

某本体铸件石膏型低压铸造工艺的模拟及优化
格式:pdf
大小:1.4MB
页数:3P
人气 :99
 4.5
4.5
利用FLOW-3D软件,对某本体铸件生产过程中出现的缩孔及疏松缺陷进行了模拟。模拟结果显示,在缺陷一侧增加浇口,同时对各浇冒口横截面及距离进行相应调整,缩孔及疏松缺陷消除。验证结果表明,根据模拟结果对石膏型低压铸造工艺进行优化后,试制的某本体铸件未见缩孔及疏松等铸造缺陷。



壳体石膏型低压铸造数值模拟及工艺优化
利用viewcast软件对壳体铸件石膏型低压铸造工艺进行充型、凝固模拟,根据模拟结果预测铸件中可能产生缺陷的位置及大小。结果表明,铸件侧耳部位存在大面积缩松、缩孔缺陷,生产的铸件侧面组织存在不同程度缩松现象。分析缺陷产生的位置及原因,对初始工艺方案进行优化,通过在厚壁处增加冷铁、增设内浇道等,再进行凝固模拟。最终模拟结果表明,方案优化后减少了铸造缺陷。经实际生产的铸件内部无缺陷,获得了满足生产要求的铸件。
石膏型低压铸造工艺规程的研究与应用
基于低压铸造生产要求,对石膏型制备与烘干工艺、合金熔炼与浇注工艺进行研究,升液管预热有利于均匀喷涂涂料,升液管口平面上放置石棉垫板和过滤网片可提高服役寿命。旨在为薄壁叶片和大型复杂薄壁铸造铝合金铸件的生产提供科学依据。
编辑推荐下载

大型铝合金薄壁件低压铸造工艺模拟
格式:pdf
大小:544KB
页数:4P
4.6
采用有限元模拟仿真软件结合正交实验方法,对铝合金汽车座椅骨架低压铸造工艺进行数值模拟,研究了低压铸造工艺参数对铸件缩松缩孔、充型及凝固规律的影响。模拟结果表明,当浇注温度为720℃、充型加压速率为920pa/s及模具预热温度为380℃时为最佳工艺参数,铸件缩孔孔隙率最小,且成形质量最佳。
铸铝ZL205A石膏型低压铸造工艺计算机模拟
格式:pdf
大小:796KB
页数:3P
4.3
利用viewcast软件对某低压石膏型zl205a铸件铸造过程进行了计算机模拟,获得了铸件充型、凝固过程温度随时间变化的分布图,并对可能产生缩孔、缩松缺陷的位置进行了预测。模拟结果显示,低压铸造充型过程中降温不明显,而熔液流经大截面时产生速度降;凝固过程中,熔体自顶向下形成逐层递增的温度梯度,利于熔体补缩。模拟结果与实际生产情况吻合较好。
本体铸件石膏型低压铸造工艺模拟及优化热门文档
 盘类铝合金铸件低压铸造工艺优化
盘类铝合金铸件低压铸造工艺优化 盘类铝合金铸件低压铸造工艺优化
格式:pdf
大小:599KB
页数:4P
4.6
通过改善合金充型及凝固条件,对铝合金盘类铸件低压铸造工艺方案进行优化,消除了铸件表面类似“折叠”缺陷,获得了品质优良的铸件。
基于CAD/CAE的壳体铸件低压铸造工艺设计
格式:pdf
大小:866KB
页数:4P
4.5
主要介绍壳体铸件运用cad/cae计算机技术进行低压铸造工艺设计的过程、基于pro/e软件的低压铸件三维cad模型设计和any-casting铸造模拟软件的cae工艺模拟。三维cad能够使设计者比较直观和容易地进行铸造工艺工装设计,cad模拟能够使设计者在工艺阶段预测缺陷部位,从而及时改进工艺,提高工装模具结构的合理性和准确性。
复杂箱体铸件低压铸造工艺改进
格式:pdf
大小:1.1MB
页数:2P
4.4
针对铸件在低压铸造过程中产生的气孔、缩松等情况,通过对原工艺的缺点分析,针对其缺点以及铸件特点提出了新的设计方案,成功解决了铸件气孔及缩松等缺陷,生产出满足使用要求的优质铸件.

