

钣金件检测程序
格式:pdf
大小:9KB
页数:3P
人气 :96
 4.3
4.3
DATE=2003-10-9 TIME=13:11:44 PART NAME : biyadi REV NUMBER : SER NUMBER : STATS COUNT : 1 启动 =ALIGNMENT/START,RECALL:, LIST= YES ALIGNMENT/END MODE/MANUAL PREHIT/ 2 RETRACT/ 2 CHECK/ 2,1 SCANSPEED/ 15 LOADPROBE/Q TIP/T1A0B0, SHANKIJK=0, 0, 1, ANGLE=0 FORMAT/TEXT,OPTIONS,HEADINGS,SYMBOLS, ;NOM,MEAS,TOL,DEV,OUTTOL, , 点1 =AUTO/VECTOR POINT, SHOWALLPARAMS=YES THEO/2657.3,-586.3,795.4,0



钣金件检验指导书
检验作业指导书 1.目的:为了规范检验员的检验作业程序,特制定本规范。 2.范围:检验员对自制产品、外协外包件、入库原材料的检验均适 用本作业指导书 3.检验步骤: 3.1对照图纸要求之版本,是否与实物一致。 3.2清点图纸要求之数量,是否与实际相符 3.3识别图纸要求之材料,是否与实物相符。 3.4审查技术说明。留意不同类型的热处理、光洁度等对加工的要 求。 3.5审核图纸的尺寸、形位公差、外观要求、光洁度等,决定检查 方法,合理选用量具,保证检测质量。 3.6按次序对工件进行检验,检完一个尺寸,作一个记号,不能漏 检。 3.7检出不良品,检验员记录并报技质部确认是否返修,报废或让 步接收。 3.8检验完毕签署检验记录,工件按要求进行标识。 3.9入库/出货。 4.注意事项: 4.1审图时注意图纸是否模糊不清、是否漏盖工艺章。 4.2图纸数量理论上只许多不能
编辑推荐下载
钣金件加工工艺
格式:pdf
大小:9KB
页数:3P
4.3
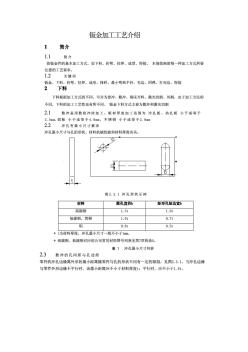
常见钣金件加工的工艺流程 一、材料的选用。 钣金加一般用到的材料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),根据产品作用不同。 选用材料不同,一般需从产品其用途及成本上来考虑。 1.冷轧板spcc。 主要用电镀和烤漆件。 成本低,易成型,材料厚度≤3.2mm。 2.热轧板shcc。 材料t≥3.0mm,也是用电镀,烤漆件,成本低,但难成型,主要用平板件。 3.镀锌板secc、sgcc。secc电解板分n料、p料。 n料主要不作表面处理。 成本高,p料用于喷涂件。 4.铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。 5.铝板;一般用表面铬酸盐(j11-a),氧化(导电氧化,化学氧化),成本高,有镀银
 飞机铝合金大型钣金件精确成形研究
飞机铝合金大型钣金件精确成形研究 飞机铝合金大型钣金件精确成形研究
格式:pdf
大小:1.3MB
页数:4P
4.4
飞机铝合金大型钣金件成形尺寸大,刚性差,制造难度大。通过对零件结构及装配要求的分析,提出了增大四周拐角角度,减少补加条带长度的改进意见,优化了零件的外形结构。借助双动拉深的优越性,采用了双动拉深的成形方法,确定出合理的制造流程和一套防止零件热处理产生变形的措施,提高了零件的成形准确度。利用有限元数值模拟、理论计算并结合实际试验,优化了展开毛坯的外形尺寸,确定出合理的工装结构以及压边力的最佳数值,达到零件精确成形的要求。
