




 钢梁“十字”接头焊缝焊接技术研究
钢梁“十字”接头焊缝焊接技术研究 钢梁“十字”接头焊缝焊接技术研究
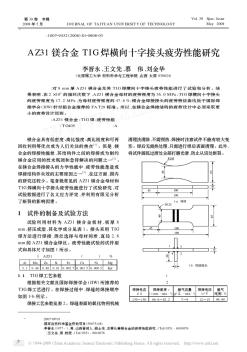
1.概述我公司承担的某双塔钢桁斜拉桥全长1300m,主梁为三片主桁的钢桁架结构,总重约2万t,其主桥钢桁梁截面形式如图1所示。该桥的索梁锚固结构设计在上弦节点上,为双腹拉板式钢锚箱,两侧拉板的间
编辑推荐下载

十字接头加工工艺及钻孔夹具设计
格式:pdf
大小:160KB
页数:19P
 4.6
4.6
武昌工学院毕业论文(设计)专用稿纸 本科毕业论文(设计) 论文题目:十字接头加工工艺及钻孔夹具设计 姓名: 学号: 班级: 年级: 专业: 系部: 指导教师: 完成时间:2013年4月23日 武昌工学院毕业论文(设计)专用稿纸 作者声明 本毕业设计是在导师的指导下由本人独立撰写完成,没有剽窃抄 袭、造假等违反道德、学术规范和其他侵权行为。对本设计的研究作 出重要贡献的个人和集体,均以在文中以明确方式标明。因本毕业设 计引起的法律结果完全由本人承担。 毕业设计成果归武昌工学院所有。 特此声明 作者专业: 作者学号: 作者签名: 年月日 武昌工学院毕业论文(设计)专用稿纸 十字接头加工工艺及钻孔夹具设计 黄山 crossprocessingtechnologyanddrilling fixturedesign huangshan
未熔透尺寸对十字焊接接头疲劳性能影响规律试验研究
格式:pdf
大小:317KB
页数:6P
4.6
第13卷 第1期 1998年3月 实 验 力 学 journalofexperimentalmechanics vol.13 no.1 mar.1998 未熔透尺寸对十字焊接接头 疲劳性能影响规律试验研究 汤红卫 轩福贞 候和涛 (山东工业大学,济南,250061) 摘要 针对某厂一压力机架的焊接结构,采用极大似然方法,进行了部分熔透焊 接十字接头的拉—拉疲劳试验,得到了该类结构的p-s-n对数曲线。研究了未熔透尺 寸对接头的应力集中系数、疲劳强度和试件疲劳破坏形式的影响规律,结果表明,在焊 缝与母材等强的情况下,当未熔透尺寸2a/t0.5时,则接头的抗疲劳性能有显著的改变。 关键词 极大似然法 焊接接头 有
不同焊接位置对十字接头焊缝影响热门文档
焊接热输入对钛材焊接接头性能的影响 焊接热输入对钛材焊接接头性能的影响
格式:pdf
大小:127KB
页数:3P
4.6
对工业纯钛的焊接性进行了分析,根据氧化试验温度与颜色的关系,针对焊接速度不变、电弧电压不变、焊接保护措施不变,仅改变焊接电流研究焊接热输入对钛材的焊缝、haz焊接性能的影响,通过检验焊缝表面颜色与力学性能,讨论了高温区氧、氢、氮的吸收,温度、硬度、颜色变化等对焊接性能的影响,总结在焊接保护措施保持不变条件下热输入对焊逢、haz组织的影响规律,并提出焊接该材料的优化工艺措施,如焊前准备、焊接材料、坡口形式、焊接工艺参数等焊接操作要点,以保证焊接质量。
不同焊接材料对耐候钢焊接接头耐腐蚀性能的影响 不同焊接材料对耐候钢焊接接头耐腐蚀性能的影响
格式:pdf
大小:1.6MB
页数:4P
4.8
利用周期浸润循环腐蚀实验,结合扫描电镜以及电化学分析等手段,研究了不同耐候指数的焊接材料对耐候钢焊接接头耐腐蚀性能的影响.结果表明,采用普通焊接材料焊接得到的焊接接头锈层厚度不均匀,焊接接头处局部腐蚀严重.采用与母材耐候指数相近的焊接材料焊接得到的焊接接头锈层区分为内锈层和外锈层,内锈层致密且存在大量cr元素,焊接接头与母材发生均匀腐蚀.

