

泵体的设计(ug)
格式:pdf
大小:7.1MB
页数:56P
人气 :67
 4.7
4.7
泵体 齿轮泵箱体的设计和绘制 一. 利用基本曲线中的命令绘制曲线 进入模型空间,调出相应的要应用的命令 1 绘制中心线 选择“首选项” ,再选择“对象”命令,系统弹出“对象首选项”对话 框,把“工作图层”设置为 1,在“类型”的下拉列表中选择“默认”,“颜色” 设置为“红色”,“线性”设置为“点画线”,单击确定。 单击“曲线”工具条选择“基本曲线”,在“基本曲线”中单击“直线”,点方 式选择“点构造器”。 (1) 在 XC. YC .ZC的相应位置输入坐标( 0, -10, 0),点击“确定”,再输入坐 标(0 ,110, 0),点击两次“确定”。 (2)输入坐标(-100 ,58, 0),单击“确定”,输入坐标(45 ,58, 0),单击两次“确 定”。 (3)输入坐标( -42,10,0),单击“确定”,输入坐标( -42,110,0),单击两次“确 定”,结束命令。 结果如下图所示:



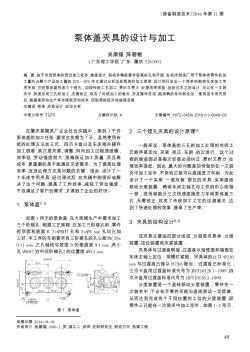
泵体盖夹具的设计与加工
由于传统泵体的部位加工较多,难度很大,有很多精度要求较高的孔和平面,在机床制造厂用于泵体类零件的加工量约占整个产品加工量的20%~30%.本文通过分析这些泵体的加工原理,设计和开发出一个简单的数控车床加工专用夹具,它的泵体盖包含三个镗孔,如按传统工艺加工,费时又费力,处理效率很低,但经过本文的设计,可以在一次装夹中,快速完成三孔的加工,无需校正,攻克了传统加工的难关,并且操作灵活,能准确的导向和定位。使用该专用夹具后,能提高劳动生产率并降低劳动成本,所取得的经济效益很显著。
 旋流自吸泵泵体结构参数的优化设计
旋流自吸泵泵体结构参数的优化设计 旋流自吸泵泵体结构参数的优化设计
采用cfd软件通过大涡模拟,基于正交设计法对旋流自吸泵泵体进行了优化设计,研究了泵体各几何参数对旋流自吸泵性能的影响。设计了一个4因素3水平的正交方案,对数值计算的数据作了极差分析,得到了各几何参数对设计点扬程、效率,最优点的扬程、效率及最大自吸高度5个性能指标的影响的主次顺序。对于数据处理结果,通过综合平衡法分析得出了最优的参数组合。并对得到的最优参数组合进行性能试验,验证了理论计算的可靠性。计算及分析结果对旋流自吸泵性能优化设计具有一定的参考价值。
编辑推荐下载
大型水泵用泵体的铸造工艺
格式:pdf
大小:766KB
页数:3P
4.7
本文针对一种大型水泵新产品中泵体的铸造工艺难点,对铸件生产过程中的关键工艺技术进行了分析,详细地介绍了这种大型水泵新产品中泵体的铸造工艺,包括模具设计、浇注位置、冒口等。用上述铸造工艺方法成功生产了长为2650mm,重量约3.7t的水泵新产品中的泵体铸件,经检验,铸件的化学成分、性能和质量均满足设计要求,并已成功应用。
基于ANSYS的混流泵泵体模态及强度 基于ANSYS的混流泵泵体模态及强度
格式:pdf
大小:1.1MB
页数:4P
4.4
为了验证混流泵泵体设计的合理性及对混流泵进行进一步的动态响应分析奠定基础,采用有限元分析方法,建立了混流泵泵体有限元模型并进行了仿真计算,对其进行了模态及强度分析,得出了泵体前10阶固有频率和振型,求解出了泵体应力和应变分布情况。研究结果表明:通过模态分析和强度分析验证了混流泵泵体设计的合理性,为整个系统的动态响应计算和分析奠定了基础。研究结论为其进一步结构改进、优化设计提供了重要参考,为理论设计和实际工程应用提供了理论依据。
泵体的设计热门文档
基于正交设计法的旋流自吸泵泵体结构优化 基于正交设计法的旋流自吸泵泵体结构优化
格式:pdf
大小:707KB
页数:4P
4.5
用正交设计法通过模拟试验对旋流自吸泵泵体结构参数进行了优化设计,设计了一个4因素3水平的正交方案,研究了泵体各几何参数对旋流自吸泵性能的影响.通过分析性能曲线对比图,找到了对于各个性能的最优方案.并通过对数值计算的数据进行极差分析,获得了各几何参数影响4个性能的主次顺序.通过对数据结果进行综合平衡分析和比较,得出了最优的参数组合.得出的最优参数组合不在原有设计方案中,因此根据分析结果对模型泵进行了再设计.将再设计方案与原有方案的性能作了对比,并判断其为最优方案.本模拟结果对旋流自吸泵性能优化设计有一定的参考价值.
 挖泥泵泵体类铸件铸造生产工艺
挖泥泵泵体类铸件铸造生产工艺 挖泥泵泵体类铸件铸造生产工艺
格式:pdf
大小:108KB
页数:2P
4.7
通过分析挖泥泵泵体类铸件结构、材质和使用特点,提出了其相应的铸造工艺及现场实施措施,成功地应用于该类铸件的铸造生产并取得了良好效果。
单级双吸整体式铸钢泵体铸件的铸造工艺设计
格式:pdf
大小:893KB
页数:4P
4.6
单级双吸整体式蜗壳泵体结构复杂,给铸造工艺的设计及后续的生产带来很大难度。本文通过对泵体结构进行铸造工艺性分析并结合以往的生产经验,提出了切实可行的铸造工艺方案并进行了生产验证,对此类泵体的铸造工艺设计起到借鉴参考作用。
泵体的设计精华文档

