

安装底座工艺设计与数控加工工艺卡
格式:pdf
大小:234KB
页数:10P
人气 :57
 4.3
4.3
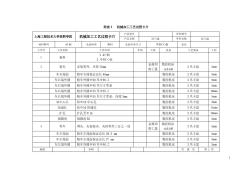
1 附表 1 机械加工工艺过程卡片 上海工程技术大学高职学院 机械加工工艺过程卡片 产品型号 零件图号 产品名称 安装底座 零件名称 安装底座 材料牌号 40Cr 毛坯种类 精铸 毛坯外形尺寸 75.7×75×58 备注 工序号 工序名称 工序内容 车间 工段 设备 工艺装备 工时 1 备料 1.40Cr 精铸材料 001 2.75.7× 75×58 2 热处理 热处理硬度 HRC50-55 002 3 铣 1.粗精铣凹槽至尺寸要求 003 立式加工中心 XH714 专用夹具 40 min 2.粗精铣 Φ15,Φ18.2 及Φ 20.1 键槽至 尺寸要求 4 钻 1.粗精钻镗 Φ15 及Φ18孔至尺寸要求 003 立式加工中心 XH714 专用夹具 30 min 2铣 M22内孔Φ20,攻 M22×1 螺纹 3.钻 4-M4 内孔Φ2,攻 4-M4螺纹 4.钻Φ2




安装底座工艺设计与数控加工
上海工程技术大学毕业设计(论文)安装底座工艺设计与数控加工 1 摘要 数控加工技术是现代制造技术的基础,它的广泛应用使普通机械被数 控机械所代替,使全球制造业发生了根本变化。 本次设计主要完成以下设计内容:安装底座的零件图纸与技术要求分 析、零件二维图绘制及三维建模;制定数控加工工艺卡片文件;进行零件 的夹具设计并进行夹具图二维图及三维建模装配图绘制;对零件编程并完 成加工仿真。根据铸件的形状特点、零件尺寸及精度,选定合适的机床设 备以及专用夹具设计,通过准确的计算并查阅设计手册,确定了安装底座 的尺寸及精度,在材料的选取及技术要求上也作出了详细说明,并在结合 理论知识的基础上,借助于计算机辅助软件绘制了各部分零件及装配体的 立体图和工程图,以保障安装底座的加工制造。 关键字:图纸分析,数控加工工艺,专用夹具,数控编程,加工仿真 上海工程技术大学毕业设计(论
编辑推荐下载
应用STEP_NC实现数控加工工艺设计
格式:pdf
大小:340KB
页数:5P
4.6
数控加工技术现代制造工程2009年第6期 应用step-nc实现数控加工工艺设计 * 刘莉莉,仇晓黎,龚振 (东南大学机械学院,南京210096) 摘要:计算机辅助工艺设计最大的缺陷是不能与计算机辅助设计和制造中的信息完全集成,信息是单向流动的。采用 step-nc技术后,可以实现信息双向流动,从而实现可互操作的工艺设计。在分析step-nc数据结构的基础上,建立基 于step-nc的capp系统的总体结构。解释ap203文件数据类型、c++数据类型和sqlserver数据类型的转换方法。 研究ap203文件的词法分析过程,ap203文件和几何信息的转换过程。最后开发了基于step-nc的可互操作的加工工 艺设计系统,实例证明了信息集成的可行性,信息能够双向流动。 关键词:step-nc技
 发动机飞轮壳数控加工工艺设计
发动机飞轮壳数控加工工艺设计 发动机飞轮壳数控加工工艺设计
格式:pdf
大小:3.3MB
页数:5P
4.4
发动机飞轮壳产品为典型壳类产品;本文以具体产品为例介绍了产品功能、加工难点及加工方案;设计了自动化、柔性化程度不同的三种加工工艺方案;并分析各自特点;
安装底座工艺设计与数控加工工艺卡热门文档