钣金件检测程序热门文档
基于三维激光点云数据的钣金件误差检测分析 基于三维激光点云数据的钣金件误差检测分析
格式:pdf
大小:417KB
页数:4P
4.4
针对传统的钣金件误差检测方法无法全面有效率的获得零件误差信息,设计了一种基于三维激光点云数据处理的钣金件误差检测方法。该方法将通过三维激光扫描仪得到的钣金件点云数据进行预处理,然后通过特征匹配将标准钣金件的cad模型和测试点云数据进行特征对齐,使它们呈现于同一坐标系下,最终根据钣金件点云数据中的各点到cad模型的最短距离确定其误差。根据实际工程需要,文章提出了一种基于阈值的最短距离算法,该算法不仅可以有效地识别并剔除点云数据中的隐藏噪声点,而且计算效率高,精度易于控制。实验结果表明,该方法可以较好地得到钣金件的误差信息。
钣金件和塑胶件设计工艺准则
格式:pdf
大小:1.1MB
页数:20P
4.4
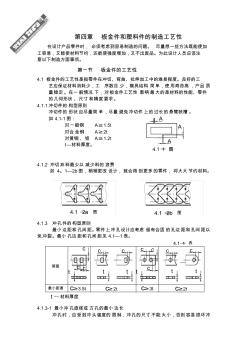
a a a 4.11图 4.12a图 最小距离 简图 c cct cc tt cc ct cc tt ≥3.5tc≥2tc≥3tc≥2tc 材料厚度 4.11表 t 第四章板金件和塑料件的制造工艺性 在设计产品零件时,必须考虑到容易制造的问题。尽量想一些方法既能使加 工容易,又能使材料节约,还能使强度增加,又不出废品。为此设计人员应该注 意以下制造方面事项。 第一节板金件的工艺性 4.1板金件的工艺性是指零件在冲切、弯曲、拉伸加工中的难易程度。良好的工 艺应保证材料消耗少,工序数目少,模具结构简单,使用寿命高,产品质 量稳定。在一般情况下,对板金件工艺性影响最大的是材料的性能、零件 的几何形状、尺寸和精度要求。 4.1.1冲切件的构型原则 冲切件的形状应尽量简单,尽量避免冲切件上的过长的悬臂狭槽。 如4.1-1图: 对一般钢a≥1.5t

钣金件结构设计准则【干货】
格式:pdf
大小:4.7MB
页数:31P
4.7
钣金件结构设计准则 内容来源网络,由“深圳机械展(11万㎡,1100多家展商,超10万观众)”收集整理! 更多cnc加工中心、车铣磨钻床、线切割、数控刀具工具、工业机器人、非标自动化、数 字化无人工厂、精密测量、3d打印、激光切割、钣金冲压折弯、精密零件加工等展示,就 在深圳机械展. 薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向弯曲载荷作 用的场合。薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加 工工艺有其特殊性。和薄板构件有关的加工工艺有三类: (1)下料:它包括剪切和冲裁。 (2)成形:它包括弯曲、折叠、卷边和深拉。 (3)连接:它包括焊接、粘接等。薄板构件的结构设计主要应考虑加工工艺的要求和特点。 此外,要注意构件的批量大小。 薄板构件之所以被广泛采用是因为薄板有下列优点 (1)易变形,这样可用简

空调器钣金件抗振性能仿真分析
格式:pdf
大小:274KB
页数:3P
4.4
本文以某机型产品顶盖为例,对不同结构和安装型式下钣金件的抗振性能进行了仿真分析,结果表明钣金件厚度和结构形式对其抗振性能影响较大,而安装形式对其影响较小。在钣金件减薄时,可以通过冲压凹槽和花纹来保证结构的抗振性能不致下降。
浅析碳钢钣金件喷涂工艺
格式:pdf
大小:98KB
页数:4P
4.5