泵体零件的机械加工工艺规程设计
格式:pdf
大小:49KB
页数:7P
4.6
1 录 1计算零件生产纲领,确定生产类型,,,,,,,,,,1 2分析产品零件,,,,,,,,,,,,,,,,,,,1 2.1零件作用,,,,,,,,,,,,,,,,,,,1 2.2零件的工艺分析,,,,,,,,,,,,,,,,1 3选择毛坯的制造形式,,,,,,,,,,,,,,,,2 4拟定工艺路线,,,,,,,,,,,,,,,,,,,2 4.1基面的选择,,,,,,,,,,,,,,,,,,2 4.2工艺路线,,,,,,,,,,,,,,,,,,,2 5确定各工序加工余量和毛坯尺寸,,,,,,,,,,,3 6确定各工序采用的加工设备及工艺装备,,,,,,,,4 7确定各工序的工艺尺寸,,,,,,,,,,,,,,,4 参考文献,,,,,,,,,,,,,,,,,,,,,,5 致谢,,,,,,
砂砾泵泵体铸造生产工艺研究
格式:pdf
大小:105KB
页数:1P
4.6
砂砾泵主要用于由于颗粒太大以致于一般渣浆泵不能输送的强磨蚀性物料的连续输送。适用于挖泥、吸砂砾、疏浚河道、采矿及金属冶炼爆渣输送等。由于输送物料的腐蚀性,所以一般过流部件多采用耐磨钢和抗磨白口铸铁等。其中泵体是砂砾泵的主要零件,也是最大的耐磨类铸件。我们公司采用抗磨高铬铸铁材质,由于铸件较厚,形状复杂,容易产生缩孔、缩松、裂纹等铸造缺陷。所以合理的铸造工艺尤为重

泵体试车原始记录表
格式:pdf
大小:19KB
页数:1P
4.5
泵类设备单机试车原始记录 车间:设备供货厂家: 1设备名称及 编号 设备规格 型号 安装 位置 安装 单位 试车 日期 2试车注意问题:1、掌握操作规程、开停车程序。2、开车前确定好转向。3、提前开启机封、轴承,填料冷却水。4、油池、油杯加好 润滑油。5、电机绝缘符合规定 3 试车标准:1、调频可靠灵敏。2、机封无泄漏。3、轴承最高温度小于65℃。4、运行平稳无振动。5、电流平稳。6、皮带松 紧合适,不失转。7、冷却水进口温度小于25℃,出口温度小于35℃。8、润滑良好。9、打料正常。10、空试3-5分钟, 负荷试车2-8小时。 4试车内容 项目 电机温 度 调频状 况 机械 密封 轴承 温度 运行 状况 联轴器 同轴度 打料 状况 冷却 状况 润滑

