




 铝合金变极性等离子弧穿孔焊过程控制
铝合金变极性等离子弧穿孔焊过程控制 铝合金变极性等离子弧穿孔焊过程控制
分析了铝合金变极性等离子弧穿孔立焊工艺特点,提出了通过对焊接参数的精确控制,实现变断面铝合金变极性等离子弧穿孔立焊工艺的方法,并将焊接电流、离子气流量和焊接速度确定为变断面铝合金变极性等离子弧穿孔立焊过程的被调节参数.保持穿孔熔池上"热"和"力"的动态平衡是调节焊接参数的根本依据,是实现变断面试件自动焊接的关键所在.采用单片机为核心的控制器对焊接参数进行实时调节,动态保持穿孔熔池上热和力平衡,实现了变断面铝合金变极性等离子弧穿孔立焊工艺.
变极性等离子弧焊铝合金厚板工艺研究 变极性等离子弧焊铝合金厚板工艺研究
变极性等离子弧焊是一种新型焊接方法,由于等离子弧对焊接工艺和规范参数的变化比较敏感,获得良好焊缝接头的合理规范参数范围窄、裕度小。本文通过工艺试验,探讨了变极性等离子弧焊16mm铝合金厚板的技术可行性,论述了其相对于传统弧焊工艺的优点。
编辑推荐下载
厚板铝合金变极性等离子弧焊工艺 厚板铝合金变极性等离子弧焊工艺
格式:pdf
大小:286KB
页数:未知
 4.8
4.8
分析铝镁合金的焊接特性和变极性等离子弧焊的焊接特点及氩-氦电弧的特性,依据8~12mm板厚5083的焊接经验,选用变极性等离子弧焊,分别采用氩气、氩气+氦气作为保护气体,对16mm厚的5083铝合金进行焊接试验,通过优化焊接工艺参数,获得良好的焊缝成形;按jb/t4730《承压设备无损检测》的要求对获得的焊接接头进行射线检测和渗透检测,通过机械性能试验验证焊接接头的机械性能,各项检测及试验结果均符合nb/t47014《承压设备焊接工艺评定》的要求,获得的焊接工艺规范参数在高压封闭电器外壳筒体的焊接中稳定应用。
脉冲焊条电弧焊对焊缝成形的影响 脉冲焊条电弧焊对焊缝成形的影响
格式:pdf
大小:355KB
页数:3P
4.6
针对焊条电弧焊存在的问题,研究了一种新型的采用脉冲电流的焊条电弧焊工艺—脉冲焊条电弧焊.以q345e钢板为试验母材,研究了脉冲焊条电弧焊工艺对焊缝成形的影响.试验结果表明,脉冲电弧力可对焊接熔池形成有效的振荡和冲击,减少焊接缺陷,很容易实现对接焊缝单面焊双面成形.
变极性等离子弧穿孔熔池受力及焊缝成形稳定性热门文档
基于均匀设计法碱性烧结焊剂焊缝成形研究
格式:pdf
大小:189KB
页数:3P
3
基于均匀设计法碱性烧结焊剂焊缝成形研究——采用均匀设计法研究了mgo—caf2-a1203一si02~t性渣系烧鲒焊荆的焊缝成形;应用数理统计方法回归出了焊荆中各组分与焊缝成形的数学模型:获得了电熔镁、大理石、氟石、铝矾土、金红石与黏土的变互作用对焊缝成形的影...
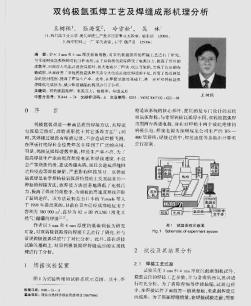
双钨极氩弧焊工艺及焊缝成形机理分析
格式:pdf
大小:853KB
页数:4P
3
双钨极氩弧焊工艺及焊缝成形机理分析——针对3i13ii1和4mm厚度低碳锕板.埘双钨授氯弧焊的焊接工艺进行r研究。与常规钨极氩弧焊的对比分析表明,由于双钨极氲瓶焊降低丁电弧压力.提高r焊丝的焙敷率,因而在走电流高速度焊接时极大地减少r凹坑、咬边等缺陷,...
