

新型奥氏体不锈钢A102焊条工艺性能研究
格式:pdf
大小:101KB
页数:4P
人气 :61
 4.5
4.5
研究A102不锈钢焊条工艺性能的影响。对于酸性不锈钢焊条而言,目前国内各厂家生产的不锈钢焊条都不同程度的存在各种问题,如熔滴过渡不稳,飞溅较大等。所研制焊条的药皮配方在原来A102焊条的药皮组成成分的基础上对每种组分进行轮番调整所得到的较好的药皮配方,通过药皮配方的改善来提高研制焊条的工艺性能,提高其利用率。



高效奥氏体不锈钢代用焊条的研究
高效奥氏体不锈钢代用焊条的研究——通过采用低碳钢芯(h08e)和药皮过渡合金元素获得了高熔敷效率的不锈钢代用新型焊条,试验表明,该焊条具有电弧稳定、熔渣流动性良好、焊条尾部不发红、药皮无脱落等特点;焊缝金属化学成分、力学性能达到同类型铬镍合金焊芯不...
奥氏体不锈钢焊条的应用
奥氏体不锈钢焊条的应用——介绍了钢材焊缱产生裂蚊的机理和鼻氏体不锈铜焊条在施工生产中的应用,分析了焊条的化学成份与母材化学成挣之间的关系及其施工操作中的要点。
编辑推荐下载
奥氏体不锈钢的焊条选用要点
格式:pdf
大小:6KB
页数:1P
4.4
奥氏体不锈钢的焊条选用要点: 不锈钢主要用于耐腐蚀,但也用作耐热钢和低温钢。因此,在焊接不锈钢时,焊条的性能必须与不锈钢的用途 相符。不锈钢焊条必须根据母材和工作条件(包括工作温度和接触介质等)来选用。 1、一般来说,焊条的选用可参照母材的材质,选用与母材成分相同或相近的焊条。如:a102对应 0cr19ni9;a137对应1cr18ni9ti。 2、由于碳含量对不锈钢的抗腐蚀性能有很大的影响,因此,一般选用熔敷金属含碳量不高于母材的不锈钢焊 条。如316l必须选用a022焊条。 3、奥氏体不锈钢的焊缝金属应保证力学性能。可通过焊接工艺评定进行验证。 4、对于在高温工作的耐热不锈钢(奥氏体耐热钢),所选用的焊条主要应能满足焊缝金属的抗热裂性能和焊接 接头的高温性能。 (1)对cr/ni≥1的奥氏体耐热钢,如1cr18ni9
奥氏体不锈钢A102焊条工艺性能热门文档
 A102优质系列不锈钢焊条的研制
A102优质系列不锈钢焊条的研制 A102优质系列不锈钢焊条的研制
格式:pdf
大小:424KB
页数:3P
4.5
随着我国经济的发展,不锈钢制品的用量越来越大,不锈钢焊条的使用量也越来越大。据保守估计,1998年我国不锈钢焊条的产销量已达到8000t以上。目前我国不锈钢焊条的性能较以往已有了较大的提高,但与国外名牌产品相比,仍有较大差距。例如,施焊时飞溅大,焊缝成形不美观,气孔敏感性有时较大,在正常施焊电流下焊条药皮易发红脱落等。另外,由于熔敷金属含碳量较高,与国外名牌焊条相比,耐腐蚀性能也存在较大差距。针对国产不锈钢焊条存在的问题,我们进行了大量的研究与探索,成功地开发出适合中国国情的金威牌优质不锈钢焊条。
新型A102不锈钢焊条的研制
格式:pdf
大小:113KB
页数:2P
3
新型a102不锈钢焊条的研制——介绍了新型a102焊条的研制过程,分析了影响不锈钢焊条发红开裂的诸多因素,通过引入新材料并更新配方结构,成功地解决了困扰多年的焊条药皮发红开裂问题。
新型A102不锈钢焊条的研制 新型A102不锈钢焊条的研制
格式:pdf
大小:73KB
页数:2P
4.7
