

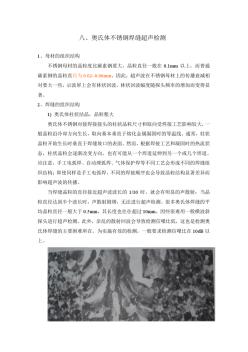
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作
格式:pdf
大小:872KB
页数:4P
人气 :52
 4.3
4.3
奥氏体不锈钢对接焊接接头的超声检测中,带焊缝的对比试块的制作对检测评价结果非常重要,也能为超声波仪器探头系统的灵敏度调整提供较为客观有效的参考。为使对比试块更贴近实际检测的需要,采用将试块竖立焊接方式设计制作了超声检测对比试块。并与平躺X型坡口对比试块进行了细致对比,结果显示采用竖立焊接试块调试的检测灵敏度更为恰当。实际检测工作也验证了竖立焊接对比试块能更好地满足检测要求。



 奥氏体不锈钢对接焊接头对比试块的制作及应用
奥氏体不锈钢对接焊接头对比试块的制作及应用 奥氏体不锈钢对接焊接头对比试块的制作及应用
介绍了奥氏体不锈钢对接焊接头对比试块的制作过程、加工要求及使用方法,对试块上对接焊缝焊接质量的控制及试块的使用作了详细说明,供无损检测人员对奥氏体不锈钢对接焊缝进行超声检测时参考。