【数控加工工艺】小连杆机械加工工艺过程卡
格式:pdf
大小:124KB
页数:2P
4.5
武汉船舶职业技术学院 零件名称 partname小连杆 文档编号: file.no: gg-sc-05 文件名称: file.name: 小连杆制造工艺 设计李迎飞日期2011.6.16文件密级m 零件图号 partno:sc-05审核日期文件版本2008-01 零件材质 issuedbyqt500-7批准日期工艺状态s 工序 编号 no: 工序名称 工序内容 工序简图主管工程师 工步工步内容工时额定工时夹具量具 001铸 1铸造成型,清砂。 2 005热 去应力退火 010铣 1铣平面; 游标卡尺2调面,铣反平面,保证厚度尺寸41。 3 4 5 015划 1划两孔十字线,划外形线。 高度游标 卡尺 2 3 4 5 020铣 1钻φ30孔至φ28,钻φ28孔至φ26。 2钻
机器安装施工工艺卡
格式:pdf
大小:186KB
页数:12P
4.6
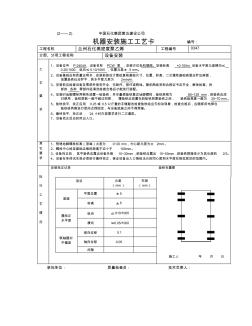
(2——2)中国石化集团第五建设公司 机器安装施工工艺卡编号: 工程名称兰州石化高密度聚乙烯工程编号0347 分部、分项工程名称设备安装 工 艺 要 求 1、设备位号p-2404a,设备名称pcw泵,安装方位电机朝南。安装标高+0.100m设备水平度允差横向≤ 0.20/1000纵向≤0.10/1000,位置允差±5mm。 2、设备基础应有质量证明书,安装前按设计图纸复核基础尺寸、位置、标高、二次灌浆基础表面应铲出麻面, 放置垫铁处应铲平,其水平度允差为2mm/m. 3、安装前应检查设备及零部件是否齐全、无缺件、损坏或锈蚀。随机图纸资料合格证书应齐全,解体检查、拆 卸的各种零部件经清洗检查合格后才能进行装配。 4、安装时地脚螺栓两侧各放置一组垫铁,并尽量使垫铁靠近地脚螺栓,垫铁规格为80~120mm,斜垫铁应成 对使用,垫铁层数一般不超过四
机器安装施工工艺卡
格式:pdf
大小:18KB
页数:1P
4.4
中石化第五建设有限公司 机器安装施工工艺卡sfcc09-09a04 工程名称工程编号 分部﹑分项工程名称 工 艺 要 求 1.设备位号,型号,安装方位, 安装标高mm,水平度允许偏差横向,纵向,位置允差±5mm。 2.设备基础应有质量证明书,安装前按设计图纸复核基础尺寸、位置、标高,二次灌浆基础表面应铲出 麻面,放置垫铁处应铲平,其水平度允差为2mm/m。 3.安装前应检查设备及零部件齐全、无缺件、损坏或锈蚀。随机图纸资料合格证书应齐全,解体检查、 拆卸的各种零部件经清洗检查合格后才能进行装配。 4.安装时地脚螺栓两侧各应放置一组垫铁,并尽量使垫铁靠近地脚螺栓,垫铁规格为, 斜垫铁应配对使用,垫铁层数一般不超过四层,薄垫铁应放在厚垫铁与斜垫铁之间,平垫铁露出设备 外缘10~30mm,斜垫铁应露出设备外缘10~50mm,斜垫铁搭接至少为
安装底座工艺设计与数控加工工艺卡精华文档
轴类零件的数控加工工艺的编制及加工图毕业设计
格式:pdf
大小:811KB
页数:35P
4.3
轴类零件的数控加工工艺的编制及加工图毕业设计 文章来源:不详作者:佚名 该文章讲述了轴类零件的数控加工工艺的编制及加工图毕业设计. 兴、肖诗钢主编《切削用量手册》(第三版)机械工业出版社1994年 [10]刘杰华、任昭蓉主编《金属切削 与刀具实用技术》国防工业出版2006年 五.预期设计(论文)成果 (1)能够在数控车床上加工出我们的零件且保证加工精度及各方面的工艺要求。 (2)能够根据零件的程序编制进行零件加工。 (3)能通过零件的自检。 (4)工艺设计方案可通过可行性、经济性分析。 (5)设计的全过程需作好全面、准确、周密的文字记录与总结。 诚信声明 本人郑重声明: 本人所呈交的毕业设计(论文)《轴"title="下一页">>>>>>|类零件的数控加工工 艺的编制及加工图》是在刘老师、闫老师两位教师的指导下,根据任务书的要求,独立撰写 的。

