

玻璃镜片生产流程图 (2)
格式:pdf
大小:116KB
页数:2P
人气 :71
 4.7
4.7
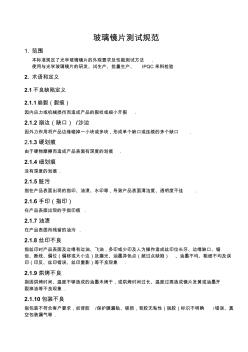
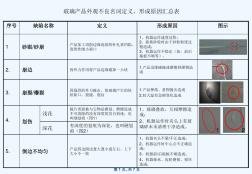
项目名称: 客户编号: 内部编号 : 日期: 玻璃面板生产流程 厚度、表面品质 接收标准: AQL=1.51,进料检查 检验方法 首检、自检 目视检查 加工要求 工序 生产流程 工具 厚度表 2,开料 无破裂、划伤小于 0.05mm、无异色点 加压炉 开料机尺寸 抽检 出货报告、送货单 抽检外观及强度 测 试 覆膜机 14,出货检查 15,出货 外观全检 100g钢球从 20cm高度自由 跌落3次,无破裂。 超声波清洗机 目视检查 投影仪、 比对菲 林 首检、巡检 巡检2pcs/h/m 每磨3PCS测厚度 外观全检目视检查 CNC3.CNC 4,平磨 表面清洁 11,印刷 10,QC检查 无划伤、崩边、白 点等表面缺陷。 自检保护膜无脏污 丝印尺寸、颜色 13,贴保护膜 12,FQC检查 自检、首检及巡检尺寸 目视检查 外观全检 无划伤、崩边、白 点等表面缺陷,尺 寸符合客户要求。 7,



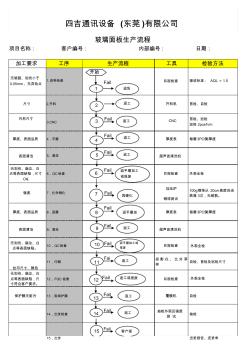
玻璃镜片生产流程图
项目名称:客户编号:内部编号:日期: 玻璃面板生产流程 厚度、表面品质 接收标准:aql=1.51,进料检查 检验方法 首检、自检 目视检查 加工要求工序生产流程工具 厚度表 2,开料 无破裂、划伤小于 0.05mm、无异色点 加压炉 开料机尺寸 抽检 出货报告、送货单 抽检外观及强度 测试 覆膜机 14,出货检查 15,出货 外观全检 100g钢球从20cm高度自由 跌落3次,无破裂。 超声波清洗机 目视检查 投影仪、比对菲 林 首检、巡检 巡检2pcs/h/m 每磨3pcs测厚度 外观全检目视检查 cnc3.cnc 4,平磨 表面清洁 11,印刷 10,qc检查 无划伤、崩边、白 点等表面缺陷。 自检保护膜无脏污 丝印尺寸、颜色 13,贴保护膜 12,fqc检查 自检、首检及巡检尺寸 目视检查外观全检 无划伤、崩边、白 点等表面缺陷,尺 寸符合客户要求。
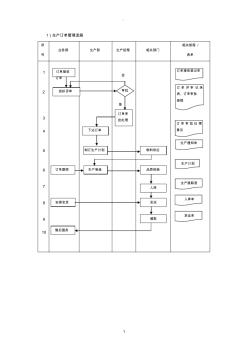
生产流程图
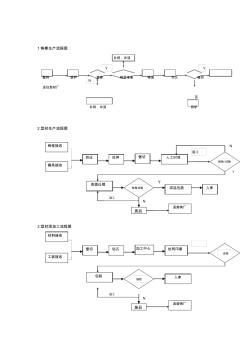
。 。 1 1)生产订单管理流程 序 号 业务部生产部生产经理相关部门 相关规程/ 表单 订单接收登记单 订单评审记录 表、订单审批 规程 订单审批处理 意见 生产计划 生产跟踪表 1 2 3 4 5 6 否 是 审批 订单接收 订单 下达订单 生产制造 售后服务 订单审 批处理 制订生产计划 组织评审 安排发货 生产通知单 物料供应 品质检验 7 订单跟踪 发运 催款 入库 入库单 货运单 8 9 10 。 。 2 生产订单管理流程说明 流程节点责任人工作说明 1接收订单 业务部 接收客户订单,并确定客户需求和订单的评审形式 2 订单评审 1.组织各相关部门进行评审,评审合格后再签订合同,并下达 生产订单 2.如评审不合格,则需要与客户进行沟通,并办理退单 订单审批生产经理对订单进行审批 3订单审批处理生产经理 1.订
编辑推荐下载

