




不锈复合钢板的焊接工艺
rapiddevelopmentofthemarketeconomyenvironmenttoexplorepublicservants'dutyconsumptionmonetizationreformhasprovidedagoodfoundation.thesocializationofrearserviceworkhasbeenlaunched,andrapidprogressinsomeplacesanddepartments,dutyconsumptionmonetizationofcarrierandapproachtomanagementhasbeenresolved.third,inrecentyears,explori
编辑推荐下载
 论不锈复合钢板的焊接
论不锈复合钢板的焊接 论不锈复合钢板的焊接
格式:pdf
大小:73KB
页数:2P
 4.5
4.5
不锈复合钢板是由不锈钢(称作覆层)和珠光体钢(称作基层)轧制而成的双层金属板,由于覆层与基层材料的成分、性能、焊接性差异较大,所以与一般的单体钢焊接和同种钢焊接相比,施焊时有一定的难度。从焊接性、焊接材料的选择、坡口型式和尺寸、焊接工艺、焊后热处理及焊接残余应力的消除及焊接注意事项等几方面对不锈复合钢板的焊接问题进行了阐述。
不锈复合钢板的焊接工艺评定试验及应用 不锈复合钢板的焊接工艺评定试验及应用
格式:pdf
大小:173KB
页数:未知
4.7
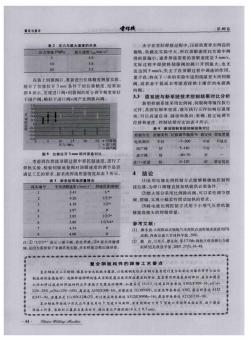
随着不锈钢复合钢板爆炸焊接,轧制技术的不断发展,不锈复合钢板以其较低的成本,良好的综合性能,日益受到广泛的重视。在不锈复合钢板压力器的制造过程中,如真空刮膜转鼓蒸发器等板材,复层均采用1cr18ni9ti,基层材料分别为20g和q235-a。由于这些碳素钢的可焊性良好,基层焊接接头对保证整体复合板的强度、刚度要求是没有问题的,据有关资料介绍:不锈复合钢板焊接接头的弯曲性能是焊接工作者必须重视的方面。对此,文章实施了一系列的焊接工艺评定试验,目的是制定出最佳工艺方案,以提高复合板焊接接头的塑性,同时,保证接头的抗腐蚀性能和其他性能。文章并对换影响焊接头性能的工艺因素进行分析并提出合适的措施应用于生产。
不锈复合钢板的焊接工艺热门文档
不锈复合钢板的焊接工艺评定试验及应用 不锈复合钢板的焊接工艺评定试验及应用
格式:pdf
大小:142KB
页数:未知
4.4
随着不锈铜复合铜板爆炸焊接,轧制技术的不断发展,不锈复合钢板以其较低的成本,良好的综合性能,日益受到广泛的重视。在不锈复合钢板压力器的制造过程中,如真空刮膜转鼓蒸发器等板材,复层均采用lcrl8ni9ti,基层材料分别为20g和q235-a。由于这些碳素铜的可焊性良好,基层焊接接头对保证整体复合板的强度、刚度要求是没有问题的,据有关资料介绍:不锈复合铜板焊接接头的弯曲性能是焊接工作者必须重视的方面。对此,文章实施了一系列的焊接工艺评定试验,目的是制定出最佳工艺方案,以提高复合板焊接接头的塑性,同时,保证接头的抗腐蚀性能和其他性能。文章并对换影响焊接头性能的工艺因素进行分析并提出合适的措施应用于生产,
不锈复合钢板焊接质量控制 不锈复合钢板焊接质量控制
格式:pdf
大小:161KB
页数:3P
4.6
由于不锈复合钢板具有良好的耐腐蚀性,既保证了产品的性能,又节约了不锈钢材料,因此被广泛应用于工程实际中。在此介绍了在制作安装某化工厂非标贮罐工程中,焊接q235a+304不锈复合钢板所采用的焊接工艺,通过现场施焊和射线检测,发现不锈复合钢板焊接后极易产生焊接裂纹。为此,进一步分析了现场焊接时出现焊接裂纹的原因,针对分析原因在不锈复合钢贮罐的制作下料、坡口制备、组对装配、现场焊接等焊接工艺要求的关键过程中,提出合理的工艺改进措施和焊接工艺要点,从而达到控制现场不锈复合钢板焊接质量的目的。
不锈钢复合钢板的焊接工艺 不锈钢复合钢板的焊接工艺
格式:pdf
大小:127KB
页数:3P
4.5
对不锈钢复合钢板的焊接特点进行了理论分析,总结出其焊接三要素:焊接坡口、焊接材料和参数、焊接顺序。实践证明,只要遵循其焊接要点,不锈钢复合钢板的焊接质量是非常稳定的。
不锈钢复合钢板的焊接工艺
格式:pdf
大小:271KB
页数:4P
4.3
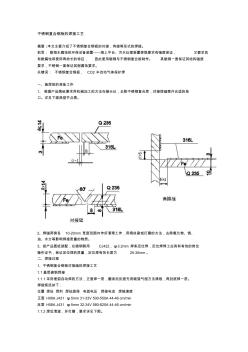
不锈钢复合钢板的焊接工艺 摘要:本文主要介绍了不锈钢复合钢板的对接,角接等形式的焊接。 前言:耐海水腐蚀的环保设备装置——海上平台、污水处理装置等既要求有强度保证,又要求具 有耐腐蚀和使用寿命长的特征,因此使用碳钢与不锈钢复合板制作。其碳钢一面保证其结构强度 要求,不锈钢一面保证其耐腐蚀要求。 关键词:不锈钢复合钢板,co2半自动气体保护焊 一、施焊前的准备工作 1、根据产品图纸要求用机械加工的方法在接头处,去除不锈钢复合层,对接焊缝需开合适的坡 口。详见下面典型节点图。 2、焊缝两侧各10-20mm宽度范围内作好清理工作,用钢丝刷或打磨的方法,去除氧化物、锈、 油、水分等影响焊接质量的物质。 3、按产品图纸装配,在碳钢侧用cj422,φ3.2mm焊条定位焊,定位焊焊工应具有有效的岗位 操作证书,保证定位焊的质量,定位焊有效长度为25-30mm。 二、焊接过程
不锈复合钢板的焊接工艺精华文档