随着社会的发展,电梯的使用越来越普遍,主要有客梯、货梯、观光梯等梯型,各种类的电梯依据客户需求的不同, 电梯的轿厢设计也不一样。轿厢作为电梯运载乘客的部件,轿厢设计和装饰要提供舒适和美观的乘坐环境。轿厢壁板 用碳钢板材进行生产,可以满足塑性和强度加工要求、降低材料成本,而且按标准颜色色卡喷涂,可以起到良好的美 观装饰作用,满足客户要求的个性化和多元化的设计理念。 轿厢壁板喷涂特殊性 轿厢是距离乘客最近的部分,轿厢壁板的装饰面光泽度要柔和,平整光滑看起来要舒适,提高电梯空间心理舒适度, 给使用者留下好的设计印象;同时装饰面也要耐水、耐磨和耐脏,防止使用者触摸和磕碰轿厢装饰面留下痕迹和手印, 半光漆膜光泽度柔和、匀薄、平整光滑、耐温、耐水、耐磨、耐脏,轿厢壁板喷涂半光漆膜能够满足要求。 电器件则不同,外壳喷涂高光漆膜,工艺要求比较高,在视觉效果上,给人一种饱满鲜艳、丰满度高的色彩体验,使 用者
钣金件检测程序精华文档
作业指导书(钣金件焊接)
格式:pdf
大小:68KB
页数:1P
4.7
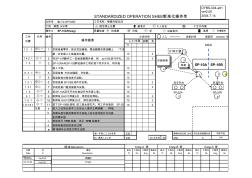
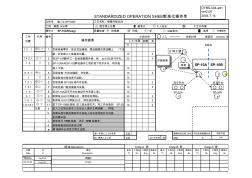
standardizedoperationsheet标准化操作单 文件号:s3-t2-sp10ar 工段:侧围&补焊固定停止位置基准点工人安全工艺内存储 质量检查拉或推听设备测试选择关键操作 代号编号分步时间人工设备时间或返回走 机器走 sw 1 102 2504 3 10 4102 510 6102双手开关双手开关 7102 810sp-10a 9303 10702 11102 注意a b如需车型切换则需将双手按钮上的车型切换开关切换 至所需车型 c d e 每一车型人工工时总和230周期时间总和(d+e)平均负荷周期时间 (d)最高人工工时230(e)走总和20250 人工/车型 3 工艺名称:侧围外板总成 操作#:sp-10ar(wag)目检 b柱处 sp-10b 1
钣金件结构设计基本原则一
格式:pdf
大小:1.1MB
页数:7P
4.5
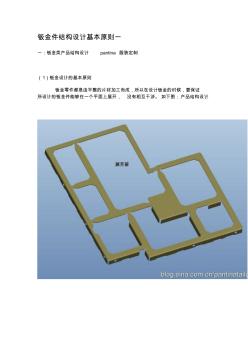
钣金件结构设计基本原则一 一:钣金类产品结构设计pantina服装定制 (1)钣金设计的基本原则 钣金零件都是由平整的片材加工而成,所以在设计钣金的时候,要保证 所设计的钣金件能够在一个平面上展开,没有相互干涉。如下图:产品结构设计 钣金的厚度从0.03~4mm各种规格都有,但厚度越大越难加工,在满足强度和 功能的前提下,越薄越好,对于大部分产品,钣金厚度控制在1.0mm以下。产 品结构设计 1、冲裁 冲裁分为普通冲裁和精密冲裁,由于加工方法的不同,冲裁件的加工工艺性 也有所不同。通信产品结构件一般只用到普通冲裁。 1.1冲裁件的形状和尺寸尽可能简单对称,使排样时废料最少。 1.2冲裁件的外形及内孔应避免尖角产品结构设计教程 尖角会影响模具的寿命,在直线或曲线的连接处注意要有圆弧连接,圆弧 半径r≥0.5t。(t为材料壁厚) 1.3冲裁件应避免窄长的悬臂与

钣金件结构设计工艺手册
格式:pdf
大小:3.5MB
页数:75P
4.7
钣金件结构设计工艺手册 目录 1第一章钣金零件设计工艺1 1.1钣金材料的选材1 1.1.1钣金材料的选材原则1 1.1.2几种常用的板材1 1.1.3材料对钣金加工工艺的影响3 1.2冲孔和落料:5 1.2.1冲孔和落料的常用方式5 1.2.2冲孔落料的工艺性设计9 1.3钣金件的折弯13 1.3.1模具折弯:13 1.3.2折弯机折弯14 1.4钣金件上的螺母、螺钉的结构形式26 1.4.1铆接螺母26 1.4.2凸焊螺母29 1.4.3翻孔攻丝30 1.4.4涨铆螺母、压铆螺母、拉铆、翻孔攻丝的比较31 1.5钣金拉伸32 1.5.1常见拉伸的形式和设计注意事项32 1.5.2打凸的工艺尺寸33 1.5.3局部沉凹与压线33 1.5.4加强筋34 1.6