对接焊接接头超声波检测工艺规程
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
编辑推荐下载
6mm不锈钢对接焊接接头超声检测探讨 6mm不锈钢对接焊接接头超声检测探讨
格式:pdf
大小:192KB
页数:未知
4.8
不锈钢对接焊接接头的超声检测,在jb/t4730.3-2005《承压设备无损检测(第3部分)超声检测》附录n中规定其检测范围为10~50mm,对于6mm不锈钢对接焊接接头超声检测,目前尚无检测执行标准,本文参照dl/t820-2002《管道焊接接头超声波检验技术规程》及jb/t4730.3-2005附录n的相关要求,对6mm不锈钢对接焊接接头超声检测方法进行了探讨。
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作热门文档
 小径管对接焊接接头超声波探伤探讨
小径管对接焊接接头超声波探伤探讨 小径管对接焊接接头超声波探伤探讨
格式:pdf
大小:97KB
页数:未知
4.8
一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
带内加工倒角钢管对接焊接接头超声波检测 带内加工倒角钢管对接焊接接头超声波检测
格式:pdf
大小:155KB
页数:3P
4.4
火力发电厂中的各种管道部件对接接头时有在焊件内侧加工倒角的情况,给超声波检测带来很大困难,文章介绍带内加工倒角对接焊接接头的结构特点和超声波检测的一般技术方法,全面分析该类接头超声波探伤中可能出现的各种非缺陷回波并进行定位计算,以便对缺陷回波的甄别,避免检测过程中的误判。
小径管焊接接头超声波检测分析 小径管焊接接头超声波检测分析
格式:pdf
大小:750KB
页数:4P
4.7
介绍了单晶片、大折射角度、短前沿超声波探头在小直径薄壁(4~8mm)管子焊缝探伤应用过程中存在的缺陷定位不准、定性困难和缺陷分辨率低等问题,对存在的问题进行分析、探讨并制订了相应措施,使小直径薄壁管焊缝探伤方法更加精准,避免了漏检、误判,实际应用效果明显。
小径管对接焊接接头相控阵超声检测技术 小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作精华文档
 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级 承压设备对接焊接接头超声检测和质量分级
格式:ppt
大小:5.8MB
页数:未知
3
承压设备对接焊接接头超声检测和质量分级——5.1钢制承压设备对接焊接接头超声检测和质量分级 5.1.1适用范围 本条规定了钢制承压设备对接焊接接头的超声检测和质量分级。 1、全熔化焊对接焊接接头 1)母材厚度t=8mm~400mm 2)t=6mm~8mm...
 2mm厚不锈钢板对接焊接接头射线检测及底片评定
2mm厚不锈钢板对接焊接接头射线检测及底片评定 2mm厚不锈钢板对接焊接接头射线检测及底片评定
格式:pdf
大小:357KB
页数:1P
4.4
通过对2mm厚不锈钢板对接焊接接头射线检测时使用金属增感屏的试验,验证了标准的正确性,论述了对圆形缺陷和焊缝外观控制的重要性。
焊接接头超声检测讲稿4-曲面对接接头的超声检测
格式:pdf
大小:352KB
页数:13P
4.6
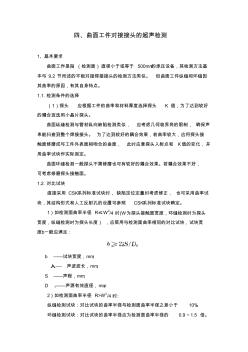
四、曲面工件对接接头的超声检测 1、基本要求 曲面工作是指(检测面)直径小于或等于500mm的承压设备,其检测方法基 本与9.2节所述的平板对接焊接接头的检测方法类似。但曲面工件纵缝和环缝因 其曲率的原因,有其自身特点。 1.1.检测条件的选择 (1)探头应根据工件的曲率和材料厚度选择探头k值,为了达到较好 的耦合宜选用小晶片探头。 曲面纵缝检测与管材纵向缺陷检测类似,应考虑几何临界角的限制,确保声 束能扫查到整个焊接接头。为了达到较好的耦合效果,若曲率较大,应将探头接 触面修磨成与工件外表面相吻合的曲面,此时应意探头入射点和k值的变化,并 用曲率试块作实际测定。 曲面环缝检测一般探头不需修磨也可有较好的耦合效果。若耦合效果不好, 可考虑修磨探头接触面。 1.2.对比试块 直接采用csk系列标准试块时,缺陷定位定量时考虑
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作最新文档
聚乙烯管道焊接接头的超声波检测 聚乙烯管道焊接接头的超声波检测
格式:pdf
大小:101KB
页数:3P
4.5
介绍了聚乙烯管道热熔焊接和电熔焊接的原理、焊接接头的检测方法,探讨了聚乙烯管道焊接接头的超声波检测,介绍了聚乙烯管道接头失效基础数据库系统。
焊接速度对奥氏体不锈钢接头性能的影响 焊接速度对奥氏体不锈钢接头性能的影响
格式:pdf
大小:801KB
页数:4P
4.3
对3mm厚304奥氏体不锈钢板进行了熔化极气体保护焊接(mig)试验。在焊接中发现,在适当范围内提高焊接速度有利于减小焊缝和热影响区宽度,增加接头强度的稳定性;但是焊接速度过快会导致焊缝区气孔的产生,从而降低接头强度的稳定性和耐蚀性。通过控制焊接速度可以保证304奥氏体不锈钢焊接接头具有良好的力学性能和良好的耐腐蚀性能。
承插焊接接头超声波检测方法研究 承插焊接接头超声波检测方法研究
格式:pdf
大小:450KB
页数:3P
4.3
为了检测发电机组各种连接管的承插焊接接头内部缺陷,通过承插焊接接头的有限元应力分析,制作了模拟缺陷试块,选择合理的超声系统及超声反射信号进行试块的检测分析。检验结果表明,该超声波检验方法能灵敏有效地检测出该类焊接结构早期内部缺陷,可为该类焊接结构安全运行提供技术支持。