奥氏体不锈钢复合钢板焊接工艺改造
格式:pdf
大小:1.3MB
页数:3P
4.6
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
不锈钢复合钢板焊接工艺
格式:pdf
大小:8KB
页数:1P
4.6
不锈钢复合钢板的焊接工艺研究 【摘要】不锈钢复材的厚度一般在3-6mm,而基材的厚度则可 能根据需要确定为10以上的任意厚度。由于不锈钢复合板存在珠 光体钢与奥氏体钢两种材质,所以焊接过程中除了考虑到珠光体基 材的接头性能和奥氏体复材的性能要求外,还存在着异种钢的焊接 问题。因此在焊接不锈钢复合板的过程中同时具有珠光体钢、奥氏 体钢和异种钢的焊接特点,并且由于特殊的用途及散热情况和应力 状态的影响复合板的焊接还具有他自己的特点。 【关键词】不锈钢;技术;焊接 1.特点分析 不锈钢复合钢板通常是由较厚的珠光体钢做基层和较薄的奥氏 体不锈钢、奥氏体—铁素体双相不锈钢、铁素体不锈钢、马氏体不 锈钢,以及沉淀硬化型不锈钢等复合而成。覆层为奥氏体不锈钢、 奥氏体—铁素体双相不锈钢、铁素体不锈钢具有比较高的耐蚀性。 当水中含有氯离子时,这类钢比马氏体型不锈钢抗点腐蚀能力较 好,双相不锈钢的点腐
浅谈不锈钢复合钢板储罐焊接工艺
格式:pdf
大小:98KB
页数:1P
4.7
浅谈不锈钢复合钢板储罐焊接工艺 onthestainlesssteeltankweldingcompound/junliu 【摘要】目前很多化工原料储罐为节约 成本,将不锈钢储罐设计成不锈钢和碳钢复合 板储罐。做好复合板储罐的焊接工作是施工 的核心工艺。 【关键词】复合板焊接 abstract:atpresent,manychemicalsstor- agetanksinordertosavecosts,thestainlesssteel tankdesignedstainlesssteeltanksandsteelcom- positepanels.makecompositeboardtankwelding isthecoreoftheconstructionprocess. keywords:com
不锈钢复合钢板焊接工艺评定试验
格式:pdf
大小:1.8MB
页数:7P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
不锈复合钢板的焊接工艺最新文档

不锈钢复合钢板焊接工艺评定试验 (2)
格式:pdf
大小:2.8MB
页数:8P
4.8
www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com www.bzfxw.com
奥氏体不锈钢复合钢板焊接工艺改造 奥氏体不锈钢复合钢板焊接工艺改造
格式:pdf
大小:535KB
页数:3P
4.5
针对经常出现的复合板焊接裂纹问题,结合金相检验、理化试验,利用舍夫勒图对裂纹形成的原因进行了分析,并进行了工艺改造,避免了裂纹的产生,保证了生产质量.

