

钣金加工:压铆手册..
格式:pdf
大小:1.3MB
页数:14P
人气 :63
 4.6
4.6
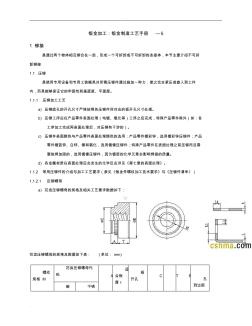
钣金加工:钣金制造工艺手册 —5 1 铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1 压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1 压铆加工工艺 a) 压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b) 压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c) 压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d) 各金属材质在表面处理后会发生的化学反应详见《第七



钣金加工:压铆手册
. . 钣金加工:钣金制造工艺手册—5 1铆接 是通过两个物体相互铆合在一起,形成一个可拆卸或不可拆卸的连接体,本节主要介绍不可拆 卸铆接 1.1压铆 是使用专用设备和专用工装模具对所需压铆件通过施加一种力,使之完全紧压或嵌入到工件 内,而具能够保证它的牢固性和垂直度、平面度。 1.1.1压铆加工工艺 a)压铆底孔的开孔尺寸严格按照各压铆件所对应的板开孔尺寸处理。 b)压铆工序应在产品零件表面处理(电镀、氧化等)工序之后完成,特殊产品零件除外(如:各 工序加工完成再表面处理后,对压铆有干涉的)。 c)压铆件表面颜色与产品零件表面处理颜色的选用:产品零件镀彩锌,选用镀彩锌压铆件;产品 零件镀蓝锌、白锌、镍和氧化,选用镀镍压铆件;特殊产品零件在表面处理之前压铆而且需 要烧焊加固的,选用镀镍压铆件,因为镀层的化学元素会影响焊接的质量。 d)各金属材质在表面处理后会发生的化学反
钣金加工工艺
2019-07-01,08:30:061 钣金加工工艺 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本 规范阐述每一种加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、 打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、 风割,由于加工方法的不同,下料的加工工艺性也有所不同。钣金下料方 式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于 或等于3.0mm,铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽 b 2019-07-01,08:30:062
编辑推荐下载

钣金加工检验标准
格式:pdf
大小:36KB
页数:4P
4.4
4.原材料检验标准 4.1金属材料 4.1.1钣材厚度及质量应符合国标,采用的钣材需出示性能测试报告及厂商证明。 4.1.2材料外观:平整无锈迹,无开裂与变形。 4.1.3尺寸:按图纸或技术要求执行,本司未有的按现行国标执行。 4.2通用五金件、紧固件 4.3.1外观:表面无绣迹、无毛刺批锋,整批来料外观一致性良好。 4.3.2尺寸:按图纸与国标要求,重要尺寸零缺陷。 4.3.2性能:试装配与使用性能符合产品要求。 5.工序质量检验标准 5.1冲裁检验标准 l对有可能造成伤害的尖角、棱边、粗糙要做去除毛刺处理。 l图纸中未明确标明之尖角(除特别注明外)均为r1.5。 l冲压加工所产生的毛刺,对于门板、面板等外露可见面应无明显凸起、凹陷、粗糙不平、 划伤、锈蚀等缺陷。 l毛刺:冲裁后毛刺高l≤5%t(t为板厚)。 l划伤
钣金加工工艺规范通则
格式:pdf
大小:21KB
页数:5P
4.5