24-管道焊接接头超声波检测作业指导书
格式:pdf
大小:146KB
页数:16P
4.5
湖南省火电建设公司 作业指导书 编制单位鲤鱼江检测中心 工程名称 单位工程 项目编码q/501-103.04.06-2007-jc版次第1版 名称: 管道焊接接头超声波检测 编写日期 审核日期 会 签 工程部日期 质管部日期 安保部日期 批准日期 作业指导书控制页: 配置发放签收表配置 配置岗位电子版纸质版签收 项目总工√ 项目工程部√ 项目质保部√ 项目安监部√ 项目检测中心√ 施工班长√ *注:项目主管工程师负责每项目上交一本已执行完成的、并经过完善有完整签名的作业指导书。 作业指导书(技术措施) 级别 重要 签名 一般√ 技术交底记录检查 项目总工程师 项目检测中心 重大方案执行情况 重要工序过程监控表 序号重要工序名称执行情况质检工程师签名 1无 2无 3无 作业指导书(技术措施)修改意见征
钢结构T形接头对接焊缝超声波检测方法选择
格式:pdf
大小:1.0MB
页数:4P
4.4
钢结构t形接头对接焊缝超声波检测方法选择 作者:王玉利,田质棚 作者单位:山东省泰安化工压力容器监测站,山东,泰安,271000 刊名:无损检测 英文刊名:nondestructivetesting 年,卷(期):2004,26(5) 被引用次数:2次 本文读者也读过(10条) 1.郑爱洋.徐永乐.魏东钢结构工程中钢梁对接焊缝超声波探伤[期刊论文]-无损检测2002,24(12) 2.吴新中.喻军.wuxinzhong.yujun浅谈轻钢结构超声波探伤[期刊论文]-工业建筑2007,37(z1) 3.董勇军.安勤岗.陆军.郑敏浅谈电站锅炉压力容器磁粉检测的应用问题及改进措施[会议论文]- 4.路晓玲.luxiao-ling超声波探伤在钢结构中的应用[期刊论文]-科技情报开发与经济2010,20(19) 5
新型奥氏体钢小径管焊接接头的超声波探伤 新型奥氏体钢小径管焊接接头的超声波探伤
格式:pdf
大小:139KB
页数:3P
4.5
在超(超)临界发电机组的锅炉受热面中,super304h等新型奥氏体材料应用越来越广泛,文章结合铁素体钢小径管焊接接头的超声波探伤方法,对新型奥氏体钢小径管进行分析及对比,指出其中的差异,并提出适用于现场的快速有效检测新型奥氏体钢小径管焊接接头的探伤方法。
内衬不锈钢复合钢管对接焊焊接接头试验探讨 内衬不锈钢复合钢管对接焊焊接接头试验探讨
格式:pdf
大小:87KB
页数:1P
4.6
对内衬不锈钢复合钢管对接焊焊接接头试验进行了分析,获得了内衬不锈钢复合钢管对焊后的焊接部位的抗拉强度、刻槽锤断、侧弯的力学性能情况。结果表明:按照sy/t4103-2006要求可以进行力学性能试验。
 铝合金平板对接焊接接头变形及损伤行为研究
铝合金平板对接焊接接头变形及损伤行为研究 铝合金平板对接焊接接头变形及损伤行为研究
格式:pdf
大小:458KB
页数:5P
4.5
应用tig焊获得焊缝质量良好的6061铝合金对接焊接接头,进行静态拉伸试验;试验结果表明,试样大多断裂在距焊缝熔合线边缘7~9mm处的软化区;应用双孔微剪切试验与有限元结合获得焊接接头各微区的力学性能及损失参数,提供给有限元计算,建立静态拉伸试验的有限元模型,并与实际试验结果对比验证模型的正确性,在此基础上研究高匹配和低匹配焊接接头及试样相对宽度对焊接接头失效行为的影响,结果表明,对于低匹配焊接接头,接头越窄越容易失效,所以应尽量选择较宽的焊接接头;对于高匹配焊接接头,接头越窄,越不容易失效,所以建议应尽量选择较窄的焊接接头.
奥氏体不锈钢对接焊接接头超声波检测对比试块的制作相关
文辑推荐
知识推荐
百科推荐


职位:施工项目经理
擅长专业:土建 安装 装饰 市政 园林