介绍了新型a102焊条的研制过程,分析了影响不锈钢焊条发红开裂的诸多因素,通过引入新材料并更新配方结构,成功地解决了困扰多年的焊条药皮发红开裂问题。
 奥氏体不锈钢的焊条电弧焊
奥氏体不锈钢的焊条电弧焊 奥氏体不锈钢的焊条电弧焊
格式:pdf
大小:61KB
页数:2P
4.8
分析了奥氏体不锈钢焊接过程中容易出现问题(晶间腐蚀和热烈纹)的原因;介绍了防止和减少晶间腐蚀、热烈纹的常用措施;讲述了奥氏体不锈钢焊条电弧焊时的注意事项。
奥氏体不锈钢A102焊条工艺性能精华文档
 低碳钢芯奥氏体不锈钢代用焊条的研究
低碳钢芯奥氏体不锈钢代用焊条的研究 低碳钢芯奥氏体不锈钢代用焊条的研究
格式:pdf
大小:76KB
页数:3P
4.4
采用低碳钢芯(h08e)和高效药皮过渡合金元素获得了高熔敷效率的不锈钢代用新型焊条,对试验焊条焊接过程进行高速摄影、焊缝金属化学成分分析以及金相组织观察。结果表明,试验焊条具有电弧稳定、熔渣流动性良好,焊条尾部不发红、药皮无脱落等特点;熔滴呈喷射过渡,焊缝金属化学成分、显微组织达到同类型铬镍合金焊芯不锈钢焊条的要求。解决了不锈钢焊条尾部发红、开裂等问题,同时也显著降低了不锈钢焊条的成本。
不锈钢焊条的工艺性能与使用 不锈钢焊条的工艺性能与使用
格式:pdf
大小:462KB
页数:2P
4.4
在我国经济迅猛发展的今天,不锈钢结构与制品越来越多,但其在焊接过程中最突出的问题就是国产不锈钢焊条的工艺性能不良。与国外名牌不锈钢焊条相比,在工艺性能上存在以下几方面的问题。(1)焊条抗发红开裂性差国产不锈钢焊条往往
奥氏体不锈钢TIG焊 奥氏体不锈钢TIG焊
格式:pdf
大小:113KB
页数:2P
4.7
本文通过试验,叙述了tig焊焊接奥氏体不锈钢时焊接速度与熔深、焊缝表面颜色的关系,从而给出了最佳范围,使之达到焊缝成形好、表面颜色好的目的。
超级奥氏体不锈钢的性能
格式:pdf
大小:70KB
页数:5P
4.4
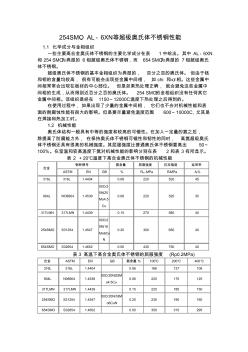
254smo、al-6xn等超级奥氏体不锈钢性能 1.1化学成分与金相组织 一些主要高合金奥氏体不锈钢的主要化学成分在表1中给出。其中al-6xn 和254smo为典型的6钼超级奥氏体不锈钢,而654smo为典型的7钼超级奥氏 体不锈钢。 超级奥氏体不锈钢的基本金相组织为典型的,百分之百的奥氏体。但由于铬 和钼的含量均较高,很有可能会出现些金属中间相,如chi和σ相。这些金属中 间相常常会出现在板材的中心部位。但是如果热处理正确,就会避免这些金属中 间相的生成,从而得到近百分之百的奥氏体。254smo的金相组织没有任何其它 金属中间相。该组织是经在1150~12000c温度下热处理之后得到的。 在使用过程中,如果出现了少量的金属中间相,它们也不会对机械性能和表 面的耐腐蚀性能有很大的影响。但是要尽量避免温度范围600~10000c,尤其是 在焊
奥氏体不锈钢A102焊条工艺性能最新文档
A102焊条药皮成分优化设计及其工艺性能的研究
格式:pdf
大小:141KB
页数:4P
3
a102焊条药皮成分优化设计及其工艺性能的研究——建立以飞溅率作为目标函数,长石、大理石、萤石、盒属锰为优化因子的数学模型根据数 学模型进行编程计算得出优化结果,利用优化配方制成焊条通过各项工艺性能对比试验研究,证明优化设计的a102焊条在保持原...