十字接头加工工艺及钻孔夹具设计论文
格式:pdf
大小:98KB
页数:16P
4.7
摘 要 十字接头已经广泛被用到各个技术领域,随着技术的不断进步,生 产都向着自动化、专业化和大批量化的方向发展。这就要求企业提高生 产率,提高利用率。减少浪费降低成本。 在十字接头越发体现出其广阔的应用领域和市场前景。特别是近年 来与微电子、计算机技术相结合后,使十字接头进入了一个新的发展阶 段。 为适应机械设备的要求,十字接头的设计要求和技术领域的拓展还需要 不断的更新。 关键词:十字接头. 自动化. 技术领域 abstract crossconnectorhasbeenwidelyusedinvariousfieldsof technology,astechnologyadvancestowardtheproductionof automation,specializationandalargen

十字接头零件机械加工工艺规程及夹具设计
格式:pdf
大小:129KB
页数:18P
4.8
1 目录 1前言---------------------------------------------------------------------------------------1 2毕业设计的目的--------------------------------------------2 3毕业设计的基本任务与要求----------------------------------3 4毕业设计说明书的编写--------------------------------------3 5毕业设计说明书的工艺设计与共装设计写----------------------3 6十字接头零件分析-----------------
不同焊接位置对十字接头焊缝影响精华文档
十字接头加工工艺及钻孔夹具毕业设计论文
格式:pdf
大小:159KB
页数:19P
4.8
本科毕业论文(设计) 论文题目:十字接头加工工艺及钻孔夹具设计 姓名: 学号: 班级: 年级: 专业: 系部: 指导教师: 完成时间:2013年4月23日 作者声明 本毕业设计是在导师的指导下由本人独立撰写完成,没有剽窃抄 袭、造假等违反道德、学术规范和其他侵权行为。对本设计的研究作 出重要贡献的个人和集体,均以在文中以明确方式标明。因本毕业设 计引起的法律结果完全由本人承担。 毕业设计成果归武昌工学院所有。 特此声明 作者专业: 作者学号: 作者签名: 年月日 十字接头加工工艺及钻孔夹具设计 黄山 crossprocessingtechnologyanddrilling fixturedesign huangshan 2013年4月25日 摘要 十字接头已经广泛被用到各个技术领域,随着技术的不断进步,生 产都向着自
焊接位置&接头形式
格式:pdf
大小:1.2MB
页数:8P
4.6
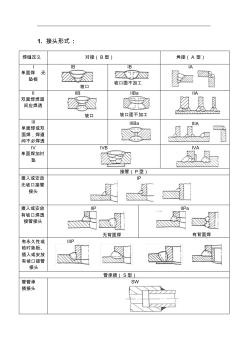
1.接头形式: 焊缝定义对接(b型)角接(a型) i 单面焊无 垫板 ib 坡口 ib 坡口面不加工 ia ii 双面焊焊道 间应焊透 iib 坡口 iiba 坡口面不加工 iia iii 单面焊或双 面焊,焊道 间不必焊透 iiibaiiia iv 单面焊加衬 垫 ivbiva 接管(p型) 插入或安放 无坡口接管 接头 ip 插入或安放 有坡口焊透 接管接头 iip 无背面焊 iipa 有背面焊 有永久性或 临时垫板、 插入或安放 有坡口接管 接头 iiip 管承插(s型) 管管承 插接头 sw 2.焊接位置 对接焊缝角接焊缝 平焊:试板位于水平位 置,由上面熔敷 填充金属 1 g 船形焊:试板的配置使焊缝位于水 平位置,焊缝喉部位于垂 直位置。 1f 横焊:试板位于垂直位 置,焊缝轴线位 于水平位置 2