等离子弧焊论文
格式:pdf
大小:23KB
页数:8P
4.6
设备构成等离子弧焊设备分为手工焊和机械化焊两大类。手工焊设备由焊接电源、焊枪、 控制电路、气路和水路等部分组成。机械化焊设备由焊接电源、焊枪、焊接小车(或转动胎 具)、控制电路、气路及水路等部分组成。按照焊接电流的大小,等离子弧设备可分为大电 流等离子弧设备和微束等离子弧设备两大类。大电流等离子弧的引燃方法是在焊接回路中 叠加一个高频振荡器,依靠高频火花在钨极与喷嘴之间引燃非转移弧。微束等离子弧的引 燃方法有两种:一种是借助焊枪上的钨极移动机构向前推进钨极,直至钨极端部与压缩喷嘴 相接触,然后回抽钨极引燃非转移弧;另一种是采用高频振荡器。等离子弧焊机的型号有: 自动等离子弧焊机lh-300、熔化极气体保护等离子弧焊机lur2-400;微束等离子弧焊机 lh6、lh-16a、lh-20、lh-30。 等离子焊优点 等离子是指在标准大气压下温度超过
镁合金真空电子束深熔焊接及焊缝成形数值模拟 镁合金真空电子束深熔焊接及焊缝成形数值模拟
格式:pdf
大小:1.0MB
页数:5P
4.6
对10mmaz61镁合金板材进行了真空电子束深熔焊接数值模拟研究.考虑到焊接过程中高温金属蒸气等离子体的热效应及真空电子束焊接"匙孔"深熔热效应特征,建立了高斯面热源与双椭球体热源复合的移动热源模型,采用数值模拟的方法研究了镁合金真空电子束焊接温度循环特征及不同焊接工艺对焊缝成形的影响.结果表明,建立的复合热源模型能够获得电子束深熔焊接的效果,并可模拟不同焊接工艺下的温度场分布与电子束热源作用下的焊缝成形,这也证明了该模型在az61镁合金电子束平板焊接的热效应模拟中有较好的适用性.

单组分氟化物焊剂对钛合金氩弧焊焊缝成形的影响
格式:pdf
大小:180KB
页数:3P
3
单组分氟化物焊剂对钛合金氩弧焊焊缝成形的影响——对厚2.5mm的bt20钛合金平板,沿不同氟化物焊剂进行tig焊接(a—tig),并与相同规范下的常规tig焊进行对比,试验证明,不同的单组分氟化物焊剂对焊缝成形、熔透深度的影响有较大差别。文中分析了a—tig焊得到...
变极性等离子弧穿孔熔池受力及焊缝成形稳定性精华文档
国产船用钢板高功率激光焊等离子体行为及过程稳定性分析 国产船用钢板高功率激光焊等离子体行为及过程稳定性分析
格式:pdf
大小:1.1MB
页数:5P
4.8
高功率激光焊接具有熔深大、热影响区小、生产效率高等优点,已成为国际船舶制造业最具潜力的制造技术之一。针对国产船用钢板开展了高功率激光焊接试验,根据试验结果分析了高功率激光焊接过程的等离子体行为特征和作用机理,以及材料存在严重偏析时等离子体失稳产生激光维持燃烧波(lsc)的情况,阐述了国产船用钢板采用高功率激光焊接的适应性。
建筑型材的成形稳定性及组织缺陷 建筑型材的成形稳定性及组织缺陷
格式:pdf
大小:150KB
页数:未知
4.5
分析了较复杂截面型材成形不稳定的原因。探讨了型材常见组织缺陷(黑斑、白条)的成因。提出了解决质量问题的途径。
TA15钛合金薄板等离子弧对接焊缝疲劳特性研究 TA15钛合金薄板等离子弧对接焊缝疲劳特性研究
格式:pdf
大小:553KB
页数:4P
4.7
为了探索钛合金等离子弧焊接头的疲劳性能,本文依据ta15标准试件和轧制板材试件疲劳试验数据处理结果,采用当量应力集中系数法,在ta15薄板等离子弧焊和对接焊缝磨削组合工艺试件的疲劳试验基础上,确定了中值当量应力集中系数和安全当量应力集中系数,最后建立了该ta15薄板的s-n曲线,给出了应用结论。
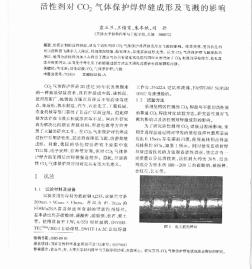
活性剂对CO2气体保护焊焊缝成形及飞溅的影响
格式:pdf
大小:1.4MB
页数:5P
3
活性剂对co2气体保护焊焊缝成形及飞溅的影响——使用自制的活牲焊丝,研究丁活拦e剂对0o2气体保护焊焊缝戚形及飞溅的影响结果表明使用活性剂可以使焊接飞溅率大太降低.焊缝熔深增加,熔宽增大.焊缝表面戚形光滑。认为co2气体保护焊飞溅降低的原因,是因为活...
