

ZGMn13与Q235-A的焊接讨论
格式:pdf
大小:2.0MB
页数:2P
人气 :92
 4.6
4.6
ZGMn13与Q235-A的焊接用A302焊条,焊接时层间用冷水急冷,可以得到光滑无裂纹的焊缝外观。



Q235A与Q235B及焊接性分析
有关q235中a/b/c/d a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别 为:q235a级,是不做冲击;q235b级,是20度常温冲击;q235c 级,是0度冲击;q235d级,是-20度冲击。在不同的冲击温度, 冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同, c的磷含量次之,d磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050 p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045 p≤0.045 q235c级含c≤0.18%mn0.35~0.80si≤0
 4Cr5MoSiV1与Q235A钢的焊接
4Cr5MoSiV1与Q235A钢的焊接 4Cr5MoSiV1与Q235A钢的焊接
在生产中,常常会遇到两种本体组织不同的钢材的焊接。由于彼此的化学成分或金属组织不同,力学性能差异较大或者线膨胀系数相差很大等诸多因素的影响,所以给焊接带来了比较大的困难。我公司型材厂挤压机在更换挤压筒内衬时,就遇到了4cr5mosiv1与q235a
编辑推荐下载
Q235A与Q235B的区别
格式:pdf
大小:32KB
页数:5P
4.8
q235a和q235b的区别 低合金钢中q235a和q235b中的a、b是质量等级的区别,其最主要的区别在于是否需 要做常温冲击试验,a不需要做,b需要做。还存在一些细微区别,q235a与q235b的 其他区别: 1、化学成分:q235a:c:0.14~0.22:mn:0.30~0.65;s:0.050q235b:c:0.12~0.20: mn:0.30~0.70;s:0.0452、力学性能:拉伸试验没有区别,冲击试验a不做,b做20 度冲击试验,v型冲击功(纵向)j不小于27。 强度都是一样的,仅机械,化学性能有一些差别。一般来讲,南方地区,无动力荷载的非焊 接构件采用q235a是可行的;无动力荷载的焊接构件采用q235a也是可行的,但应保证含 碳量<=0.2%,主要保证可焊性;q235b

Q235A与spcc材质
格式:pdf
大小:31KB
页数:3P
4.4
进口日本spcc材质介绍 分享到:0 公司:东莞至上金属有限公司 发布人:萧小雅 电话:0769-85093596 手机:13662995234 生产过程中由于不进行加热,所以不存在热轧常出现的麻点和氧化铁皮等缺陷,表面质量好、光洁度高。而且冷轧产品的尺寸精度高,产品的性能和组织能满足一些特殊的使 用要求,如电磁性能、深冲性能等。 应用领域: 冷轧板带用途很广,如汽车制造、电气产品、机车车辆、航空、精密仪表、食品罐头等。 冷轧薄钢板是普通碳素结构钢冷轧板的简称,也称冷轧板,俗称冷板,有时会被误写成冷扎板。冷板是由普通碳素结构钢热轧钢带,经过进一步冷轧制成厚度小于4mm的钢板。 由于在常温下轧制,不产生氧化铁皮,因此,冷板表面质量好,尺寸精度高,再加之退火处理,其机械性能和工艺性能都优于热轧薄钢板,在许多领域里,特别是家电制造领 域,已逐渐用它取代热轧薄
ZGMn13与Q235A焊接讨论热门文档
Q235A和Q235B的区别
格式:pdf
大小:7KB
页数:2P
4.8
低合金板 q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服,后面的235,就是指这种材质的屈服值, 在235左右。并会随着材质的厚度的增加而使其屈服值减小。 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击的温度有所不 同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a级,是不 做冲击;q235b级,是20度常温冲击;q235c级,是0度冲击;q235d级,是-20度冲击。在 不同的冲击温度,冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同,c的磷含量次之,d磷含 量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si
焊接结构钢Q235A应用分析 焊接结构钢Q235A应用分析
格式:pdf
大小:394KB
页数:2P
4.5
目前国内钢材市场上q235系列的型材大都为q235-a。q235-a是可以用于焊接承重结构的,但不能用于低温环境和动荷载较大的结构(即对材料的韧性有较高要求的结构)。这一点已经为大量的工程实践所证明。当然,在选用q235+a时,要附加冷弯试验合格的保证,并且要根据质保书核算碳当量是否满足要求,为可靠起见,板材的厚度一般不宜超过16mm。
Q235A与ZG310-570异种材料焊接工艺 Q235A与ZG310-570异种材料焊接工艺
格式:pdf
大小:208KB
页数:3P
4.4
异种材料焊接时质量比较难以保证,本文针对某环保机械上的典型零部件———辗压轮的焊接制造过程,简单谈一些铸钢/结构钢异种材料的焊接工艺及注意事项。
 ZG35CrMo与Q235A的焊接工艺研究
ZG35CrMo与Q235A的焊接工艺研究 ZG35CrMo与Q235A的焊接工艺研究
格式:pdf
大小:152KB
页数:3P
4.3
针对材料为zg35crmo和q235a钢的焊接性进行了分析,从控制裂纹的观点出发,通过采用低氢型焊接材料、适当的焊接方法和匹配的焊接参数,获得了满意的焊接接头。
ZGMn13与Q235A焊接讨论精华文档
Q235和Q235A和Q235B的区别
格式:pdf
大小:6KB
页数:4P
4.8
q235 普通碳素结构钢-普板 是一种钢材的材质。q代表的是这种材质的屈服,后面的235,就是指这种材质的屈服 值,在235左右。并会随着材质的厚度的增加而使其屈服值减小。 q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击的温度 有所不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a级, 是不做冲击;q235b级,是20度常温冲击;q235c级,是0度冲击;q235d级,是-20 度冲击。在不同的冲击温度,冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同,c的磷含量次之,d 磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%m
H1Cr24Ni13堆焊Q235A钢熔合区组织性能研究 H1Cr24Ni13堆焊Q235A钢熔合区组织性能研究
格式:pdf
大小:432KB
页数:3P
4.5
采用tig焊方法和h1cr24ni13奥氏体不锈钢焊丝,对q235a进行堆焊加工。通过金相、扫描电镜(sem)和能谱(eds)、以及显微硬度等方法,分析了堆焊接头熔合区的显微组织及性能。结果表明,焊接电流的变化会对熔合区金相组织和接头性能造成影响,但显微硬度受工艺参数变化的影响不大。