奥氏体不锈钢双电极焊条单弧焊工艺分析
格式:pdf
大小:132KB
页数:2P
3
奥氏体不锈钢双电极焊条单弧焊工艺分析——研究了板厚8inm的1crl8ni9ti奥氏体不锈钢双电极单孤焊工艺参数,比较了单、双电极电孤焊工艺特点。试验结果表明,奥氏体不锈钢双电极焊条单孤焊工艺具有高效节能、焊缝成形好、热影响区窄的特点。
双电极奥氏体不锈钢焊条单弧焊工艺研究 双电极奥氏体不锈钢焊条单弧焊工艺研究
格式:pdf
大小:897KB
页数:4P
4.8
本文研究了双电极奥氏体不锈钢焊条单弧焊电弧的静特性、焊接电流、电弧电压、焊芯间隙对双电极焊条单弧焊的工艺性能和焊缝成形的影响;通过热电偶测试技术,对双电极焊条单弧焊焊接过程中不同部位焊芯表面温升进行了测定.研究结果表明焊芯直径为4.0mm的双电极a102焊条,其合适焊接工艺参数为:焊接电流140~160a,电弧电压45v左右,焊条两芯间隙1.2~1.5mm,焊接板厚8mm的1cr18ni9ti材料,焊缝成形良好.
奥氏体不锈钢双电极焊条单弧焊工艺分析 奥氏体不锈钢双电极焊条单弧焊工艺分析
格式:pdf
大小:302KB
页数:2P
4.4
研究了板厚8mm的1cr18ni9ti奥氏体不锈钢双电极单弧焊工艺参数,比较了单、双电极电弧焊工艺特点。试验结果表明,奥氏体不锈钢双电极焊条单弧焊工艺具有高效节能、焊缝成形好、热影响区窄的特点。
321奥氏体不锈钢
格式:pdf
大小:35KB
页数:3P
4.7
321不锈钢 不锈钢321是钛稳定的奥氏体不锈钢,常用于1000-1600of温度范围。 321不锈钢概述【上海奔来金属材料有限公司】 不锈钢321是一种是ni-cr-mo耐热,钛稳定的奥氏体合金,通常用于1000°-1600°f的 温度范围。321不锈钢主要用于碳化物沉淀范围为800°-1500°f的连续和间歇使用温度的 应用。321型类似于304型不锈钢,但钛的添加量至少是碳含量的五倍。这种钛添加减少 或防止了焊接过程中和800°-1500°f的使用条件下的碳化物沉淀。为了在1500°-1650°f 的使用温度下提供对晶间腐蚀和连多硫酸应力腐蚀开裂的最佳抵抗力,可以使用空气冷却。 321不锈钢特点 ?①.抗氧化温度可达1600°f ?②.稳定抵抗焊接热影响区(haz)晶间腐蚀 ?③.抵抗连多硫酸应力
不锈钢焊条焊接气孔影响因素的研究及新型A102不锈钢焊条的研制
格式:pdf
大小:134KB
页数:4P
4.4
不锈钢焊条焊接气孔影响因素的研究及新型a102不锈钢焊条的研制 张楚信 (杭州电焊条厂,浙江杭州310008) 摘要:系统阐述了不锈钢焊条工艺性能改进中所产生焊接气孔的一系列影响因素,通过大量的配方 调整试验、研究总结出改善不锈钢焊条焊接工艺及解决由此引发的焊接气孔问题的主要方法,提出在限 制药皮含水量的同时,还要采取合理使用氟化物,控制熔敷金属的硅含量,适当提高熔渣的碱度及焊条 的烘焙温度和延长烘焙时间等措施,可实现不锈钢焊条抗气孔能力的全面提高和焊接工艺性能的彻底改 进,是新型a102不锈钢焊条研制的又一成功范例。 关键词:不锈钢焊条;焊接气孔;影响因素;研制新途径。 中图分类号:tg422.1文献标识码:a 文章编号:1001-4551(2000)04-0083-03 studyontheeffectfactorsofweldingbu
奥氏体不锈钢A102焊条工艺性能相关
文辑推荐
知识推荐
百科推荐


职位:暖通制冷空调设计师
擅长专业:土建 安装 装饰 市政 园林


