

本钢冷轧厂横切机组及飞剪电气控制系统技术改造
格式:pdf
大小:585KB
页数:4P
人气 :82
 4.4
4.4
介绍了本钢冷轧厂横切机组电气控制系统构成,重点为其中旋转式飞剪控制系统的组成、控制方法、数学模型、系统特点等,以及对横切机组电气控制系统进行改造后所取得的良好效果。



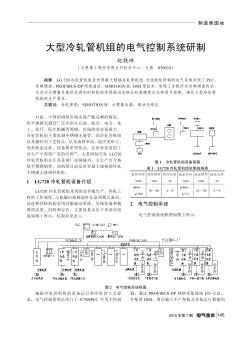
大型冷轧管机组的电气控制系统研制
lg720冷轧管机组是世界最大规格冷轧管机组。为该机组研制的电气系统采用了plc、变频调速、profibus-dp网络通信、simotiond、hmi等技术,实现了多机传动变频调速传动,尤其对大惯量负载的送进和回转机构实现高动态响应和高精度定位和同步控制,满足大型冷轧管机组的生产要求。

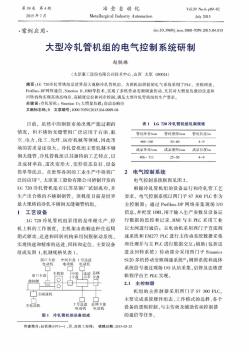
大型冷轧管机组的电气控制系统研制
lg720冷轧管机组是世界最大规格冷轧管机组。为该机组研制的电气系统采用了plc、变频调速、profibus-dp网络通信、simotiond及hmi等技术,实现了多机传动变频调速传动,尤其对大惯量负载的送进和回转机构实现高动态响应和高精度定位和同步控制,满足大型冷轧管机组的生产要求。
编辑推荐下载
大型冷轧管机组的电气控制系统研制
格式:pdf
大小:2.4MB
页数:4P
4.3
lg720冷轧管机组是世界最大规格冷轧管机组。为该机组研制的电气系统采用了plc、变频调速、profibus-dp网络通信、simotiond、hmi等技术,实现了多机传动变频调速传动,尤其对大惯量负载的送进和回转机构实现高动态响应、高精度定位和同步控制,满足大型冷轧管机组的生产要求。
 本钢冷轧厂2~#镀锌机组清洗段消泡系统改造
本钢冷轧厂2~#镀锌机组清洗段消泡系统改造 本钢冷轧厂2~#镀锌机组清洗段消泡系统改造
格式:pdf
大小:403KB
页数:4P
4.4
介绍了本钢冷轧厂2#镀锌机组清洗段及消泡系统构成、作用及原理。针对原消泡系统存在的问题,采用气、水雾消泡技术,对消泡系统进行了改造。机组投入运行后,取得了良好效果。
本钢冷轧厂横切机组及飞剪电气控制系统技术改造热门文档
本钢冷轧厂热镀锌机组设备改造方案浅析
格式:pdf
大小:108KB
页数:1P
4.6
针对本钢冷轧厂热镀锌机组改造初步方案从工艺及设备两方面进行了介绍分析,指出了现机组存在的问题及改造后预期达到的效果,并就一些新增加的重要设备进行了详细论述。
本钢冷轧工程连续热镀锌机组的选型
格式:pdf
大小:133KB
页数:4P
4.4
1991年第4期本钢技术·s7· 本钢冷轧工程连续热镀锌机组的选型 设计管理处张吉丽 一 、连续热镀锌的发展 国内最早的热锌机组是我国自行设 计,制造的鞍钢冷轧厂热镀锌车伺,始于 五十年代,年产量如万吨,仅仅是单张热 镀锌钢板,此后亦有一些小型冷轧厂建起 了单张镀锌机组,年产量极低,装配水平 亦很低。直至j9年,武汉钢铁公司冷轧 厂从谣德dmg}i进了一条连续热镀锌机 组,年产量为t5万吨。现能达到20万吨左 右。这是我国第一条连续卧式热镀锌生产 线。j98.3年,宝山钢铁总厂从美国wean 公司9j进了一条立式连续热镀锌机组,年 产量为3万吨,目前正处于试生产阶段。 国内现有的生产能力,产量和产品规格尚 满足不了国家的需要,因此本钢拟i进一 条年产20万吨(其中含6.万吨锌铝台金) 的连续热镀锌生产线
进口轧机电气控制系统的改造 进口轧机电气控制系统的改造
格式:pdf
大小:132KB
页数:未知
4.7
通过全数字调速系统直接调节直流电动机的转速,彻底甩开了发电机组用profibus通信选件与plc系统完成profibus—dp通信功能。改造后提高了设备自动化程度,大幅减少了电能消耗。
浅析本钢冷轧厂镀锌机组产生钝化斑的主要原因 浅析本钢冷轧厂镀锌机组产生钝化斑的主要原因
格式:pdf
大小:310KB
页数:3P
4.4
针对本钢冷轧厂连续热镀锌机组的钝化装置、钝化工艺提出了几点改进意见,并根据实际生产情况,介绍了一些钝化实际生产所采用的技术参数和使用效果。
离心式鼓风机电气控制系统技术改造 离心式鼓风机电气控制系统技术改造
格式:pdf
大小:537KB
页数:2P
4.6
该文介绍了金鸡岩选煤厂c100-1.235离心式鼓风机在使用中存在的问题,通过对电气控制系统的技术改造,提高了单机自动化水平、实现了远程联锁控制,避免了风机开空车现象,取得了很好的经济效益。
本钢冷轧厂横切机组及飞剪电气控制系统技术改造精华文档