钢材等级Q235A,Q235B,Q235C,Q235D区别(免费)
格式:pdf
大小:22KB
页数:2P
4.3
q235a,q235b,q235c,q235d。这是等级的区分,所代表的,主要是冲击的温度有所 不同而已! a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别为:q235a级,是 不做冲击;q235b级,是20度常温冲击;q235c级,是0度冲击;q235d级,是-20度 冲击。在不同的冲击温度,冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同,c的磷含量次之,d 磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045p
Q235-A钢焊接工艺研究
格式:pdf
大小:415KB
页数:24P
4.5
安徽机电职业技术学院1 1 安徽机电职业技术学院 毕业设计说明书 课题名称 q235-a钢焊接工艺研究 系(部)机械工程系 专业焊接技术及自动化 班级 姓名 学号 指导教师 2010~2011学年第一学期 安徽机电职业技术学院2 2 指导教师评语 等级签名日期 安徽机电职业技术学院3 3 毕业设计任务书 专业:班级:学生: 一:设计题目: q235-a钢焊接工艺研究 二:设计内容: 1、q235-a钢板焊接试验方案设计; 2、绘制焊接工艺卡片; 3、q235-a焊接工艺评定试验设计; 4、论证q235-a最佳焊接试验方案 5、编写设计说明书; 6、试验结果论证 三:原始资料: q235-a钢板, 焊接材料, 焊接设备 四:完成日期:2010年2月3日 指导教师: 2010年11月8日签发 安徽机电职业技术

