




酸洗线开卷机与卷取机的故障分析及改造
某厂引进的酸洗线开卷、卷取设备在单机试车过程中发生的轴承发热烧死的事故,分析原设计的不合理之处,并提出一系列的改造方案,最终将其改造成功,取得良好的经济效果。
酸洗线开卷机与卷取机的故障分析及改造
随着科学技术的不断发展,某些生产设备的更新换代工作日益频繁,但也存在诸多缺陷。在引进酸洗线开卷机以及卷取设备的过程中,由于多种因素的限制,容易造成轴承发热现象的出现,并可能造成轴承烧死的事故。对这一事故进行判定的分析可以发现,其原有的设计规划存在一定的不合理之处。本文通过对其原理的分析,提出多种切实性的改造方案,并为生产与设计者提供些许参考与建议。
编辑推荐下载
 薄钢板酸洗机组双柱头开卷机液压系统设计
薄钢板酸洗机组双柱头开卷机液压系统设计 薄钢板酸洗机组双柱头开卷机液压系统设计
格式:pdf
大小:198KB
页数:未知
 4.8
4.8
对开卷机的工况进行了分析,对开卷机液压原理进行了设计,确定了系统中所使用的液压元件的型号,完成了开卷机液压站的设计。
分析冷轧酸洗钢板表面黑斑缺陷 分析冷轧酸洗钢板表面黑斑缺陷
格式:pdf
大小:318KB
页数:未知
4.7
冷轧酸洗特性的钢板表层,很易凸显黑斑。选出某规格下的钢板,在拟定好的试验温度以下,预设了酸洗试验。试验得来的现场钢板,解析了它的表层特性。试验得来的结果表征着,冷轧酸洗制备出来的钢板黑斑,是酸洗残存下来的氧化铁皮,密切关涉热轧技术。冷轧酸洗特性的这种钢板,黑斑主要涵盖着氧化铁。温度递增时,表层附带着的铁皮变厚,很易附着斑痕。
宝钢冷轧酸洗机组开卷机自动刹车失控分析及改进热门文档
铝冷轧机开卷机自动上料的设计 铝冷轧机开卷机自动上料的设计
格式:pdf
大小:721KB
页数:5P
4.5
本文阐明了铝冷轧机开卷机自动上料应用的目的,列出了自动上料过程中所涉及的主要装置及传感器,叙述了自动上料的工作原理和工作过程,分析了自动上料过程中的设计计算,完整地实现了铝冷轧机开卷机自动上料的设计。
攀钢冷轧厂酸轧机组出口段全自动控制分析 攀钢冷轧厂酸轧机组出口段全自动控制分析
格式:pdf
大小:451KB
页数:4P
4.8
介绍攀钢冷轧厂酸轧机组出口段工艺及自动控制顺控的组成,全自动操作的原理、实现方法及在调试中对工艺、顺控的优化。
宝钢冷轧厚度公差
格式:pdf
大小:74KB
页数:11P
4.6
宝钢冷轧厚度公差 字体大小:大|中|小2007-08-1014:34-阅读:1991-评论:0 冷连轧钢板及钢带的尺寸、外形、重量及允许偏差 (q/bqb401-2003代替q/bqb401-1999) 1围 本标准规定了冷连轧钢板及钢带的定义、分类和代号、尺寸、外形、重量及其允许偏差。 本标准适用于宝山钢铁股份生产的厚度为0.30mm~3.50mm、宽度为700mm~1850mm的冷连轧钢带以及由它 切成的钢板及纵切钢带,以下简称钢板及钢带。 2规性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的修改单 (不包括勘误的容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究是否可使用 这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 gb/t8170-19
宝钢冷轧1550电镀锌机组导电辊失效分析 宝钢冷轧1550电镀锌机组导电辊失效分析
格式:pdf
大小:758KB
页数:4P
4.6