钣金加工工艺规范通则 1、制件总体质量要求: 制件材质:符合图纸要求;材料厚度公差在+/-0.1mm以内。 制件表面:无明显划伤,表面处理符合图纸要求,对于不锈钢拉丝面, 纹理方向正确;表面无凹坑、麻点及其它质量缺陷,色泽均匀;折弯缝隙 小、均匀,沿折弯线方向无明显的折弯痕迹。焊缝均匀、光滑、无焊接残 色;边缘光滑无毛刺;锐角倒钝;表面无锈斑;对于管材制件(矩管、方 管与圆管),断口规则,内外均不能有毛刺,去毛刺时不能把断口截面打磨 出坡口。 制件尺寸:关键尺寸及角度严格在图纸公差范围以内,非关键性尺寸与 角度参考未注公差。 制件包装:总体要求为经济、安全、可靠、防潮、易于装卸;保证无论 是海运还是空运过程中不出现制件之间磕碰与摩擦,从而引发制件出现任何 质量问题。原则上不鼓励采用实木包装,除非客户特殊要求。包装外标识清 晰、内容齐全、美观、符合客户需求。 2、工艺
钣金加工压铆手册热门文档

钣金加工工艺标准
格式:pdf
大小:176KB
页数:10P
4.6
钣金加工工艺标准 1.范围 本标准规定了钣金加工工序过程中的材料;数控剪板加工;数控冲床加工;数控折弯加工;焊接; 喷涂;包装、标识、运输、贮存。本标准适用于在公司设计、生产的所有钣金产品的加工工艺。 2.规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t708-2006冷轧钢板和钢带的尺寸、外形、重量及允许偏差 jb/t6753.1-1993电工设备的设备构件公差钣金件和结构的一般公差及其选用规则 gb/t3280-2007不锈钢冷轧钢板和钢带 gb/t2518-2008连续热镀锌薄钢板和钢带 gb/t15055-
![钣金加工工艺介绍[1]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hvyAGtzJAAAsTYxwr7g245.jpg)
钣金加工工艺介绍[1]
格式:pdf
大小:471KB
页数:13P
4.4
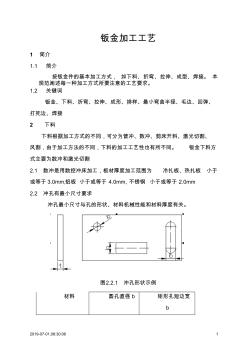
2013-04-17,14:18:111 钣金加工工艺介绍 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种 加工方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜
钣金加工工艺流程
格式:pdf
大小:404KB
页数:13P
4.8
钣金加工工艺流程 1简介 1.1简介 按钣金件的基本加工方式,如下料、折弯、拉伸、成型、焊接。本规范阐述每一种加工 方式所要注意的工艺要求。 1.2关键词 钣金、下料、折弯、拉伸、成形、排样、最小弯曲半径、毛边、回弹、打死边、焊接 2下料 下料根据加工方式的不同,可分为普冲、数冲、剪床开料、激光切割、风割,由于加工方法的 不同,下料的加工工艺性也有所不同。钣金下料方式主要为数冲和激光切割 2.1数冲是用数控冲床加工,板材厚度加工范围为冷扎板、热扎板小于或等于3.0mm, 铝板小于或等于4.0mm,不锈钢小于或等于2.0mm 2.2冲孔有最小尺寸要求 冲孔最小尺寸与孔的形状、材料机械性能和材料厚度有关。 图2.2.1冲孔形状示例 材料圆孔直径b矩形孔短边宽b 高碳钢1.3t1.0t 低碳钢、黄铜1.0t0.7t 铝0.8t0.5t
![[实用参考]钣金加工工艺介绍](https://files.zjtcn.com/group1/M00/2F/CC/CgoBZ2Acym6AYEPiAAAU5KyPjhU855.jpg)
广州钣金加工厂最全钣金工艺介绍
格式:pdf
大小:15KB
页数:5P
4.4
广州钣金加工最全钣金工艺流程介绍 本文原创来自广州鸣冠钣金加工厂, 钣金加工技术流程 跟着当今社会的开展,钣金业也随之迅速开展,如今钣金涉及到各行各业,关于任何一个钣 金件来说,它都有必定的加工进程,也即是所谓的技术流程,要知道钣金加工流程,首要要 知道钣金资料的选用。 一、 资料的选用,钣金加通常用到的资料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜面、拉丝 面、雾面),依据商品效果不相同,选用资料不相同,通常需从商品其用处及本钱上来思考。 1.冷轧板spcc,首要用电镀和烤漆件,本钱低,易成型,资料厚度≤3.2mm。 2.热轧板shcc,资料t≥3.0mm,也是用电镀,烤漆件,本钱低,但难成型,首要用平板件。 3.镀锌板secc、sgcc。