变极性等离子弧穿孔熔池受力及焊缝成形稳定性最新文档
建筑涂料用乳液钙离子稳定性快速测试方法分析 建筑涂料用乳液钙离子稳定性快速测试方法分析
格式:pdf
大小:79KB
页数:2P
4.8
探讨了一种快速测试建筑涂料用乳液钙离子稳定性的方法,并将该方法与国标进行比较,通过实验证明该方法具有准确、高效及实用的特点。
焊剂带约束电弧焊接引弧稳定性与工艺研究 焊剂带约束电弧焊接引弧稳定性与工艺研究
格式:pdf
大小:1.3MB
页数:3P
4.5
引弧稳定性是制约焊剂带约束电弧焊接方法实现广泛应用的主要因素.为解决引弧不稳定问题,设计了一种焊接控制系统,实现了引弧阶段和焊接阶段独立控制.实验发现:引弧工艺参数是影响引弧稳定性的主要因素,当引弧延时时间为0.8~1.2s、引弧电流为160~170a、引弧电压为22~24v时,能够稳定引弧,电弧不会出现攀升现象,焊缝成形良好.
满堂式支架在施工中受力稳定性的计算 满堂式支架在施工中受力稳定性的计算
格式:pdf
大小:118KB
页数:未知
4.8
随着满堂式支架的广泛使用,在施工中总结出支架受力稳定性的计算,介绍了朝阳互通式立交桥施工中支架的受力计算方式。
工艺参数对铝合金激光填丝搭接焊缝成形的影响_王国振
格式:pdf
大小:2.2MB
页数:10P
4.4
工艺参数对铝合金激光填丝搭接焊缝成形的影响 王国振1王春明 1* 王军 1 杨上陆 2 胡席远 1 (1.华中科技大学材料科学与工程学院武汉430074; 2.通用汽车中国科学研究院上海201206) 摘要:铝合金的激光焊接具有焊接速度快、热输入量小、焊接质量高等独特优势;激光填丝焊接能够在降低激光焊接 对工件焊前坡口准备和接头装配精度要求的同时,改善焊缝的冶金特性,防止裂纹等缺陷的形成,提高焊接接头性能,因 此成为目前铝合金激光焊接普遍采用的技术。本试验采用激光填丝焊接的方法,研究三种主要的工艺参数,即激光功率、 焊接速度、送丝速度,对5754铝合金搭接焊缝表面成形及熔深的影响。试验发现,对焊缝表面成形影响最大的是焊接速 度,在合适的焊接速度和光丝间距等条件下,激光功率和送丝速度对焊缝表面成形的影响较小;焊缝熔深和激光功率、焊 接速度具有线性关
 岩溶区双孔隧道开挖稳定性数值分析
岩溶区双孔隧道开挖稳定性数值分析 岩溶区双孔隧道开挖稳定性数值分析
格式:pdf
大小:1.7MB
页数:3P
4.3
随着我国社会经济发展的需要,地下工程项目越来越多,特别是隧道开挖工程。由于我国地形地质条件复杂多样,在开挖前必须对隧道周围地质条件进行分析和评估,减少安全隐患。文章以岩溶区隧道开挖为例,针对在岩溶区开挖隧道会产生的不良效果,通过运用国际上著名的大型岩土工程计算软件flac3d,快速分析出溶洞在隧道不同位置时会产生的应力和应变,通过讨论和计算最终得出当岩溶区存在于隧道周围时,应考虑偏压对隧道稳定性的影响,并加强隧道边墙的支护。
微沟槽热管等离子弧焊接封口工艺研究 微沟槽热管等离子弧焊接封口工艺研究
格式:pdf
大小:271KB
页数:4P
4.3
在微沟槽热管(mghp)制造过程中,管端焊接封口工艺是最关键环节之一,用等离子弧焊(paw)方法可有效解决其封口问题。本文从焊接距离s、氩气流量q、同步转速n、焊接电流i与时间t等因素对mghp的paw焊接封口工艺进行研究,结果表明,获得良好稳定焊接封口质量的最佳工艺参数为:s=3mm;q=0.36l/min;n=80r/min;各阶段的电流、时间为i1=5a,t1=0.10s;i2=45a,t2=0.40s;i3=35a,t3=0.40s;i4=45a,t4=0.40s。
铜钢异种材料等离子弧焊接头性能 铜钢异种材料等离子弧焊接头性能
格式:pdf
大小:420KB
页数:未知
4.5
采用lhm-200等离子弧焊机对1mm紫铜与低碳钢异种材料进行了熔透型等离子弧焊试验,得到了内部无缺陷、外观成形良好的接头.观察了接头的显微组织,并分析了工艺参数对接头力学性能的影响.结果表明,焊缝区中心显微组织呈细胞群状,界面两侧的组织特征呈现显著的不同,焊缝与铜侧界面没有明显的熔合线,局部呈漩涡状,钢侧与焊缝连接处出现了明显的分界线;最佳工艺为焊接电流为65a,焊接速度为0.4cm/s,离子气流量为0.7l/min,此时接头抗拉强度可达176mpa,试样断裂于铜母材热影响区.
变极性等离子弧穿孔熔池受力及焊缝成形稳定性相关
文辑推荐
知识推荐
百科推荐


职位:路桥造价工程师
擅长专业:土建 安装 装饰 市政 园林