钣金件-压铸件-挤压件-塑胶件结构工艺设计知识
格式:pdf
大小:2.4MB
页数:84P
4.5
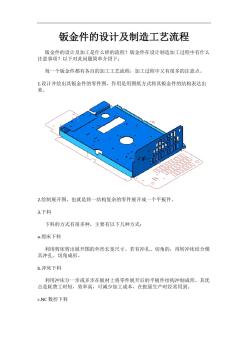
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同
钣金件检测程序最新文档
常见钣金件的材料选用和表面处理
格式:pdf
大小:1.1MB
页数:5P
4.4
常见钣金件的材料选用和表面处理 一材料的选用 1冷轧钢spcc,主要用于电镀和烤漆件,成本低,易成型,材料 厚度为≤3.2mm。 2热轧钢shcc,材料t≥3.0mm,也是用电镀,烤漆件。成本低, 但难成型,主要用平板件。 3镀锌板secc,sgcc。secc电解板分n料,p料。n料主要不作 表面处理,成本高,p料用于喷涂件。 4铜,主要用导电作用料件,其表面处理是镀镍,镀鉻,或不作 处理,成本高。 5铝板,一般用表面鉻酸盐(j11-a),氧化(导电氧化,化学氧 化),成本高,有镀银,镀镍。 6铝型材,截面结构复杂的料件,大量用于各种插箱中,表面处 理同铝板。 7不锈钢,不作任何表面处理,成本高。 二钣金常用的表面处理 1电镀,利用电解作用在机械制品上沉积出附着良好的、是性 能基体材料不同的金属覆层的技术。电镀层比热浸层均匀,一般 都较薄,从几个微米到几
RRU钣金件+压铸件安装指导书
格式:pdf
大小:2.9MB
页数:11P
4.4
huaweitechnologiesco.,ltd. rru钣金件+压铸件 安装指导书(仅限内部使用) 发布日期:2009-3-24 安全注意事项 1版权所有?华为技术有限公司2009。保留一切权利。 遵守所有安全注意事项 为保障人身和设备安全,在安装、操作、维护设备时,请遵循设备上标识及手册中说明的所有安全注意事 项。手册中的“安全警告”、“注意”、“说明”事项,并不代表所应遵守的所有安全事项,只作为所有安全注意 事项的补充。 在进行本公司产品、设备的各项操作时,必须严格遵守由华为公司提供的相关设备注意事项和特殊安全指 示。手册中列出的“安全警告”仅代表了华为公司知道的部分,华为公司不承担任何因违反通用安全操作要求 或违反设计、生产和使用设备安全标准而造成损失的责任。 遵守当地法规和规范 操作设备时,应遵守当地法规和规范。 人员要求 负责安装维护华为设备的人员
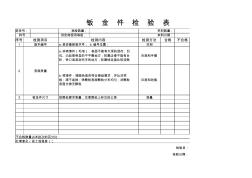
钣金件检验作业指导书
格式:pdf
大小:38KB
页数:2P
4.8
抽检数量: 供货商信用等级: 序号检测方法合格不合格 1目测 目测和手摸 目测和划痕 3测量 检验员: 检验日期: 不合格数量占本批次的百分比: 处理意见(返工或报废): 钣金件尺寸 b.喷漆件:漆颜色是否符合图纸要求,并比对样 板;漆不易掉;喷颗粒表面颗粒分布均匀;非颗粒 表面光滑无颗粒 a.是否最新版本号;b.编号位置; a.非喷漆件(毛培):表面不能有太深的刮伤、凹 坑、凸起等明显的不平整地方;轮廓边缘不能有台 阶,快口或易刮伤手的地方;轮廓线连接比较流畅 按图纸要求测量,注意图纸上标注的公差 钣金件检验表 检测项目检测内容 2表面质量 来料数量: 来料日期:料号: 进货号: 版本编号 不合格描述 2012-9-14
结构设计工艺手册(钣金件结构工艺设计)
格式:pdf