空压站自动化仪表及电气控制系统技术改造
格式:pdf
大小:86KB
页数:3P
4.4
叙述本钢冷轧厂空压站控制工艺及设备概况,采用全数字控制器、plc技术和现场工业控制总线profibusdp对原同步机励磁控制系统、仪表检测控制系统和低压控制系统进行改造,实现的主要功能以及三电系统的特点和水平。
大型铸锭加工机列电气控制系统的技术改造
格式:pdf
大小:402KB
页数:3P
4.7
利用现代交流调速技术和plc控制技术实现对大型铸锭锯切加工机列电气控制系统的技术改造具有很强的现实意义和极大的推广价值。实践表明,新电气控制系统运行状态良好
大型铸锭加工机列电气控制系统的技术改造
格式:pdf
大小:352KB
页数:3P
4.4
利用现代交流调速技术和plc控制技术实现对大型铸锭锯切加工机列电气控制系统的技术改造具有很强的现实意义和极大的推广价值。实践表明,新电气控制系统运行状态良好
空压站自动化仪表及电气控制系统技术改造分析
格式:pdf
大小:197KB
页数:1P
4.6
本文主要对空压站自动化系统存在的主要问题进行了论述,并结合一些具体特征对空压站电气控制系统改造提出了一些建议和要求。
麻绳厂绞绳机技术改造 ——电气控制系统部分改造
格式:pdf
大小:1.3MB
页数:2P
4.8
某麻绳厂由于成立较早,绞绳机电气控制系统过于简单过于落后,未能对成品麻绳长度测量和过程断线监测,影响产品质量,造成产品报废过多,响应厂家提出的要求,结合厂家实际情况,笔者对绞绳机电气控制系统进行改造,改造后两台绞绳机可靠运行并达到预期效果,明显提高了生产质量和降低不良损耗,降低了人力及材料成本.
本钢冷轧厂横切机组及飞剪电气控制系统技术改造最新文档
麻绳厂绞绳机技术改造——电气控制系统部分改造
格式:pdf
大小:58KB
页数:2P
4.6
某麻绳厂由于成立较早,绞绳机电气控制系统过于简单过于落后,未能对成品麻绳长度测量和过程断线监测,影响产品质量,造成产品报废过多,响应厂家提出的要求,结合厂家实际情况,笔者对绞绳机电气控制系统进行改造,改造后两台绞绳机可靠运行并达到预期效果,明显提高了生产质量和降低不良损耗,降低了人力及材料成本。
硅钢片剪切线电气控制系统 硅钢片剪切线电气控制系统
格式:pdf
大小:92KB
页数:未知
4.3
济南变压器集团股份有限公司改造了硅钢片剪切线(原西德乔格公司制造)电气控制系统。系统上位机采用工业控制计算机,中文人机界面具有系统状态显示、参数输入、多种片形的定义和下料记录以及工作报表自动生成等功能,主控制器为西门子plc300,可优化剪切刀具控制。西门子专用伺服定位模块fm354实现传输片料定位控制,确保定位精度,采用西门子直流调速器,实现送料速度和位置控制等功能。
给煤机电气控制系统改造 给煤机电气控制系统改造
格式:pdf
大小:44KB
页数:1P
4.4
莱钢集团炼铁厂给煤机投运后多次发生过载保护跳闸、电机烧毁等故障,主要原因有:①皮带电机功率偏小(3kw),尤其冬季原煤易结块,增大皮带负载。②皮带电机驱动变频器保护功能不全、灵敏度较差。③给煤机及其附属设备逻辑控制采用
本钢冷轧厂CDCM生产线13MPa液压系统改造的实践
格式:pdf
大小:404KB
