





编辑推荐下载
(完整word版)玻璃热弯工序及玻璃加工工艺
格式:pdf
大小:164KB
页数:2P
 4.5
4.5
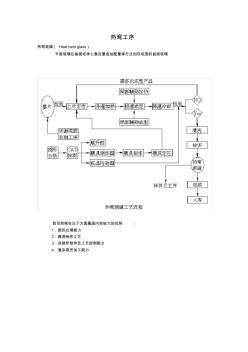
热弯工序 热弯玻璃(heatbentglass) 平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃 我司热弯在以下方面属国内有较大的优势: 1:图形处理能力 2:模具制作工艺 3:连续炉制作及工艺控制能力 4:复杂弧形加工能力 avantagewehave: 1:drawingprocessing 2:moldmaking 3:continuouschamberfurnaceadaptingtech 4:capabilityofmultiplecurvedglassbending

曲面玻璃热弯问题点
格式:pdf
大小:8KB
页数:4P
4.6
热弯问题点解析如下: 1.长宽尺寸精度超差 原因分析: 石墨模具设计不合理,模具型腔的尺寸直接影响玻璃的成型尺寸 石墨模具加工误差大,由于热弯工艺对模具要求较高,模具偏差0.01mm,影响热弯玻璃尺寸 0.02mm甚至更多 2d玻璃的尺寸超差,2d玻璃长宽精度要控制在±0.02mm以内 热弯机退火站温度不稳定,某些热弯机追逐降低能耗,忽视了动态温度响应速度,造成在连 续生产时,退火不到位,从而影响玻璃尺寸精度 热弯机的高温机械精度不稳定(例如高温下加热板平行度超差),影响3d玻璃的周边大小 不一致和平面变形,导致长宽尺寸超差 改善方案: 通过优化模具结构,可以改善尺寸超公差问题 用专业的石墨模具加工设备 建议用单头cnc加工 选择稳定的高效的温控系统机械 2.高度精度超差,造成“大小边”不良 原因分析: 石墨模具结构设计不合理,导致玻璃在加热过程中在模
玻璃热弯与钢化分解热门文档

玻璃热弯炉基本参数
格式:pdf
大小:16KB
页数:2P
4.4
《玻璃热弯炉基本参数》 ――――青岛东耀玻璃有限公司 1,热弯炉的参数及价格? 单室热弯炉 小炉内径:长2500宽2000高1100,功率60千瓦,备注:含教授热弯技术 大炉内径:长3600宽2500高1200,功率110千瓦,备注:含教授热弯技术 连续热弯炉 外径长13米宽3米高1.2米,总功率90-150kw,单炉耗电:约70度,价格:5-7万, 可上门制作。 说明:以上尺寸参数都是通用尺寸,具体尺寸可按要求定做,具体价格以设备尺寸及配件 装置计算。 2,设备加热时间及费用? 加热时间:每炉加热时间为2-3小时,散热时间为2-3小时. 热弯费用:每炉耗电量小炉70度-120度,大炉180度-250度,因耗电量与玻璃的厚度,尺寸, 弧度都有关系,耗电量不能统一而论,应以实际加工为准. 本厂的加热方式已

玻璃热弯工序及玻璃加工工艺
格式:pdf
大小:171KB
页数:2P
4.4
. 部分内容来源于网络,有侵权请联系删除! 热弯工序 热弯玻璃(heatbentglass) 平板玻璃在曲面坯体上靠自重或加配重等方法加热成型的曲面玻璃 我司热弯在以下方面属国内有较大的优势: 1:图形处理能力 2:模具制作工艺 3:连续炉制作及工艺控制能力 4:复杂弧形加工能力 . 部分内容来源于网络,有侵权请联系删除! avantagewehave: 1:drawingprocessing 2:moldmaking 3:continuouschamberfurnaceadaptingtech 4:capabilityofmultiplecurvedglassbending

(完整word版)曲面玻璃热弯问题点
格式:pdf
大小:8KB
页数:4P
4.3
热弯问题点解析如下: 1.长宽尺寸精度超差 原因分析: 石墨模具设计不合理,模具型腔的尺寸直接影响玻璃的成型尺寸 石墨模具加工误差大,由于热弯工艺对模具要求较高,模具偏差0.01mm,影响热弯玻璃尺寸 0.02mm甚至更多 2d玻璃的尺寸超差,2d玻璃长宽精度要控制在±0.02mm以内 热弯机退火站温度不稳定,某些热弯机追逐降低能耗,忽视了动态温度响应速度,造成在连 续生产时,退火不到位,从而影响玻璃尺寸精度 热弯机的高温机械精度不稳定(例如高温下加热板平行度超差),影响3d玻璃的周边大小 不一致和平面变形,导致长宽尺寸超差 改善方案: 通过优化模具结构,可以改善尺寸超公差问题 用专业的石墨模具加工设备 建议用单头cnc加工 选择稳定的高效的温控系统机械 2.高度精度超差,造成“大小边”不良 原因分析: 石墨模具结构设计不合理,导致玻璃在加热过程中在模
 浅谈钢化玻璃与热弯夹层玻璃炸裂的问题
浅谈钢化玻璃与热弯夹层玻璃炸裂的问题 浅谈钢化玻璃与热弯夹层玻璃炸裂的问题
格式:pdf
大小:528KB
页数:4P
4.4
对钢化玻璃与热弯夹层玻璃的炸裂问题进行了探讨,对引起钢化玻璃与夹层玻璃炸裂的相关生产、设计和使用等因素进行分析,提出了避免玻璃炸裂的方法。
玻璃热弯与钢化分解精华文档
玻璃热弯模具及其制造方法及应用
格式:pdf
大小:56KB
页数:1P
4.8
申请号:cn201310259761.4申请日:2013.06.26公开号:cn103359919b公开日:2017.02.08申请(专利权)人:中国建筑材料科学研究总院;北京航玻新材料技术有限公司本发明是关于一种玻璃热弯模具及其制造方法及应用,属于太阳能利用技术领域,其包括:主体,设有多个贯穿其上、下表面的通孔;以及框架型的玻璃边缘热弯部,其与所述主体连接.