手机玻璃镜片生产工艺
格式:pdf
大小:10KB
页数:2P
4.5
手机玻璃镜片生产工艺 一、玻璃镜片性能 玻璃类产品主要为超薄玻璃(0.4-2.0mm厚),先将原片玻璃刷、丝印或 喷上保护层;经过高精密cnc玻璃开料机开片;雕刻外形、内孔及倒角;去膜; 抛光、硬化、超声清洗、真空镀膜、丝印等一系列特殊加工工艺制作而成的产 品。它具有美化装饰和保护的功能。目前产品对象主要为手机玻璃镜片、高档 数码产品视窗、高档电器开关、高端手表玻璃等小尺寸产品。 1)产品性能 a、极好的表面光洁度; b、极高的表面硬度和超强的抗划伤能力; c、较好的表面强度; d、精确的尺寸控制; e、具有极好的金属视觉效果; f、:表面硬度高,莫氏硬达8h,耐划伤,透光度良好; g、.产生破裂时成碎末状不会划伤皮肤; 2)产品结构: 平片、卜面、单桥、双桥、批花、异形等 3)产品表面处理: 真空镀膜、丝印、镭射、幻彩、镀金刚膜、ar膜、af膜、as膜特殊 工艺为

树脂镜片和玻璃镜片优缺点对比
格式:pdf
大小:13KB
页数:1P
4.7
树脂镜片和玻璃镜片优缺点对比 普通树脂材料(最常用) 优点:重量轻,安全性能好,极佳的着色性,可染成各种颜色,可加各种膜 缺点:硬度低,易划痕 pc宇宙片(神舟七号上门窗使用的材料,欧美市场占有率90%,非常安全) 优点:强抗冲击性(普通树脂的10倍),高折射率,轻,100%防紫外线,耐高温, 可进行系统的表面处理 缺点:加膜好的pc片无缺点。 光学玻璃镜片(现在使用已很少) 优点:硬度好,不易划伤,耐热性好,不易变形,较适合高屈光不正者配戴 缺点:比重大,抗冲击性差,易碎,安全性差,不适合小孩和喜欢运动人群配戴,“哈 气”现象也比较严重。 天然材料(主要是水晶,使用者罕见) 优点:硬度高、耐高温、耐磨擦、不易潮湿 缺点:重量大,研磨加工困难,密度不均匀,含杂质,双折射现象,条纹
玻璃镜片生产流程图热门文档
手工玻璃镜片磨边
格式:pdf
大小:157KB
页数:4P
4.6
情境一 单元1手工玻璃镜片磨边 学习目标:完成本单元的学习后,能够了解玻璃镜片的割边的方法、手动磨边机的使用, 掌握手工玻璃镜片磨边的方法。 知识目标: 1.划边、钳边的操作方法 2.磨边的操作方法 3.倒角的操作方法 技能目标: 会熟练使用玻璃刀划片;会熟练使用钳子钳边;会熟练使用磨边机磨尖边及倒安全角。 素质目标: 1.操作过程要规范。 2.爱护工具,轻拿轻放。 3.实验完毕清理仪器及桌台上废物。 4.经常进行设备保养。 知识要求: 一、工具与设备 1、玻璃刀:是专供用来裁制玻璃用的手工用具 2、钳子:钳子在眼镜装配过程中作用重大,使用范围很广且品种繁多。 a)平口钳子:该钳的钳口出上下均为平面。用它钳边时,通常在上下钳口处用 橡皮膏绕住几圈,以缓冲玻璃与金属之间的作用力。 b)偏口钳子:这种钳子一侧有像剪刀一样的刃口,而另一侧是空的。这种钳子 的刀口可以剪断铅
 坚持配玻璃镜片的顾客
坚持配玻璃镜片的顾客 坚持配玻璃镜片的顾客
格式:pdf
大小:31KB
页数:1P
4.3
今年春节前的一个下午,我正在为顾客装配眼镜,一老一少两位男士走进店来。戴眼镜的年轻先生直接问我:"有没有玻璃镜片?""有的!原来卖剩下的还有点。"我一边做事一边回答他,"您为什么要玻璃镜片呢?都是淘汰产品了,现在树脂镜片和pc镜片比玻璃片好多了,又轻又抗冲击,而且透光度也非常好。"那位顾客面带喜色:"那就好,问了很多店里都说没有玻璃镜片,想换眼镜很久了,但没有找到
玻璃镜片加工研磨知识
格式:pdf
大小:46KB
页数:4P
4.7
研磨(hx) 一、研磨的目的及基本原理 1.目的:(1)去除精磨的破坏层达到规定的外观限度要求 (2)精修面形,达到圆面规定的曲率半径r值,满足面本数nr要求及光圈局部的曲率允差 (亚斯)的要求 2.基本原理:通过机械的运动,经过研磨皿,研磨剂与玻璃之间的化学作用,从而达到精度拋光的 目的 二、所需治具的种类及用途 1.研磨皿:用来精磨镜片 2.夹具:用来盛装镜片,进行精磨 3.中继治具:皿具与机台之间的椄头,可调节同轴度及高度 4.合皿:用来修复钻修皿精度 5.钻修皿:用来修正研磨皿精度,(钻修皿是由金钢石钻石颗粒料贴付而成的曲率面或是走形 曲率面,其精度一般为正皿+2条,负皿0~-1条,修复研磨皮之用) 一、研磨的主要控制点 1.外观有无定点、伤痕、砂目、破裂、青蛙皮、腐蚀 2.面精度的亚斯、垂边