焊缝余高对焊接接头疲劳性能影响的定量分析 焊缝余高对焊接接头疲劳性能影响的定量分析
格式:pdf
大小:479KB
页数:3P
4.8
为了研究焊缝余高对焊接接头疲劳性能的影响,采用名义应力法对含有焊缝余高的焊接结构连接件进行了有限元分析及寿命预测。结果发现:结构的疲劳寿命受焊缝坡度影响,随着焊缝坡度的增大,接头疲劳寿命先增大后减小,呈抛物线变化趋势。焊缝余高的变化也影响着结构疲劳性能,当焊缝余高为0.4mm、焊缝坡度为65°时,焊接接头疲劳寿命最大。
焊接热循环对焊接接头性能的影响 焊接热循环对焊接接头性能的影响
格式:pdf
大小:135KB
页数:3P
4.8
本文采用加热的方式模拟焊接过程中焊接接头的受热过程,对接头进行拉伸、弯曲和冲击试验,得到不同的热循环对焊接接头性能的影响规律,以便在实际生产中优化焊接工艺,减小焊接热循环对焊接接头的影响,提高接头使用性能。
十字型焊接接头疲劳强度的计算机模拟
格式:pdf
大小:217KB
页数:3P
4.7
第25卷第3期水利电力机械vol.25 no.3 2003年6月waterconservancy&electricpowermachineryjun.2003 十字型焊接接头疲劳强度的计算机模拟 computersimulationofthefatiguestrengthofcruciformweldedjoints 韩海涛1,杨荣根2 hanhai2tao,yangrong2gen (1.郑州纺织机械厂职工大学,河南郑州 450053; 2.河南省建筑职工大学,河南郑州 450007) (1.collegeforworkersandstaffofzhengzhoutextilemachineryplant,zhengzhou450053,china; 2.henanconstruct
不同焊接位置对十字接头焊缝影响最新文档
不同裂纹位置焊接接头J积分有限元数值分析
格式:pdf
大小:508KB
页数:6P
4.8
文章编号:100624710(2004)0420341206 不同裂纹位置焊接接头j积分有限元数值分析 张敏1,2,丁方 1 ,许德胜 2 ,程祖海 2 (1.西安理工大学材料科学与工程学院,陕西西安710048; 2.华中科技大学激光技术国家重点实验室,湖北武汉430074) 摘要:针对焊接接头中母材、焊缝、热影响区的性能各不相同的问题,利用有限元方法,建立 了焊接接头有限元计算模型,编写了j积分有限元计算程序。计算结果表明,在平面应变和 平面应力两种状态下,焊接接头三个不同裂纹位置的j积分值与全母材和全焊缝材料的j 积分值均不相同,但具有一定的规律性;裂纹分别处于焊接接头不同位置时的j积分有限 元计算结果也不相同。根据各种情况下的有限元计算结果,结合焊接结构安全评定的工程 实际提出了
焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响 焊接工艺对低合金海洋用钢焊接接头耐蚀性的影响
格式:pdf
大小:388KB
页数:5P
4.4
采用不同焊接工艺制备10crnisimncu钢焊接接头的腐蚀试样,通过室内挂片和电化学测试,探讨焊接工艺对焊接接头腐蚀性能的影响。分析结果认为,接头各区夹杂物、化学成分和微观组织的差别,是导致接头各区耐蚀性差异和不同种类接头耐蚀性差异的重要影响因素;熔合区由于成分、组织的不均匀,微观缺陷和焊接残余应力的存在等促使该区容易发生沟槽状腐蚀;焊接过程中输入的线能量较高,是造成埋弧焊接头的耐腐蚀性比其手工焊接头好的主要原因。
焊接工艺对“T”形接头构件焊接应力分布的影响 焊接工艺对“T”形接头构件焊接应力分布的影响
格式:pdf