大小:2.5MB
页数:85P
4.4
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题,也有很多归档转 产的零件存在加工困难的情况,不仅影响生产进度和交货,也影响结构件的质量。如钣金零 件的折弯,经常会发生折弯碰刀的情况;落料的外圆角、半圆凸台、异型孔的规格太多,以 及一些不合理的形状设计,导致加工厂要多开很多不必要的落料模,大大增加模具的加工和 管理成本;插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆和丝 印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有些钣金零件的点焊完 全可以适当增加定位,不增加成本也不影响美观,实际上大部分设计是靠生产的工装定位, 不仅麻烦、效率低,精度也不好;很多可以避免焊接的钣金零件,往往设计成角焊的结构形 式,焊接和打磨都非常麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期 以来,这些相同的
结构设计工艺手册钣金件结构工艺设计) (2)
格式:pdf
大小:1.0MB
页数:89P
4.4
结构设计工艺手册 前言 公司现有零件中,不仅在打样过程中经常会有一些加工工艺性的问题, 也有很多归档转产的零件存在加工困难的情况,不仅影响生产进度和交货, 也影响结构件的质量。如钣金零件的折弯,经常会发生折弯碰刀的情况;落 料的外圆角、半圆凸台、异型孔的规格太多,以及一些不合理的形状设计, 导致加工厂要多开很多不必要的落料模,大大增加模具的加工和管理成本; 插箱的钣金导轨、拉伸凸台等设计,品种越来越多,需要统一、规范;喷漆 和丝印,也经常出现喷涂选择不合理导致废品率较高、无法丝印等问题;有 些钣金零件的点焊完全可以适当增加定位,不增加成本也不影响美观,实际 上大部分设计是靠生产的工装定位,不仅麻烦、效率低,精度也不好;很多 可以避免焊接的钣金零件,往往设计成角焊的结构形式,焊接和打磨都非常 麻烦,不仅效率较低,而且外观质量也经常得不到保证,等等。长期以来, 这些相同的
低合金高强度钢在空调钣金件中的应用前景
格式:pdf
大小:653KB
页数:4P
4.5
本文主要介绍了低合金高强度钢的特点,从实际的加工性、防腐性和成本方面进行分析,并以某款家用空调器电机支架为例使用屈服强度在350mpa级的低合金高强度钢进行试验验证,结果表明低合金高强度钢在空调的钣金件加工中有较高的可行性和较好的应用前景

good作业指导书(钣金件焊接)(1)
格式:pdf
大小:68KB
页数:1P
4.3
standardizedoperationsheet标准化操作单 文件号:s3-t2-sp10ar 工段:侧围&补焊固定停止位置基准点工人安全工艺内存储 质量检查拉或推听设备测试选择关键操作 代号编号分步时间人工设备时间或返回走 机器走 sw 1 102 2504 3 10 4102 510 6102双手开关双手开关 7102 810sp-10a 9303 10702 11102 注意a b如需车型切换则需将双手按钮上的车型切换开关切换 至所需车型 c d e 每一车型人工工时总和230周期时间总和(d+e)平均负荷周期时间 (d)最高人工工时230(e)走总和20250 人工/车型 3 工艺名称:侧围外板总成 操作#:sp-10ar(wag)目检 b柱处 sp-10b 1
钣金件检测程序相关
文辑推荐
知识推荐
百科推荐


职位:桥梁工程材料员
擅长专业:土建 安装 装饰 市政 园林