玻璃镜片检验标准(1)
格式:pdf
大小:402KB
页数:3P
4.7
玻璃镜片检验标准 手机玻璃镜片检验通用标准一、 1、目的:规范镜片质量检验标准,使质量检验人员有章可循,达到质量控 制之目的。 2、适用范围:适用本公司iqc、ipqc、fqc、oqc所 有玻璃镜片、镜片来料、 制程及出货。3、定义definition 3.11点状缺陷circular defects: 宽w宽w 长l 直径d=1/2 (l+w) 直径d=1/2 (l+w) 3.12线状缺陷linear defects: 宽w 间距: distance 长l 3.13透光(针孔)pinhole (translucidus) 长l 宽w 直径d(diameter) =1/2(l+w)3.14锯齿 zigzag 宽w 宽w 3.15漏光lightleakage area 长l 4、检验范围
玻璃镜片生产流程图精华文档
玻璃镜片测试规范
格式:pdf
大小:20KB
页数:5P
4.3
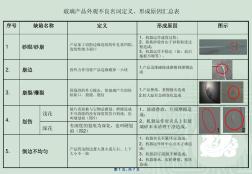
玻璃镜片测试规范 1.范围 本标准规定了光学玻璃镜片的外观要求及性能测试方法. 使用与光学玻璃镜片的研发、试生产、批量生产、ipqc来料检验 2.术语和定义 2.1不良缺陷定义 2.1.1崩裂(裂痕) 因内应力或机械损伤而造成产品的裂纹或细小开裂. 2.1.2崩边(缺口)/沙边 因外力作用将产品边缘碰掉一小块或多块,形成单个缺口或连续的多个缺口. 2.1.3硬划痕 由于硬物摩擦而造成产品表面有深度的划痕. 2.1.4细划痕 没有深度的划痕. 2.1.5脏污 指在产品表面出现的指印、油渍、水印等,导致产品表面清洁度、透明度不佳. 2.1.6手印(指印) 在产品表面出现的手指印痕. 2.1.7油渍 在产品表面所残留的油污. 2.1.8丝印不良 指丝印时产品表面及边缘有边油、飞油,多印或少印及人为操作造成丝印位长牙、边缘缺口、锯 齿、断线、偏位(偏移或大小
玻璃镜片都到哪里去了? 玻璃镜片都到哪里去了?
格式:pdf
大小:390KB
页数:2P
4.7
就在10年前,玻璃片还在市场上广为流通,现在却很难找到它的影踪了,就连广大农村也不见了玻璃片,短短几年间,它就像潮水一样从中国市场上消失了。有人说,玻璃片在中国市场上还有5-10%的份额,对这个说法,中国最主要的玻璃片生产商之一,丹阳台州商会会长。江苏亚光光学公司董事长胡昌长说,应该说是基本上快要绝迹了。洪旭光学公司董事长吴吉洪说,我仓库里还有,品质还很好,谁要?玻璃片反正不像树脂片会变色,让它睡吧。
玻璃镜片生产流程图最新文档