钣金加工压铆手册精华文档
钣金加工中心监理工作总结终稿
格式:pdf
大小:41KB
页数:9P
4.5
监理工作小结 项目名称:上海中国航海博物馆 顾客单位:上海港城开发(集团)有限公司 管理单位:上海市建设工程管理有限公司 设计单位:德国gmp国际建筑设计有限公司 上海建筑设计研究院有限公司 施工单位:上海建工(集团)总公司 总监理工程师:江晓锑 上海上咨建设监理有限责任公司 二00九年九月 2 上海中国航海博物馆工程 监理工作总结 一、工程概况: 本工程基地面积约4.5万平方米,建筑占地面积约2.5万平方 米,建筑总面积约4.6万平方米。建筑等级:一类建筑。工程结构设 计使用年限50年,结构设计安全等级二级,抗震设防烈度为7度, 结构设计抗震等级为二级,耐火等级一级,不设人防工程。工程结构 体系采用钢筋混凝土框架。中央帆体位于混凝土建筑屋顶,中央帆体 建筑结构构成复杂,主体支承骨架为屋顶端铰接的四肢拱架,而拱架 的两肢又分别连接于两个复杂的钢管桁架
钣金加工中心监理工作总结终稿
格式:pdf
大小:31KB
页数:8P
4.6
1 监理工作小结 项目名称:大型客机研制保障条件建设项目一期 钣金加工中心工程 顾客单位:上海飞机制造有限公司 监理单位:上海上咨建设工程咨询有限公司 设计单位:中国航空规划建设发展有限公司 施工单位:中国建筑第八工程局有限公司 总监理工程师:程小娇 上海上咨建设监理有限责任公司 二0一三年九月 钣金加工中心工程 2 监理工作总结 一、工程概况: 钣金加工中心工程由钣金厂房和附楼组成,总长145.25m,占地 面积为10558平方米,建筑面积为11920平方米,高度为15.5米, 主厂房采用门式刚架结构体系,跨度为24米,长度为136.2米,柱 距为7.5米,刚架梁底标高12米,刚架钢梁边柱处高0.8米,跨中 高0.9米,中柱处为0.9米,与钢柱刚接。 附楼共分2个区,均为钢筋混凝土框架结构,b区一层,层高4.45 米,平面柱网尺寸为
不锈钢钣金加工的工艺流程
格式:pdf
大小:23KB
页数:2P
4.3
不锈钢钣金加工的工艺流程 1、下料:下料方式有各种,主要有以下几种方式 ①.剪床:是利用剪床剪切条料简单料件,它主要是为模具落料成形准备加工,成本低, 精度低于0.2,但只能加工无孔无切角的条料或块料。 ②.冲床:是利用冲床分一步或多步在板材上将零件展开后的平板件冲裁成形各种形状料 件,其优点是耗费工时短,效率高,精度高,成本低,适用大批量生产,但要设计模具。 ③.nc数控下料,nc下料时首先要编写数控加工程式,利用编程软件,将绘制的展开图 编写成nc数拉加工机床可识别的程式,让其根据这些程式一步一刀在平板上冲裁各构形状 平板件,但其结构受刀具结构所至,成本低,精度于0.15。 ④.镭射下料,是利用激光切割方式,在大平板上将其平板的结构形状切割出来,同nc 下料一样需编写镭射程式,它可下各种复杂形状的平板件,成本高,精度于0.1. ⑤.锯床:主要用下铝型材
不锈钢钣金加工合同仿本
格式:pdf
大小:42KB
页数:35P
4.4
不锈钢钣金加工合同仿本 篇一:钣金加工合同范本 篇一:钣金定做合同样本 产品购销合同 甲方(买方): 乙方(卖方): 加工制作商品如下:根据《中华人民共和国合同法》等 法律、法规的规定,甲乙双方在平等自愿、协商一致的基础 上,就甲方购买乙方产品事宜达成以下条款: 第一条乙方所提供的产品及费用清单 第二条付款方式:货到验收合格且乙方开具正规发票 后,甲方支付款项。 第三条交货期:自收到甲方预付款之日起25日内到达 甲方指定地点。 第四条交货地点、费用承担及所有权转移:乙方通过 货运发运到甲方指定地点,运费由乙方承担;货物所有权自 甲方签收之日起转移,运输途中产品的损毁由乙方自行承担。 第五条乙方应做好适合物流运输的产品包装,并随货附《货 物清单》(加盖合同章),详细注明产品规格及数量,甲方根 据货物清单内容验收货物。 第六条甲方自收到货物起7日内可对产品的规