铜合金卫浴五金铸件低压铸造工艺数值模拟
格式:pdf
大小:375KB
页数:4P
4.6
低压铸造是铜合金卫浴五金件主要成形工艺之一,利用procast专业铸造模拟软件,研究了铜合金卫浴五金件低压铸造充型和凝固过程,获得了该产品低压铸造过程温度场、流场。模拟结果显示,初始方案在铸件关键部位将产生明显的缩孔、缩松现象。根据模拟结果和理论分析,改进初始工艺方案,并对改进后的工艺方案重新进行数值模拟。结果表明,改进后工艺方案明显减少缩孔缩松缺陷;将改进后的工艺方案投入试生产,产品抽检结果与模拟结果基本吻合。

浅析棘轮本体金属模低压铸造工艺与模具设计
格式:pdf
大小:242KB
页数:3P
4.3
低压铸造是介于金属型铸造和压力铸造之间的一种铸造方法。其是在一定的压力作用下,将金属熔液注入铸型型腔,并在压力的作用下凝固以获得铸件的方法,本文主要是对棘轮本体金属模低压铸造工艺与模具设计进行探寻和改进,根据以往的各种铸造方法的优势和劣势不断总结经验,不断的探索挖掘,使模具设计及铸造工艺得到了更全面的改进。
本体铸件石膏型低压铸造工艺模拟及优化精华文档
离合器壳体低压铸造工艺优化
格式:pdf
大小:409KB
页数:2P
4.4
分析了离合器壳体铸件的结构,研究了低压铸造离合器壳体铸件工艺的难点。通过增加保温冒口、调整涂层厚度、设置预铸孔、优化浇注系统、调整浇注参数等多种手段,解决了离合器壳体铸件厚大部位的铸造缺陷问题,生产出满足使用要求的合格铸件。

ZL208合金作动筒壳体石膏型低压铸造工艺设计
格式:pdf
大小:805KB
页数:4P
4.7
针对采用石膏型真空浇注工艺生产的作动筒壳体合格率较低,以及中温蜡模具压制蜡模时模具局部尺寸不合格的问题,本研究对hns-24型zl208合金作动筒壳体进行了石膏型低压铸造工艺设计,包括蜡模制备及组装、石膏型脱蜡及焙烧、熔炼浇注及热处理等具体工艺设计流程及工艺参数。通过采用设计的石膏型低压铸造工艺,铸件的尺寸精度和内部质量得到有效提高,产品合格率达到90%以上。
铝合金石膏型低压铸造工艺规程的研究与应用
格式:pdf
大小:27KB
页数:3P
4.6
基于低压铸造生产要求,对石膏型制备与烘干工艺、合金熔炼与浇注工艺进行研究,旨在为薄壁叶片和大型复杂薄壁铸造铝合金铸件的生产提供科学依据。经生产应用,该工艺已趋成熟。
金砂型低压铸造工艺研究与应用
格式:pdf
大小:765KB
页数:4P
4.7
针对铝合金耐压壳体,采用金砂型低压铸造技术进行铸造工艺设计,结合华铸cae铸造模拟软件,验证并优化铸造工艺,确定出合理的工艺参数形成批量生产。检测结果表明,金砂型低压铸造工艺可生产出高品质的铸件。
铸造工艺模拟技术在铝合金铸件工艺设计及优化中的应用
格式:pdf
大小:1.5MB
页数:7P
4.7
铸造工艺模拟技术在铝合金铸件工艺设计及优化中的应用 发布时间:2011-6-1710:03:54来源:中国铸造网文字【大中小】浏览人数:183 摘要:利用北京北方恒利科技发展有限公司开发的铸造模拟软件 castsoft/cae对铝合金铸件的凝固过程和充型过程进行模拟。通过对凝固过程的温 度场和铸造缺陷的分析,依据分析结果对工艺进行改进,最后设计出合理的铸造工 艺。铸造过程计算机模拟可以减少或取消新产品的工艺实验,能够有效地避免可能 出现的铸造缺陷,保证工艺的可靠性,缩短新产品的试制周期。 关键词:铸造模拟凝固过程温度场铝合金前罩铸件 传统的铸造工艺设计方法往往依赖于直觉经验,在铸件结构较为简单和铸造类 似铸件时,经验可能起到一定的作用;在浇铸大型、复杂铸件且无相关经验时,只 能通过反复工艺实验来确定工艺;当工艺存在重大失误时,可能使
本体铸件石膏型低压铸造工艺模拟及优化最新文档
铸造工艺模拟技术在铝合金铸件工艺设计及优化中的应用
格式:pdf
大小:752KB
页数:3P
4.8
传统的铸造工艺设计方法较多依赖于经验,在铸件结构较为简单和铸造类似铸件时,经验可能起到一定的作用。但在生产大型、复杂铸件且无相关经验时,只能通过反复工艺试验来确定工艺,且当工艺存在重
压铸式低压铸造工艺过程与工装设备
格式:pdf
大小:121KB
页数:1P
4.4
低压铸造工艺由于具有平稳底注充型、低压力下结晶的特点,对于易氧化合金,能获得高质量、高合格率的铸件,并能提高金属液体利用率,因而在有
铸造工艺模拟CASTsoft技术在铝合金铸件工艺设计及优化中的应用
格式:pdf
大小:767KB
页数:6P
4.4
铸造工艺模拟castsoft技术在铝合金铸件工艺设计及优化中的应用 宋彬 1 郝锐 1 崔聿辰 1 胡志强 2 王欢 2 北京北方恒利科技发展有限公司(北京海淀100089) 天津古月有色金属制品有限公司(天津北辰300401) 摘要:利用铸造模拟软件(本论文采用北京北方恒利科技发展有限公司开发的castsoft模 拟软件)对铝合金铸件的凝固过程和充型过程进行模拟。通过对凝固过程的温度场和铸造缺 陷进行分析,依据分析结果对工艺进行改进,最后设计出合理的铸造工艺。铸造过程计算机 模拟可以减少或取消新产品的工艺实验,能够有效地避免可能出现的铸造缺陷,保证工艺的 可靠性,缩短新产品的试制周期。 关键词:铸造模拟凝固过程温度场铝合金铸件castsoftcad/cae applicationofcastsofttechnologyinthed