热弯玻璃
格式:pdf
大小:788KB
页数:5P
4.5
玻璃的加工流程. 平面玻璃:开介-----直线-----磨边(直边,圆边,斜边,牛鼻边,鸭嘴边)-----异形 -----钻孔-----钢化----粘钢饼.喷漆---包装-----弯玻 平面玻璃:开介-----热弯-----裁边,直线-----磨边(直边,圆边,斜边,牛鼻边,鸭 嘴边)-----异形----钻孔-喷漆-包装 弯玻一般也是开介,磨边,再热弯,要不有些边很难磨好的,当然打砂可以先 也可以后,上油只能是弯后再上油,油漆是不能受高温的. 钢化玻璃自爆是因为玻璃中含有一种叫硫化镍的物质,它随着温度和环境 的变化会改变其状态。而这种物质是在生产原片玻璃时产生的,所以我们无法将 其去除,当钢化时,硫化镍会从a状态变为b状态,而在冷切时,硫化镍没有 还原成a状态,成品钢化玻璃在以后不同的环境
玻璃热弯与钢化分解最新文档
 汽车玻璃热弯曲中的加热新技术
汽车玻璃热弯曲中的加热新技术 汽车玻璃热弯曲中的加热新技术
格式:pdf
大小:520KB
页数:5P
4.7
汽车玻璃弯曲热加工中,为防止low-e膜被烧毁,玻璃膜的温度必须严格控制。介绍了红外辐射过滤加热技术和微波加热技术在汽车玻璃加工中的应用。采用这两种新技术可以使玻璃对辐射能量吸收率大于膜的吸收率,弯曲加工中膜温相对玻璃基板温度要低,有效地保证膜的光学性能。
汽车玻璃热弯曲中的加热新技术_夏国华
格式:pdf
大小:231KB
页数:5P
4.3
汽车玻璃热弯曲中的加热新技术 * 夏国华 1 ,童树庭 1 ,朱锦杰 2 (1.同济大学材料科学与工程学院,上海 200092; 2.上海耀华-皮尔金顿汽车玻璃有限公司,上海 201315) 摘要:汽车玻璃弯曲热加工中,为防止low-e膜被烧毁,玻璃膜的温度必须严格控制。介绍了 红外辐射过滤加热技术和微波加热技术在汽车玻璃加工中的应用。采用这两种新技术可以使玻 璃对辐射能量吸收率大于膜的吸收率,弯曲加工中膜温相对玻璃基板温度要低,有效地保证膜的 光学性能。 关键词:汽车玻璃;弯曲;红外过滤;微波 中图分类号:tq171.6 + 8 文献标识码:a 文章编号:1000-2871(2008)03-0028-05 newheatingtechniquesinbendingprocessing ofa
浅谈玻璃热弯炉的构成、种类和常见问题的解决方法 浅谈玻璃热弯炉的构成、种类和常见问题的解决方法
格式:pdf
大小:230KB
页数:3P
4.4
本文介绍了热弯玻璃工艺制作流程及热弯炉的主要分类等,并分析了影响热弯玻璃质量的因素,提出了解决办法。
红外辐射高温计在玻璃热弯加工设备上的应用 红外辐射高温计在玻璃热弯加工设备上的应用
格式:pdf
大小:433KB
页数:未知
4.7
对高温计的结构及测温进行了简介,提出了红外辐射高温计通过操作键盘在计算机中设定热弯的温度参数等过程而实现在玻璃深加工设备上的应用,并对其正确使用及必要的维护保养进行了阐述
建筑玻璃的热弯和钢化趋于水平化
格式:pdf
大小:111KB
页数:3P
4.4
在过去的15年中对弯玻璃的钢化已经转变为水平方法。当今大量的汽车玻璃和家具工业的制造都使用平钢化设备。小型的汽车厂商和建筑工业仍然在使用老式的垂直设备,但是随着弯钢化技术的发展,这些老式设备正在转化为平钢化设备。使用热弯炉进行钢化给大量的建筑玻璃生产带来了无以伦比的优点,同时可以达到很高的光学要求。

玻璃热弯与钢化分解相关
文辑推荐
知识推荐
百科推荐


职位:管道工程师
擅长专业:土建 安装 装饰 市政 园林