![钣金加工中心监理工作总结[宝典]](https://files.zjtcn.com/group1/M00/6C/B8/CgoBZ2A6hvqAEH7rAAAdMD0yqKI174.jpg)
钣金加工中心监理工作总结[宝典]
格式:pdf
大小:49KB
页数:9P
4.5
监理工作小结 项目名称:上海中国航海博物馆 顾客单位:上海港城开发(集团)有限公司 管理单位:上海市建设工程管理有限公司 设计单位:德国gmp国际建筑设计有限公司 上海建筑设计研究院有限公司 施工单位:上海建工(集团)总公司 总监理工程师:江晓锑 上海上咨建设监理有限责任公司 二00九年九月 上海中国航海博物馆工程 监理工作总结 一、工程概况: 本工程基地面积约4.5万平方米,建筑占地面积约2.5万平方 米,建筑总面积约4.6万平方米。建筑等级:一类建筑。工程结构设 计使用年限50年,结构设计安全等级二级,抗震设防烈度为7度, 结构设计抗震等级为二级,耐火等级一级,不设人防工程。工程结构 体系采用钢筋混凝土框架。中央帆体位于混凝土建筑屋顶,中央帆体 建筑结构构成复杂,主体支承骨架为屋顶端铰接的四肢拱架,而拱架 的两肢又分别连接于两个复杂的钢管桁
钣金加工压铆手册最新文档
常见钣金加工的工艺流程
格式:pdf
大小:9KB
页数:3P
4.4
常见钣金加工的工艺流程 一、材料的选用 钣金加一般用到的材料有热轧板(shcc)、铝型材,冷轧板(spcc)、镀 锌板(secc、sgcc),铜(cu)黄铜、紫铜、不锈钢(镜面、拉丝面、雾面), 铍铜,铝板(6061、6063、硬铝等),根据产品作用不同,选用材料不同,一般 需从产品其用途及成本上来考虑。 1.镀锌板secc、sgcc。secc电解板分n料、p料,n料主要不作表面处理, 成本高,p料用于喷涂件。 2.冷轧板spcc,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。 3.热轧板shcc,材料t≥3.0mm,也是用电镀,烤漆件,成本低,但难成型, 主要用平板件。4.铝型材;截面结构复杂的料件,大量用于各种 插箱中。表面处理同铝板。 5.不锈钢;主要用不作任何表面处理,、成本高。 6.铜;主要用导电作用料件,其表面处理是镀
钣金加工中心工程例会会议纪要NO.22
格式:pdf
大小:36KB
页数:4P
4.5
钣金加工中心工程工程例会会议纪要 大型客机研制保障条件建设项目一期工程 1012号钣金加工中心工程 会议纪要 第22次工程例会 上海上咨建设工程咨询有限公司 1012号钣金加工中心工程 项目监理组 2011年7月22日 钣金加工中心工程工程例会会议纪要 工程例会会议纪要 编号:22 时间:2011年7月22日上午10:00 地点:业主会议室 参与单位及人员:(详见会议签到表) 会议内容纪要: 与会各方就上周工程进展及主要存在问题进行了沟通和协调,并确定了下一 阶段的工作计划,会议主要内容纪要如下: 施 工 单 位 一、本周工程进展情况 1、东、西侧附楼地下墙体砌筑工作完成90%。 2、经过13天施工完成1629根搅拌桩施工,完成总量的21.6%。 3、钢结构吊装准备工作完成。 二、下周工作计划 1、完成东侧19轴及1轴抗风柱吊装。 2、
![[优质文档]钣金加工中心监理工作总结](https://files.zjtcn.com/group1/M00/2F/BC/CgoBZ2AcyJKAENT9AAAdMD0yqKI291.jpg)
[优质文档]钣金加工中心监理工作总结
格式:pdf
大小:49KB
页数:9P
4.4