基于神经网络的泵体铸造过程数值模拟的优化与应用
格式:pdf
大小:170KB
页数:4P
4.6
根据a356泵体铸件金属型低压铸造特点,结合生产实际,以a356泵体浇注工艺参数为研究对象,l16(45)型正交实验数据作为训练学习样本,与正交实验成分有关的前16个样本作为训练与检验,用bp神经网络进行预测和优化,结果表明神经网络优化后的模拟值最大误差很小,cpu占用时间仅为40s。人工神经网络与正交实验相结合,能大大节省时间和费用,降低cpu占用率,也证实了对a356泵体充型过程数值模拟的神经网络优化是可行的。

大型钛合金泵体的特种砂型铸造工艺研究
格式:pdf
大小:1.1MB
页数:5P
4.4
目的以大型钛合金泵体为研究对象,研究特种砂型铸造工艺。方法采用铝制模具,以铝矾土混合物为填料进行造型,氧化钇料浆为面层涂料,经高温烧结后制备成大型钛合金泵体铸造用特种砂型铸型,在真空自耗凝壳炉中进行熔炼浇注,并对铸件外观、冶金质量、成分性能及尺寸进行检验测试。结果用该铸造工艺研制的大型钛合金泵体铸件成型完整,铸件表面光洁度可达到6.3μm;铸件的化学成分和力学性能可以满足astmb367中c3的指标要求;经热等静压后铸件内部质量达到了asme1320中7级;荧光检测结果满足asmeb16.34中的标准,铸件尺寸精度可到达ct9级的要求。结论铸件检测结果表明,该特种砂型铸造工艺可以实现大型钛合金铸件的制造。
泵体的设计最新文档
基于数值模拟的泵体铸造工艺选择性研究
格式:pdf
大小:3.0MB
页数:5P
4.4
根据泵体的产品结构特点,设计出合适的浇注系统。为了更好的节省成本并试制样件,利用procast模拟软件对柴油机用的高压共轨喷油泵铸铝件的铸造生产过程进行cae研究。通过对该泵体两种铸造工艺模拟的结果,分析了可能产生铸造缺陷的位置及其类型,选择出最适于该泵体的铸造工艺。最终采用低压铸造工艺,根据模拟结果修改模具参数,增加水冷装置,最终得到合格的泵体铸件,并投入生产。
(整理)喷油泵体零件的机械加工工艺及夹具设计设计
格式:pdf
大小:112KB
页数:22P
4.7
................. ................. 《机械制造技术》课程设计 任务书 设计课题:喷油泵体零件的机械加工工艺及夹具设计 设计内容: 1、抄画零件图1张 2、绘制毛坯图1张 3、零件机械加工工艺规程卡1套 4、零件机械加工工序过程卡5张 5、指定专用夹具设计1套 6、课程设计说明书(不少于3000字)1份 班级数控0881 学生王毅杰 学号2008995021 指导老师钟启茂 发给任务书日期2010年6月14日 规定完成任务日期2010年6月25日 集美大学工程技术学院数控技术 ................. ................. 目录 引言⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯⋯5 第一章零件的分析⋯⋯⋯⋯⋯⋯⋯