页数:3P
4.4
本文重点阐述了我国第一条cdcm生产线在调试过程中遇到的难题──13mpa液压系统长时间冲洗,油的清洁度仍不能满足质量要求。本文从设计、施工、油品选择等诸方面入手,找出问题的根源,提出行之有效的解决办法,为cdcm线尽快进入调试阶段创造了有利的条件。
轧钢机电气控制系统设计
格式:pdf
大小:609KB
页数:11P
4.5
课程设计说明书 (2011/2012学年第二学期) 课程名称:可编程序控制器 题目:轧钢机电气控制系统设计 专业班级:09电气四班 学生姓名:王婷 学号:090060423 指导教师: 设计周数:两周 设计成绩: 2012年7月6日 1 1、课程设计目的 可编程序控制器,英文全称programmablecontroller,简称plc。它是一个以微处理器 为核心的数字运算操作电子系统装置,转为在工业现场应用而设计,采用可编程序的存储器, 用以在其内部存储执行逻辑运算、顺序控制、定时/计数和算术运算等操作指令,并通过数 字式或模拟式的输入/输出接口,控制各种类型的机械或生产过程。plc式微机技术与传统 的继电接触控制技术相结合的产物,它克服了继电接触控制系统中的机械触点接线复杂、可 靠性低、功耗高、通用性和灵活性差等
本钢冷轧彩涂机组成功轧制出彩涂印花板 本钢冷轧彩涂机组成功轧制出彩涂印花板
格式:pdf
大小:64KB
页数:未知
4.6
本钢冷轧彩涂机组成功轧制出16t彩涂印花板,产品性能达到国际先进水平,填补了我国彩涂板生产史上的一项空白。
新形势下煤矿提升机电气控制系统的技术改造研究 新形势下煤矿提升机电气控制系统的技术改造研究
格式:pdf
大小:198KB
页数:2P
4.6
主要对煤矿提升机设备电气控制系统的技术改造进行详细分析论述,其目的在于通过对电气控制系统技术的有效改造,来提升煤矿生产效率及生产质量,以推动中国煤矿企业的长远发展.
浅谈煤矿提升机电气控制系统的技术改造 浅谈煤矿提升机电气控制系统的技术改造
格式:pdf
大小:164KB
页数:未知
4.3
该文简单介绍了plc技术在当前工业生产中的应用,分析了煤矿提升机电气控制系统的主要构成部分,深入研究了煤矿提升机电气控制系统基于plc应用技术的改造措施。
电气控制系统在300MW机组DCS改造中的应用
格式:pdf
大小:196KB
页数:5P
4.8
马鞍山万能达发电公司1号机组为国产300mw发电机组,由华东电力设计院设计、安徽电力建设一公司承建,于1992年5月投产运行。\r\n发电机是上海电机厂生产的300mw水氢氢汽轮发电机,发电机转子和定子铁心采用氢冷,定子电枢采用水冷。发电机励磁系统是带有永磁付励磁机、交流主励磁机、静止整流器的“三机”系统。
用PLC技术改造普通机床电气控制系统
格式:pdf
大小:238KB
页数:2P
4.7
用plc技术改造要了解和分析被控对象的工艺条件和控制要求、确定i/o设备、选择合适的plc类型、分配i/o点、设计应用系统梯形图程序、将程序输入plc、进行软件测试。
本钢冷轧厂横切机组及飞剪电气控制系统技术改造相关
文辑推荐
知识推荐
百科推荐


职位:水运专业监理工程师
擅长专业:土建 安装 装饰 市政 园林


