规格 类/组别 号 1板0cr18ni9500×120×10ⅶ-1 2板q235-b500×120×10ⅰ-1 焊接材料 牌号规格烘烤温度烘烤时间 h0cr21ni10ф2.5 a302ф3.2150℃1小时 a302ф4.0150℃1小时 预热焊后热处理 预热温度≥15℃脱氢处理 层间温度≥200℃热作要求 其它 消应力处理 其它 保护气体钨极 气体类别混合气体组成流量类型规格 焊接规范 焊缝层次 焊接方 法 填充金属焊接电流电弧电压 (v)

焊接工艺评定报告78102
格式:pdf
大小:322KB
页数:15P
4.8
下载可编辑 .专业.整理. 焊接工艺评定 编号:hgp-2015-01 下载可编辑 .专业.整理. 评定单位:北京国际建设集团有限公司 评定日期:2015-4-28 下载可编辑 .专业.整理. 焊接工艺评定存档目录 焊接工艺评定文件资料编号 序号项目名称编号页码备注 1焊接工艺评定报告hpb-2012-012 2焊接工艺评定任务书hpr-2012-016 3预焊接工艺规程hgc-12-017 4焊接工艺卡hgk-12-0110 5施焊及焊缝外观检查记录hj-12-04-2011 6工艺评定试件委托单hsw-12-0112 7工艺评定试件试验报告hsb-12-0113 8无损检测报告jh-hd-zxyy-12-0314 9焊接工艺评定试件编号
氩弧焊焊接工艺评定报告表
格式:pdf
大小:106KB
页数:7P
4.7
郑州燃气工程建设有限公司 焊接工艺评定书 评定项目:?570cr18ni9水平固定 氩弧焊 使用范围1.5~10mm 评定书编号:zrgc/yz-zd-02-2011-a-3 评定日期:2011年9月6日 备案号:2010-a-3 批准: 焊接工艺评定报告 单位名称郑州燃气工程建设有限公司批准人签字 报告编号zrgc/yz-zd-02-2010-a-3日期2010年9月6日 焊接方法氩弧焊机械化程度手工√半自动自动 焊接接头:详图: 55o 坡口形式v型单面双边坡口管管对接 衬垫无 母材: 标准号gb8163- 牌号0cr18ni9 类、组别号p2a2a-2与类、组别号p2a2a-2 相焊 厚度5mm 直径?108 其他 焊热后处理:无 温度 保温时间 保护气体:氩气 尾部保护气氩气流量1

 焊接工艺评定报告空白表
焊接工艺评定报告空白表 焊接工艺评定报告空白表
格式:docx
大小:34KB
页数:未知
3
焊接工艺评定报告空白表——焊接工艺评定报告 焊接工艺评定任务书 焊接工艺评定施焊记录 外观和无损检测记录表 晶间腐蚀、硬度、金相、角焊缝、焊缝化学成份检验记录表

焊接工艺评定报告(1)
格式:pdf
大小:397KB
页数:45P
4.6
古城副井行政办公楼 钢结构挑檐手工电弧焊焊接工艺评定报告 编制部门: 编制: 审定: 批准部门: 批准: 手工电弧焊焊接工艺评定报告 1.评定材质: 16mn钢材评定厚度δ=36mm 2.评定目的: 为了验证施焊中的焊接工艺性的正确性。 3.评定接头形式: 背部带衬板的组合焊缝。 衬板和腹翼板应根据拼点规定,点焊牢固,每一边都有拼点焊缝。 施焊分9层焊接,采用直线运条,当焊宽超过3-4φ焊时采用分道 焊。其中φ焊为焊条直径。 4.参数选择: 打底层:φ3.2mme5015i=120±10(a)u=22±2(v)v=10± 1cm/min 其余层:φ4mme5015i=190±10(a)u=22±2(v)v=13±1m/h 随着焊缝宽度增加,对焊速可作相应的调整. 焊接材质都选用j506或j507焊接. 5.极性及电流种类
不锈钢304焊接工艺评定报告相关
文辑推荐
知识推荐
百科推荐

职位:资深造价工程师
擅长专业:土建 安装 装饰 市政 园林