宝钢1550电镀锌机组导电辊表面筒体使用的是哈氏合金材料。在长期使用过程中哈氏合金的焊缝腐蚀和开裂,是导电辊最大的问题。因此,本文主要对采用填丝tig焊的导电辊哈氏合金筒体的失效进行了分析,揭示了其产生应力腐蚀开裂并最终导致失效的原因,为采取相应的改进措施,提高导电辊焊缝的抗蚀性提供理论依据。
宝钢冷轧酸洗机组开卷机自动刹车失控分析及改进精华文档
冷轧处理线酸洗机组机械工艺探索 冷轧处理线酸洗机组机械工艺探索
格式:pdf
大小:36KB
页数:未知
4.5
酸洗线分为三段:入口段、酸洗段、出口段。在入口段进行热轧钢卷的带头处理,钢卷小车将钢送上开卷机开卷,通过七段矫直机将带钢初步矫直,然后送到闪光焊机将带头带尾焊接起来,拉伸矫直机将带钢初步破磷、矫直送进酸洗进行酸洗。通过温度、浓度不同盐酸将带钢表面的氧化铁皮溶解掉之后进入漂洗段,通过脱盐水将带钢表面的盐酸冲洗掉,热风吹干之后进入出口段,在出口段完成切边、碎边,通过连接活套进入轧机。
冷轧酸洗钢板表面黑斑缺陷分析 冷轧酸洗钢板表面黑斑缺陷分析
格式:pdf
大小:422KB
页数:3P
4.6
针对冷轧酸洗钢板黑斑缺陷问题,对q195、stl3钢在不同试验温度下进行了氧化铁皮的生成、冷却、酸洗试验,对试验后的试样和生产现场钢板的表面进行了微观分析。结果表明:冷轧酸洗钢板黑斑实质上是未完全酸洗掉而残存的氧化铁皮,是由热轧工艺引起;冷轧酸洗钢板黑斑主要由fe3o4和feo组成;温度越高,表面氧化铁皮越厚,fe3o4含量越高,冷轧酸洗钢板越易产生黑斑。
冷轧机组开卷机和卷取机电机参数的计算优化 冷轧机组开卷机和卷取机电机参数的计算优化
格式:pdf
大小:212KB
页数:未知
4.6
冷轧机组的开卷取机在生产过程中存在着恒力矩调速运行和恒功率调速运行2种工作状态,如何使电机尽可能在恒功率调速阶段运行,尽量提高电机的利用效率是本文研究的重点。一般在设计阶段,需根据产品大纲及张力表的相关信息来对开卷取机的电机重要参数及减速箱减速比进行计算确定,原有较为粗放的按极限规格、条件的计算方法已不能适应目前经济节能的要求。根据机组的生产数据,研究电机的负载特性,优化各个参数计算方法,并确定其计算公式。优化后的电机选型不仅能够满足机组的生产需求,同时也能最大化电机的使用效率。
冷轧带钢酸洗-轧机机组联机改造的工艺技术
格式:pdf
大小:564KB
页数:7P
4.4
冷轧酸洗—轧机联合机组在提高冷轧生产能力、提高产品一级品率、降低能耗、减少投资方面效果明显,已成为大型冷轧厂首选的生产机组。由于采用连续化生产,与单卷轧制相比,工艺技术方面具有其独特性,需要采用有钢换辊、动态变规格轧制技术、尽量降低断带率、稳定生产以充分发挥酸洗—轧机联合机组的效能。作者以某厂类似机组改造项目为背景对此作了比较详细的介绍。
冷轧带钢酸洗—轧机机组联机改造的工艺技术
格式:pdf
大小:197KB
页数:4P
4.3
冷轧酸洗-轧机联合机组在提高冷轧生产能力、提高产品一组品率、降低能耗、减少投资和生产成本方面效果明显,已成为大、中型冷轧厂首选的生产机组。由于采用连续化生产,与单卷轧制相比,工艺技术方面具有其独特性,需要采用有钢换辊、动态变规格轧制技术等工艺技术,以充分发挥酸洗-轧机联合机组的效能。结合工程实践对此作了比较详细的分析和介绍。
宝钢冷轧酸洗机组开卷机自动刹车失控分析及改进最新文档
 冷轧厂酸洗线拉矫机原理分析
冷轧厂酸洗线拉矫机原理分析 冷轧厂酸洗线拉矫机原理分析
格式:pdf
大小:91KB
页数:未知
4.5
在冷轧厂的各工序中,酸洗线拉矫机的应用起着关键作用.本文主要对酸洗线拉矫机的拉直弯曲矫直原理进行介绍,从而分析了酸洗线拉矫机的结构及延伸率控制和酸洗线拉矫机的工作方式,以期对冷轧厂酸洗线拉矫机的更好使用提供参者和借鉴.