大小:1.5MB
页数:2P
4.4
焊接是一个复杂的工艺过程,对工程质量优劣及结构安全具有直接的影响。在2个焊件之间,端面构成的直角或者是接近直角接头成为t形接头。在实际上,对接接头的焊缝通常略高于母材板面,在焊缝与母材的过渡处会存在应力集中的现象。由于现阶段控制和消除残余应力能力还不够成熟,焊接残余应力会直接影响到钢结构的强度和承载能力。因此,在具体实践中,需要加强对t形接头焊接应力分布的影响研究,以确保焊接结构安全可靠。
焊接速度对奥氏体不锈钢接头性能的影响 焊接速度对奥氏体不锈钢接头性能的影响
格式:pdf
大小:801KB
页数:4P
4.3
对3mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(mig)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
焊接顺序对T形接头残余应力和变形的影响 焊接顺序对T形接头残余应力和变形的影响
格式:pdf
大小:537KB
页数:5P
4.5
采用有限元热弹塑性分析方法对t形接头不同焊接顺序的残余应力和变形进行模拟.有限元模型中选用三维实体单元,分析了材料物性参数随温度的变化和对流、辐射散热的影响.运用单元生死技术模拟t形接头多道焊接过程,获得了不同焊接顺序t形接头焊接温度场和残余应力、变形场,并对计算结果进行了分析.结果表明,焊接顺序对t形接头的残余应力和变形有较大的影响,采用先焊一侧,然后焊另一侧的方案所得到的残余应力和角变形最小.
柔性十字接头和自动伺服钢支撑在地铁站基坑施工中的应用 柔性十字接头和自动伺服钢支撑在地铁站基坑施工中的应用
格式:pdf
大小:154KB
页数:未知
4.6
结合上海轨交建设某车站基坑施工的实际情况,引进双向钢支撑柔性十字接头和自动伺服技术,解决了基坑支撑布置的难题.通过实际施工的验证,该技术既保留了钢支撑安拆装迅速的特点,又增加了钢支撑体系的整体稳定性,对基坑应用钢支撑技术的革新具有积极意义.
焊接参数对铝/钢点焊接头性能的影响 焊接参数对铝/钢点焊接头性能的影响
格式:pdf
大小:189KB
页数:未知
4.8
对铝合金a6061与低碳钢q235进行了电阻点焊点焊,观察分析了接合界面区反应层形貌特征,探讨了焊接电流、焊接时间与电极压力对熔核尺寸和接头抗剪力的影响。
 焊接十字形钢柱的第一道焊缝时
焊接十字形钢柱的第一道焊缝时 焊接十字形钢柱的第一道焊缝时
格式:doc
大小:50KB
页数:3P
4.5
本文将详细介绍在建设工程领域中焊接十字形钢柱的第一道焊缝时需要注意的事项和具体步骤。通过本文的阅读,读者将了解到如何正确进行焊接操作,确保焊接质量和安全。
焊接十字型钢柱怎么焊 焊接十字型钢柱怎么焊
格式:doc
大小:31KB
页数:4P
4.7
在建设工程领域中,焊接是一项常见的工艺,而焊接十字型钢柱更是其中的一个重要环节。本文将通过对比不同焊接方法、焊接材料以及焊接技巧,详细说明如何正确地进行焊接十字型钢柱。
焊接顺序对T形接头焊接残余应力场的影响 焊接顺序对T形接头焊接残余应力场的影响
格式:pdf
大小:103KB
页数:未知
4.8
在分析t形接头焊接温度场的时候,要充分利用单元死活技术以及椭球形移动热源模型。然而在分析焊接顺序对t形接头焊接残余应力场的影响的时候,要采用数值模拟的方法,来研究其中相关的数值。在多道焊、分段焊以及多层焊中,主要采用不同的方法来研究其中出现焊缝的区域。并且能够分析其中的降低效果。本文主要从分段焊、多层焊以及多道焊的焊道顺序来分析t形接头焊接残余应力场的影响。
不同焊接位置对十字接头焊缝影响相关
文辑推荐
知识推荐
百科推荐


职位:城市建设机械员
擅长专业:土建 安装 装饰 市政 园林