斜联结管数控加工和工艺
格式:pdf
大小:7KB
页数:4P
4.5
第1页共4页 斜联结管数控加工和工艺 摘要: 本课题设计的是高级轿车发动机排气联结管,是发动机排气的重要零件之一,其零 件的好坏直接影响排气系统的正常运行,是高级轿车,所以生产批量不是很大,我们要通 过数控加工来实现加工要求。对于数控专业说,本课题的毕业设计是具有很大意义的.根 据斜联结管的零件图制定加工工艺方案及数控加工工序卡,利用cad/cam绘制工装的三 维造型,完成零件图、装配图及零件的nc代码。本设计侧重于数控加工工艺,数控编程 及工装设计。数控加工具有柔性程度高、自动化程度高、加工精度高且加工质量稳定可 靠、生产效率高、生产管理现代化等优点。数控加工作为现代机械制造业的重要标志, 随着个性化产品日益为消费者钟爱,数控加工技术显得日益重要。随着cad/cam软件技 术的进一步发展,几乎所有的个性化产品设计都在cad软件中设计完成.并与cam
地铁配件牵引板的数控加工工艺分析 地铁配件牵引板的数控加工工艺分析
格式:pdf
大小:315KB
页数:3P
4.3
中国南车南京浦镇车辆有限公司主要承担各型铁路运营车辆和地铁车辆及其他新型城市轨道交通车辆的生产制造,公司车间主要对各类客车及地铁车辆配件行机加工,地铁配件牵引板是地铁焊接构架基础件,文章就地铁配件牵引板的数据加工工艺进行简单分析。
飞机扰流板接头数控加工工艺 飞机扰流板接头数控加工工艺
格式:pdf
大小:521KB
页数:4P
4.6
随着现代航空制造技术的发展,现代飞机设计中大多采用整体结构件,零件设计向整体化、复杂化方向发展,从而提高了飞机整体结构强度,简化了装配环节,更有利于数字化协调与传递。
数控加工工艺及设备(试题模板)
格式:pdf
大小:196KB
页数:5P
4.6
四川航天职业技术学院考试试题 (2009~2010学年第二学期) 系部:飞行器制造系专业班:g08数控技术学生姓名:学号:_______制题份数: 密封线 试题编号:0721013a第1页共5页 《数控加工工艺及设备》试题(a) 题号一二三四五总分 得分 评卷 一、填空(每空1分,共20分) 1.cnc是计算机数控系统的核心,主要由计算机系统、位置 控制板、pic接口板、通信接口板、扩展功能模块以及相 应的控制软件等模块组成。 2.按进给伺服系统类型数控机床分为开环数控机床、半闭环数控机床、 闭环数控机床。 3.数控机床的精度项目主要包括几何精度、定位精度和切削精度。 4.机床坐标系是机床上固有的,用来确定工件坐标系的基本坐标系,并建立在机 床原点上。 5.数控机床主轴的传动方式主要有
安装底座工艺设计与数控加工工艺卡最新文档

异型石材制品五轴数控加工工艺设计方法的研究
格式:pdf
大小:1.2MB
页数:4P
4.4
结合石材加工的工艺特点,通过ug、powermill软件对立体佛像模型进行粗、精加工编程,在工艺参数相同的前提下,分别对比采用不同加工策略时的仿真加工效果及加工用时,总结适合石材立体模型五轴加工的加工策略,以提高加工效率以及加工质量,使五轴联动技术能在石材加工领域更好的发挥其优越性。

液压泵泵盖数控加工工艺工装设计
格式:pdf
大小:1.3MB
页数:58P
4.6
本科生毕业设计(论文) 1 摘要 泵在机械产品中的应用非常广泛,是特别重要的零件之一,它的重要地位是 无可取代的,所以我选择液压泵盖作为一个毕业设计的题目。本次设计主要包括 液压泵盖的加工工艺设计,零件的三维造型和零件的的分析,以及专用夹具设计。 具体确定毛胚尺寸,确定加工工艺过程以及加工余量,还有确定切削用量等等。 关键词:液压泵盖;专用夹具;工序卡;加工工艺; 本科生毕业设计(论文) 2 abstract pumpapplicationinmechanicalproductsisverywide,isoneoftheimportant partsinparticular,itsimportantstatusisirreplaceable,soichosethehydraulicpump coverasagra