污水泥浆泵泵体及泵盖的装配要点
格式:pdf
大小:63KB
页数:13P
4.5
污水泥浆泵装配的关键是要保证叶轮处于正常的工作位置。依靠泵盖与泵体的配合面来保证 叶轮人口与泵体上的密封环的同轴度,泵体与泵盖之间的垫片有密封和调整叶轮轴向位置的 双重作用。安装时,应先装上垫片,然后沿轴向将叶轮连同泵盖推入泵体,拧紧泵盖螺栓, 边拧边盘动泵轴,注意叶轮与密封环有无擦碰,若有,应及时调整。 ②污水泥浆泵泵体及泵盖的装配为了将泵体装配在泵体上,应该先将轴向密封的各个零件从 前端套在泵轴上,然后将泵体中心孔穿过叶轮背帽,使泵体的后面与泵体的支承面相接触, 并旋转泵体,使泵的出口朝向适当的方向。最后,穿入泵体与泵体的连接螺栓,并拧紧这些 螺栓,完成泵体的装配。 泵盖位于泵体与叶轮的前面,在它的中心孔处镶配有密封环,密封环位于叶轮进口端的外侧。 因为密封环与叶轮进口端之间的径向间隙很小,所以,在装配泵盖时,应仔细调整密封环与 叶轮进口端之间的径向间隙,确保它们之间不
球铁泵体铸造工艺的计算机辅助优化
格式:pdf
大小:2.4MB
页数:7P
4.6
简要介绍了泵体铸件的结构、技术要求以及原铸造工艺;利用数值模拟软件对泵件初始铸造工艺进行充型和凝固过程模拟分析,并通过生产验证所预测铸造缺陷的情况,进而对铸造工艺进行优化,最终使铸件的缩孔、缩松缺陷得以消除,废品率由原来的35%降低到10%以下。
真空熔模铸造锡青铜泵体的工艺研究
格式:pdf
大小:1.1MB
页数:4P
4.4
以弥散强化锡青铜为原料,熔模造型,采用真空浇注制备了具有高尺寸精度、耐高水压的泵体铸件。研究结果表明,采用雨淋式浇注系统制备的泵体其入水口端面夹砂严重,焊补以后进行5mpa水压测试,泵体入水口端面与花盘处发生了冒汗现象,金相分析可知花盘与端面处产生了缩松。将内浇口数量减少为4个,尺寸增大,以便于浇注后对泵体入水口端面进行补缩以及夹杂的上浮,采用盆底浇口直径仅为10mm的石墨浇口杯使得金属液流稳定,防止冲砂,并在花盘模壳处添加冷铁阻止该处缩松的产生。最终制得的铸件基本无缺陷,水压测试合格,能应用于耐高水压的领域。
铝合金泵体抽芯机构的设计 铝合金泵体抽芯机构的设计
格式:pdf
大小:93KB
页数:未知
4.8
铝合金泵体抽芯机构的设计巢湖市安徽油泵油嘴厂(238000)高延圣1铸造工艺概述在柴油机油泵油嘴行业中,铝合金多缸喷油泵体常采用金属型铸造成形。6缸ads喷油泵体(图1)原为仿国外ad泵的改进设计,整体铝合金结构,体积小,刚性好。它的窗口g下部设计了...
微量注射泵泵体安全移动方法的比较 微量注射泵泵体安全移动方法的比较
格式:pdf
大小:87KB
页数:2P
4.7
目的研究在使用微量注射泵过程中泵体垂直运动高度为37cm及平行移动两种方法对患者心率、平均动脉压、注出量的改变及回血发生率的影响.方法选择内科进行影像学检查时需持续使用微量注射泵注入硝普钠的80例慢性心力衰竭患者,将微量注射泵垂直移动37cm设为观察组,平行移动微量注射泵设为对照组,比较两组患者10min的心率、平均动脉压与在病床上使用微量注射泵注入硝普钠的患者之间的差别,比较液体注出量的改变及回血发生率.结果在病床上不移动微量注射泵位置的患者平均动脉压、心率与观察组的平均动脉压、心率两者之间差别无统计学意义(p>0.05),且液体注出量一致,均为0.1ml/min.对照组平均动脉压、心率与在病床上不移动微量注射泵的患者的平均动脉压、心率有明显变化,液体注出量无改变,两者之间差别有统计学意义(p<0.05).观察组回血发生率低于对照组回血发生率(p<0.05).结论微量注射泵垂直移动37cm的高度符合临床的继续治疗目的,回血发生率比平行移动明显少.
单级单吸卧式离心泵泵体的吸入室及吐出管设计 单级单吸卧式离心泵泵体的吸入室及吐出管设计
格式:pdf
大小:527KB
页数:未知
4.4
为了便于离心泵的结构设计,介绍了单级单吸卧式离心泵泵体的吸入室及吐出管的常用型式、作用及特点。常用的吸入室是圆锥管吸入室和圆柱管吸入室,常用的吐出管有侧式吐出管和顶式吐出管。讨论了对吸入口直径、吐出口直径、锥角、扩散角、断面及长度等结构参数的确定,给出了计算公式或确定原则
泵体的设计相关
文辑推荐
知识推荐
百科推荐


职位:建筑行业结构工程师
擅长专业:土建 安装 装饰 市政 园林