宝钢冷轧牌号(整理汇总)
格式:pdf
大小:120KB
页数:3P
4.4
宝钢冷轧产品: csimnpsaitatibaitnba spcc一般用 冰箱侧板、洗衣机、冰柜外板;微波炉 外壳、空调外壳;热水器、电饭煲、电 烤炉、油烟机、燃器具外壳;日用搪瓷 、办公家具、防盗门、电子元件、钮扣 电池、日用五金、汽车配件等。 ≤0.12≤0.50≤0.035≤0.025≥0.020— spcdq/bqb402冲压用可制作汽车门、窗、挡泥板、马达外壳 等冲压成型及较复杂变形加工的零部件 ≤0.10≤0.45≤0.030≤0.025≥0.020 spce、spcenq/bqb402深冲用可制作汽车前车灯、油箱、门、窗等深 冲成型及剧烈变形加工的零部件 ≤0.08≤0.40≤0.025≤0.020≥0.020不大于210 dc01(st12)一般用冰箱等家电外壳、油桶、钢家俱等一般 成形加工用。 ≤0.
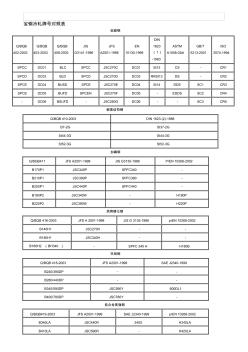
宝钢冷轧牌号对照表
格式:pdf
大小:105KB
页数:6P
4.4
宝钢冷轧牌号对照表 低碳钢 q/bqb 402-2003 q/bqb 403-2003 q/bqb 408-2003 jis g3141-1996 jfs a2001-1998 en 10130-1999 din 1623 (1) -1983 astm a1008-02el gb/t 5213-2001 iso 3574-1994 spccdc01blcspccjsc270cdc01st12cs-cr1 spcddc03bldspcdjsc270ddc03rrst13ds-cr2 spcedc04busdspcejsc270edc04st14ddssc1cr3 spcedc05bufdspcenjsc270fdc05-eddssc2cr4 -dc06bsufd-j
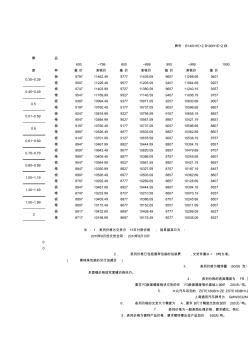
宝钢冷轧板价格表
格式:pdf
大小:21KB
页数:4P
4.3
厚品 600~799800~899900~999 度种基价含税价基价含税价基价含税价基价 板979711462.49977711439.09965711298.699407 卷959711228.49957711205.09945711064.699207 板974711403.99972711380.59960711240.199357 卷954711169.99952711146.59940711006.199157 板939710994.49937710971.09925710830.699007 卷919710760.49917710737.09905710596.698807 板924710818.9992271079
冷轧酸洗线工艺管道施工管理 冷轧酸洗线工艺管道施工管理
格式:pdf
大小:196KB
页数:2P
4.3
对冷轧厂酸洗线及其工艺管道进行了介绍,分析了用于酸洗线的管道类型和特点,对酸洗工艺管道施工管理进行了研究,并提出管道工程施工管理中的注意环节,以确保管道工程施工质量。
宝钢冷轧酸洗机组开卷机自动刹车失控分析及改进相关
文辑推荐
知识推荐
百科推荐


职位:测量员,测量工程师
擅长专业:土建 安装 装饰 市政 园林