监理工作小结 项目名称:上海中国航海博物馆 顾客单位:上海港城开发(集团)有限公司 管理单位:上海市建设工程管理有限公司 设计单位:德国gmp国际建筑设计有限公司 上海建筑设计研究院有限公司 施工单位:上海建工(集团)总公司 总监理工程师:江晓锑 上海上咨建设监理有限责任公司 二00九年九月 上海中国航海博物馆工程 监理工作总结 一、工程概况: 本工程基地面积约4.5万平方米,建筑占地面积约2.5万平方 米,建筑总面积约4.6万平方米。建筑等级:一类建筑。工程结构设 计使用年限50年,结构设计安全等级二级,抗震设防烈度为7度, 结构设计抗震等级为二级,耐火等级一级,不设人防工程。工程结构 体系采用钢筋混凝土框架。中央帆体位于混凝土建筑屋顶,中央帆体 建筑结构构成复杂,主体支承骨架为屋顶端铰接的四肢拱架,而拱架 的两肢又分别连接于两个复杂的钢管桁
钣金加工中折弯系数的探讨
格式:pdf
大小:1.2MB
页数:3P
4.4
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
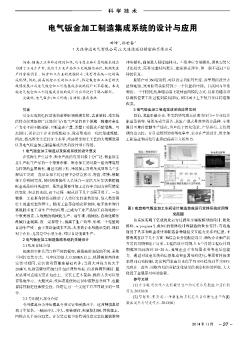
电气钣金加工制造集成系统的设计与应用
格式:pdf
大小:148KB
页数:1P
4.8
随着工业革命进程的加快,电子技术和计算机技术被应用到了工业生产中,成为了工业产品加工大规模自动化、机械化生产的重要因素。钣金加工企业的规模较小,没有形成统一化的集成规模,因此,提高钣金工艺的加工水平,推进钣金加工工艺的大规模发展以及电气钣金加工制造集成系统的设计刻不容缓。本文就电气钣金加工制造集成系统的设计与应用进行了深入探讨。
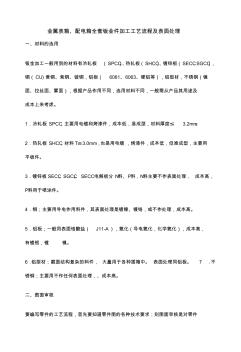
配电箱金属表箱钣金加工工艺流程及表面处理
格式:pdf
大小:13KB
页数:9P
4.6
金属表箱、配电箱全套钣金件加工工艺流程及表面处理 一、材料的选用 钣金加工一般用到的材料有冷轧板(spcc)、热轧板(shcc)、镀锌板(secc、sgcc), 铜(cu)黄铜、紫铜、铍铜,铝板(6061、6063、硬铝等),铝型材,不锈钢(镜 面、拉丝面、雾面),根据产品作用不同,选用材料不同,一般需从产品其用途及 成本上来考虑。 1.冷轧板spcc,主要用电镀和烤漆件,成本低,易成型,材料厚度≤3.2mm。 2.热轧板shcc,材料t≥3.0mm,也是用电镀,烤漆件,成本低,但难成型,主要用 平板件。 3.镀锌板secc、sgcc。secc电解板分n料、p料,n料主要不作表面处理,成本高, p料用于喷涂件。 4.铜;主要用导电作用料件,其表面处理是镀镍、镀铬,或不作处理,成本高。 5.铝板;一般用表面铬酸盐(j11-a),氧化(导电氧化,化学氧化),成本高

成套电器钣金加工车间设计制造集成运行支持系统
格式:pdf
大小:2.0MB
页数:8P
4.8
针对多品种小批量甚至单件客户化定制生产模式下,成套电器制造企业钣金规格品种繁多、设计资料数据量大、生产加工任务重等特点以及对设计制造集成优化运行的需求,提出了一种支持钣金件从三维cad、二维展开、工艺设计、优化排料、数控编程到数控加工整个设计制造过程信息共享与业务协同的集成运行模式,并基于面向服务架构(service-orientedarchitecture,soa)建立了该模式运行支持系统的集成框架、功能结构和运行流程。最后,将该系统在重庆某成套电器制造企业进行了实际应用,取得了良好应用效果。
 浅谈钣金加工工艺中的机械化自动化控制技术
浅谈钣金加工工艺中的机械化自动化控制技术 浅谈钣金加工工艺中的机械化自动化控制技术
格式:pdf
大小:1.0MB
页数:2P
4.4
在科技和经济快速发展的背景下,国内工业开始逐渐朝机械化和自动化方向发展,钣金加工也同样如此。钣金工艺的机械化和自动化能使加工效率大大提高,有效提升企业利润。因此,钣金加工制造、冲床自动化等值得探讨和分析。
浅谈防盗门生产中钣金加工的技术和注意事项 浅谈防盗门生产中钣金加工的技术和注意事项
格式:pdf
大小:114KB
页数:1P
4.4
文章结合防盗门钣金加工的实际,对钣金加工技术进行了一般性论述,说明了防盗门制作中钣金加工技术的要点,并提出了相关的注意事项,希望能够为提高钣金加工技术应用水平,提升防盗门制作质量起到一定的辅助作用.

钣金加工压铆手册相关
文辑推荐
知识推荐
百科推荐

职位:钢筋施工员
擅长专业:土建 安装 装饰 市政 园林