 玻璃镜片防雾液的研究
玻璃镜片防雾液的研究 玻璃镜片防雾液的研究
格式:pdf
大小:79KB
页数:未知
4.5
下雨天坐车的时候,我常常发现车窗玻璃上会结起一层薄薄的白雾,喜欢用手指在车窗玻璃上写写画画;夏天游泳时我带着游泳眼镜,镜片上也常常会起雾,给我带来了很多麻烦;我还发现爸爸在吃热气腾腾的面条时,会经常把眼镜拿下来擦拭镜片。这些都是怎么回事呢?难道玻璃会流汗吗?
造纸生产流程图1
格式:pdf
大小:444KB
页数:4P
4.5
/造纸生产流程图 造纸机械的基本组成部分按照纸张形成的顺序分为网部、压榨、前 干燥、后压榨、后干燥、压光机、卷纸机等。其工艺为流浆箱输出的 纸浆在网部脱水成型,在压榨部进行压缩使纸层均匀,经过前干燥进 行干燥,接着进入后压榨进行施胶,再进入后干燥器烘干处理,然后 利用压光机使纸张平滑,最后通过卷纸机形成母纸卷。造纸工艺流程 图如下所示: 纸张的分类 特别说明:本站内的有关纸张品种的文章仅为本站综合整理的介绍性内容,并不 表示我们有生产此类纸张!敬请留意,同时,如由此造成您的不便,本站深表歉 意!(2002.1.24) (1)按用途及品质分类:内地分类,台湾分类。 (2)按造纸的原料分类:有植物纤维纸(草浆纸、竹浆纸、蔗渣浆纸、破布浆纸和木浆纸等)、合成纤维 纸、矿物纤维纸和金属纤维纸等。 (3)按纸的抄造方式分类:可分为机制纸和手工纸(如宣纸、麻纸、皮纸、棉纸、高丽纸
生产流程图-手机耳机线
格式:pdf
大小:53KB
页数:1P
4.4
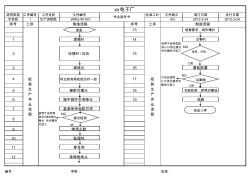
适用类型工序编号工序名称文件编号标准工时文件版次制订日期发行日期 手机线1生产流程图wrq-wi-001ao2012-3-242012-3-24 序号工序序号工序 13根据要求,制作喇叭 1焊插针14点喇叭 2压插针/压及15 ok 3烧线头16套硅胶塞 4将主线和尾线线芯拧一起17 ok 5接胶芯插头18功能检测,参照步骤8 6接中部开关和咪头19包装 7盖紧咪壳和胶芯壳 8 ok 9咪壳点胶 10贴尾标 11穿耳壳 12烧尾线线头 编写:审核:批准: 按照不良类型 返回5或6岗位 操台作步骤进 行返工 按照不良类型返 回5-14岗位操台 作步骤进行返工 xx电子厂 制造流程制造流程 组 装 生 产 作 业 流 程 组 装 生 产 作 业 流 程 不良品按照 5-1
钢结构生产流程图 (2)
格式:pdf
大小:39KB
页数:4P
4.6
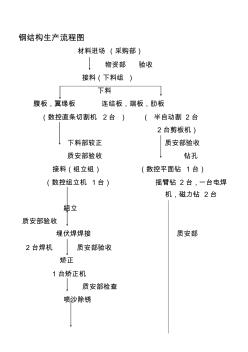
钢结构生产流程图 材料进场(采购部) 物资部验收 接料(下料组) 下料 腹板,翼缘板连结板,端板,肋板 (数控直条切割机2台)(半自动割2台 2台剪板机) 下料部较正质安部验收 质安部验收钻孔 接料(组立组)(数控平面钻1台) (数控组立机1台)摇臂钻2台,一台电焊 机,磁力钻2台 組立 质安部验收 埋伏焊焊接质安部 2台焊机质安部验收 矫正 1台矫正机 质安部检查 喷沙除锈 总装 电焊机5台 质安部重点检查 焊接 8台气保焊机质安部验收 油漆组2台三相气泵 质安部验收 发贷 生产线各班组人员配置36人 1、下料组5人 2、组立3人 3、埋伏焊2人 4、矫正2人 5、部装5人 6、焊接6人 7、除锈2人 8、油漆6人 一条生产线常用设备清单 序 号 机械设备名称型号数量备注 1多头火焰切割机cng-4000数控2
铝箔生产流程图
格式:pdf
大小:94KB
页数:3P
4.6
1铸棒生产流程图: 补料,冲淡 配料装炉熔炼铸前准备铸造均火锯切 送往型材厂 否 补料,冲淡回炉 2型材生产流程图 3型材深加工流程图 n yy 挤压拉伸锯切人工时效 表面处理 成品包装入库 废品 返熔铸厂 y y n n 铸锭接收 模具接收 返工 返工 检验/试验 检验试验 锯切钻孔加工中心丝网印刷 包装入库 废品 返熔铸厂 n 材料接收 工装接收 返工 自检 抽检 4模具制造流程图 5铸轧带材生产流程图 配料装炉熔炼静置除气精炼立板取样检查正常铸轧卸卷 送冷轧厂 补料冲淡 6冷轧生产流程图 返熔铸厂 生产准备轧制切边退火轧制 料嘴加工组装 调整 纵切 横切 铝箔毛料 检验试验 检验试验 检验试验 成品包装 成品包装 铝箔厂 处置 n y y 处置 n 检查 锯切下料车加工中心粗加工热处理 入库 废品 n 模锭接收
玻璃镜片生产流程图相关
文辑推荐
知识推荐
百科推荐


职位:甲级环境影响评价师
擅长专业:土建 安装 装饰 市政 园林