ZGMn13与Q235A焊接讨论最新文档
Q235A厚钢板焊接裂纹分析及预防措施
格式:pdf
大小:58KB
页数:3P
4.4
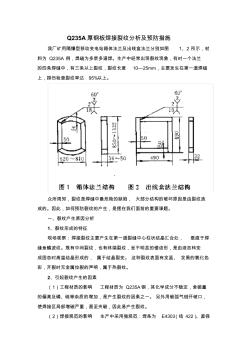
q235a厚钢板焊接裂纹分析及预防措施 我厂矿用隔爆型移动变电站箱体法兰及出线盒法兰分别如图1、2所示,材 料为q235a例,焊缝为多层多道焊。生产中经常出现裂纹现象,有时一个法兰 的四条焊缝中,有三条以上裂纹,裂纹长度10—25mm,主要发生在第一道焊缝 上,探伤检查裂纹率达95%以上。 众所周知,裂纹是焊缝中最危险的缺陷,大部分结构的破坏原因是由裂纹造 成的。因此,如何预防裂纹的产生,是摆在我们面前的重要课题。 一、裂纹产生原因分析 1、裂纹形成的特征 现场观察:焊接裂纹主要产生在第一道裂缝中心柱状结晶汇合处,垂直于焊 缝鱼鳞波纹。既有中间裂纹,也有终端裂纹,呈不明显的锯齿形,是由液态转变 成固态时高温结晶形成的,属于结晶裂变。这种裂纹表面有发蓝、发黑的氧化色 彩,开裂时无金属拉裂的声响,属于热裂纹。 2、引起裂纹产生的因素 (1)工程材质的影响工程材质为q2
关于Q235A钢成分下限的探讨 关于Q235A钢成分下限的探讨
格式:pdf
大小:289KB
页数:2P
4.6
对八钢生产的q195、q215a、q235a钢冶炼成份与试验力学性能进行了分析,找出成分与力学性能的趋势关系,确定满足q235a钢力学性能的成分下限
浅谈Mn13-1耐磨板与Q235B的焊接 浅谈Mn13-1耐磨板与Q235B的焊接
格式:pdf
大小:360KB
页数:3P
4.5
mn13-1耐磨板碳当量ceq达到了3.35,远高于一般的合金钢,容易出现焊接冷裂纹。我们通过焊接试验以及焊接工艺评定掌握其焊接工艺,采用a302焊条,确定了mn13-1耐磨板与q235b焊接的焊接参数,按照该工艺方案实施生产,取得了满意的焊接接头质量。
1Cr18Ni9钢与Q235A钢的焊接 1Cr18Ni9钢与Q235A钢的焊接
格式:pdf
大小:230KB
页数:未知
4.6
一、前言我厂ⅱ系列主产品1575mm和1760mm大型造纸设备,有多种焊接结构件是采用1cr18ni9钢和q235a钢焊接而成的。容器结构内壁与腐蚀介质接触部位采用1cr18ni9钢材制作,而法兰、基座等部分不与介质接触的部位采用q235a钢制作,然后将它们焊接起来,整个结构起到了耐腐蚀作用。
H62叶片与Q235A轮毂焊接结构研究 H62叶片与Q235A轮毂焊接结构研究
格式:pdf
大小:213KB
页数:未知
4.3
针对抽出式局部通风机h62叶片与q235a轮毂因2种材料的物理性能化学性能差异较大,焊接性能不好,容易造成在风机运行时叶片脱落或断裂等现象,提出1种新的叶片、轮毂结构及焊接工艺,以增强叶片的抗拉伸强度,提高该系列风机的安全可靠性。
16Mn+Q235A、45+Q235A异种钢焊缝低周应变疲劳性能优选常规焊接方法 16Mn+Q235A、45+Q235A异种钢焊缝低周应变疲劳性能优选常规焊接方法
格式:pdf
大小:187KB
页数:4P
4.7
以电力机车异种钢构件组成材料16mn+q235a、45+q235a为试验主材,在碱性焊条手弧焊和co2气体保护焊两种方法下,经严格工艺规范焊接的试板,经过常规试验和低周应变疲劳性能试验以及对比、分析、论证,得出“co2气体焊用于16mn+q235a、45+q235a异种钢焊接,其焊缝低周疲劳性能良好,且优于结5d6焊条手弧焊”的结论。
16Mn+Q235A、45+Q235A异种钢焊缝低周应变疲劳性能优选常规焊接方法 16Mn+Q235A、45+Q235A异种钢焊缝低周应变疲劳性能优选常规焊接方法
格式:pdf
大小:187KB
页数:4P
4.4
以电力机车异种钢构件组成材料16mn+q235a、45+q235a为试验主材,在碱性焊条手弧焊和co2气体保护焊两种方法下,经严格工艺规范焊接的试板,经过常规试验和低周应变疲劳性能试验以及对比、分析、论证,得出“co2气体焊用于16mn+q235a、45+q235a异种钢焊接,其焊缝低周疲劳性能良好,且优于结5d6焊条手弧焊”的结论。
q235的焊接工艺()
格式:pdf
大小:214KB
页数:13P
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
ZGMn13与Q235A焊接讨论相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程材料员
擅长专业:土建 安装 装饰 市政 园林