轴类零件的数控加工工艺的编制及加工图毕业...
格式:pdf
大小:155KB
页数:20P
4.6
轴类零件的数控加工工艺的编制及加工图毕业设计 目录 一.摘要 二.前言 三.零件图工艺分析 四.设备选择 五.确定零件的定位基准和装夹方式 六.加工方法的选择和加工方案的确定 七.工序与工歩的划分 八.确定加工顺序及进给路线 九.刀具的选择 十.切削用量选择 十一.工艺卡片、工序卡片的制作 十二.编程误差及其控制 十三.编程中工艺指令的处理及编程 十四.程序编制及模拟运行、零件加工、精度自检 十五.致谢 十六.设计小结 一.摘要 数控技术是用数字信息对机械运动和工作过程进行控制的技术,数控装备是以数控技术为代表的新技术对传 统制造产业和新兴制造的渗透形成的机电一体化产品,即所谓的数字化装备,数控技术的应用不但给传统制造业带 来了革命性的变化,使制造业成为工业化的象征,而且随着数控技术的不但发展和应用领域的扩大他对归计民生的 一些重要行业(it、汽车、医疗

机械加工工艺卡片
格式:pdf
大小:60KB
页数:3P
4.6
机械加工工艺过程卡片 产品型号零件图号 产品名称蜗轮滚刀零件名称共1页第1页 材料牌号毛坯种类锻件毛坯外形尺寸165×35毛坯件数1每台件数1备注 工 序 号 工名 序称 工序内容 车 间 工 段 设备工艺装备 工时 准终单件 0锻锻造 锻 造 锻床 10车车端面,打中心孔,粗车外圆直径φ18 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 20车 车端面到尺寸160,打中心孔,粗车外圆直径φ31,粗车外 圆直径φ14.5 机 加 ca6140通用车床夹具,端面外圆车刀,0.05/150 游标卡尺 30车 精车直径φ14、精车锥度7:24、精车外圆锥度40°、切槽, 精车刀轴直径至φ30.5 机 加 ca6140 车床专用夹具,外圆车刀,切槽
数控车典型机械零件的数控工艺设计与编程加工
格式:pdf
大小:369KB
页数:21P
4.7
1 数控车典型机械零件的数控工艺设计与编程加工 摘要:数控机床加工工艺与普通机床加工工艺在原则上基本相同,但数控加工的整个过程是自 动进行的。数控加工的工序内容比普通机床的加工的工序内容复杂。这是因为数控机床价格昂贵, 若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用 机床上难以完成的那些工序。数控机床加工程序的编制比普通机床工艺规程编制复杂。这是因为在 普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定 等问题,在数控加工时,这一切都无例外地都变成了固定的程序内容,正由于这个特点,促使对加 工程序的正确性和合理性要求极高,不能有丝毫的差错,否则加工不出合格的零件。 关键词:轴类零件数控车削工艺设计 2 目录 一、零件工艺分析......................................
数控车典型机械零件的数控工艺设计与编程加工2
格式:pdf
大小:384KB
页数:22P
4.7
1 学生毕业设计(论文) 题目:数车零件加工工艺及参数与程序设计 学生姓名:文桥学号:201204050122 所在院(系):娄底职业技术学院机电工程系 专业:数控技术 班级:12级数控1班 指导教师:谢志勇职称: 201年月日 ****教务处制 2 摘要:数控机床加工工艺与普通机床加工工艺在原则上基本相同,但数控加工的整个过程是自 动进行的。数控加工的工序内容比普通机床的加工的工序内容复杂。这是因为数控机床价格昂贵, 若只加工简单的工序,在经济上不合算,所以在数控机床上通常安排较复杂的工序,甚至是在通用 机床上难以完成的那些工序。数控机床加工程序的编制比普通机床工艺规程编制复杂。这是因为在 普通机床的加工工艺中不必考虑的问题,如工序内工步的安排、对刀点、换刀点及走刀路线的确定 等问题,在数控
安装底座工艺设计与数控加工工艺卡相关
文辑推荐
知识推荐
百科推荐


职位:副总建筑师
擅长专业:土建 安装 装饰 市政 园林