复合钢板焊接工艺评定知识讲解
格式:pdf
大小:37KB
页数:7P
4.7
复合钢板焊接工艺评 定 精品文档 收集于网络,如有侵权请联系管理员删除 复合钢板焊接工艺评定 郭晶张寿增 【关键词】钢板,复合材料,腐蚀,焊接工艺评定 【论文摘要】复合钢板焊接的实质是基层材料的焊接和在基层材料上堆焊耐蚀层,了解这一点 对合理进行复合钢板的焊接工艺评定至关重要。 中图分类号:tg44文献标识码:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationof weldingo
复合钢板焊接工艺评定详解
格式:pdf
大小:205KB
页数:5P
4.5
复合钢板焊接工艺评定 郭晶张寿增 【关键词】钢板,复合材料,腐蚀,焊接工艺评定 【论文摘要】复合钢板焊接的实质是基层材料的焊接和在基层材料上堆焊耐蚀层,了解这一点对 合理进行复合钢板的焊接工艺评定至关重要。 中图分类号:tg44文献标识码:b weldingprocedurequalificationforcladsteelplates guojing,zhangshou-zeng (daliannanhaipressurevesselfactory,dalian116031,china) abstract:theweldingofcladsteelplatesisessentiallythecombinationofwelding ofbasemetalwithoverlayingofco

复合钢板焊接工艺评定
格式:pdf
大小:250KB
页数:11P
4.7
复合钢板焊接工艺评定 使用复合钢板建造化工设备和压力容器是为了节约贵重耐腐蚀金属材料,同时利用低合金高强度 钢作基层,提高设备承压能力,从而实现使用性能和经济效果优化组合的目的。asme规范第 ⅸ卷,第qw-217条,是关于复合钢板焊接工艺评定的专门条文 [1] ,是目前最全面、最合理的 规定。 1复合钢板焊接本质 以单面坡口为例(图1),复合钢板的焊接分两步来完成:①焊接基层,把基层坡口填充 至h深度,h小于复合钢板的基层厚度t。这样做的目的是为了防止焊接基层部分时熔化 复层金属。这一阶段的焊接与焊接单一基层材料没有任何区别。②焊接复层,其基本要点是 保持尽量浅的熔深,以减轻基层材料对耐蚀熔敷金属的稀释作用。不难看出,这一阶段焊 接的实质,就是在基层材料上堆焊耐蚀金属。 把复合钢板的焊接明确理解为基层材料的焊接和在基层材料上堆焊耐蚀金属,对正确
Q345/1Cr18Ni9Ti不锈复合钢板的焊接工艺 Q345/1Cr18Ni9Ti不锈复合钢板的焊接工艺
格式:pdf
大小:153KB
页数:2P
4.7
针对q345/1cr18ni9ti不锈复合钢板,主要从焊接材料选择、坡口制备、焊接顺序安排和焊接工艺要点等方面进行了论述。在进行不锈复合钢板焊接时,必须严格控制焊接工艺,并对不合格焊缝进行合理的返修,才能获得优质的焊接质量。
0Cr18Ni9T+Q235不锈复合钢板的焊接工艺 0Cr18Ni9T+Q235不锈复合钢板的焊接工艺
格式:pdf
大小:79KB
页数:未知
4.8
0cr18ni9ti+q235不锈复合钢板是一种新型钢材,它是由一层较薄的不锈钢作为复合层,和由碳钢或低合金钢作为基层而组成的特殊钢板。本文主要是对该材料的焊接工艺进行总结。
爆炸焊不锈复合钢板结合面裂纹的判定 爆炸焊不锈复合钢板结合面裂纹的判定
格式:pdf
大小:907KB
页数:3P
4.5
通过对x射线底片中可疑影像的分析,结合爆炸焊不锈复合钢板的成型过程,利用金相检验、无损检测、受力分析等方法,确定这一影像为爆炸焊不锈复合钢板结合面产生的裂纹。对可疑部位进行机械清理,发现裂纹形态与分析结果相吻合,为以后处理类似问题提供了判定依据。
焊接不锈复合钢板时应注意事项 焊接不锈复合钢板时应注意事项
格式:pdf
大小:144KB
页数:未知
4.5
(1)绝对禁止用焊接基层的焊接材料焊接过渡层或覆层,反之同理。(2)在覆层一侧用基层焊接材料焊接基层时,应在覆层表面涂上白垩粉加以保护,防止飞溅粘结在覆层上。
不锈复合钢板的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:资深室内设计师
擅长专业:土建 安装 装饰 市政 园林