大型薄壁铝合金铸件的低压铸造工艺设计
格式:pdf
大小:846KB
页数:3P
4.7
针对航天各型号结构用大型薄壁铝合金铸件的结构特点和内部质量要求,结合低压铸造的工艺要求和生产实践,从加工余量和铸造斜度、浇注系统、冷铁结构、排气结构和冒口的设计等方面进行了分析和总结,特别是提出了缝隙式内浇道上端设置暗冒口的工艺设计,有效地改进了铸件的内部质量。
数值模拟在铝铜合金低压铸造工艺中的应用
格式:pdf
大小:1.1MB
页数:4P
4.6
以某厚大zl205a合金铸件为例,采用数值模拟的方法对铸件低压铸造工艺中充型和凝固过程进行模拟,分析了充型及凝固过程中温度场的变化,并按模拟结果进行了生产,结果获得了优质的铸件。

CAE技术在压气室铸件低压铸造工艺设计中的应用
格式:pdf
大小:1.6MB
页数:4P
4.3
结合铸件质量要求,基于铸造数值模拟技术,分析了低压铸造的充型凝固过程,预测了铸件中的缺陷分布;最终通过试制,确保了压气室低压铸件质量,为该件的顺利生产奠定了基础。

ZL205A合金壳体铸件低压铸造工艺研究
格式:pdf
大小:816KB
页数:3P
4.6
以低压铸造成形zl205a合金壳体件作为研究对象,采用数值模拟方法,研究了壳体铸件低压铸造过程温度场及缩孔、缩松缺陷随工艺方案的变化规律。结果表明,采用冷铁及冒口,缝隙式浇口由8个增加到10个,补缩距离由200mm减小到157mm,铸件的温度场分布合理,铸件缺陷部位的缩松倾向明显减小,模拟结果与试验结果对比,表明采用冒口结合冷铁的工艺方案合理可行。
低压铸造工艺在变矩器机芯铸件上应用
格式:pdf
大小:707KB
页数:2P
4.8
低压铸造是将模具放在密闭的保温炉上面,型腔通过升液管与炉膛里的金属液相通。工作时向炉膛中加入带压力的空气,金属液会从升液管中流入型腔。待金属液凝固后,将炉膛中的压缩空气释放,未凝固的金属液从升液管中流回到炉中。变矩器机芯中的铝轮、叶片采用低压铸造技术有四大优点:第一,铸件组织致密,力学性能好;第二,工艺出品率高,目前我公司铸造厂压铸件工艺出品率在93%以上,同种产品重力铸造的工艺出品率在
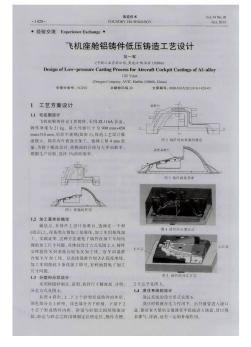
飞机座舱铝铸件低压铸造工艺设计
格式:pdf
大小:720KB
页数:2P
4.7
1工艺方案设计1.1毛坯图设计飞机座舱铸件是i类铸件,采用zl116a合金,铸件净重为21kg,最大外廓尺寸为900mm×450mm×310mm,形状不规则(如图1),铸造工艺设计难度较大。铸件内外表面全加工,整体上留4mm余量,为便于模具设计,将侧面的台阶与大平面取平。根据生产经验,选择1%的收缩率。
双升液管在低压铸造工艺中的应用
格式:pdf
大小:132KB
页数:2P
4.8
三峡工程所需sf6气体绝缘高压电器产品用铸造壳体,相当一部分为回转体复合结构铸件,重量在40kg以上,主体壁厚在15mm左右,连接法兰厚度约为30~50mm,局部厚度达60mm,壁厚变化较大,并伴有各种高质量要求的凸台、法兰密封面(槽),结构形状较为复杂,长期承受0.7mpa的sf6气体工作压力,属复杂耐压薄壁零件。根据国外先进经验,采用金属型低压铸造工艺方法,可有效消除铸件针孔缺陷,提高外观形状质量[1,2]。但由于该类铸件较目前国内金
本体铸件石膏型低压铸造工艺模拟及优化相关
文辑推荐
知识推荐
百科推荐


职位:岩土工程技术副总工
擅长专业:土建 安装 装饰 市政 园林


