

ZG35CrMo与Q235A的焊接工艺研究
格式:pdf
大小:152KB
页数:3P
人气 :80
 4.3
4.3
针对材料为ZG35CrMo和Q235A钢的焊接性进行了分析,从控制裂纹的观点出发,通过采用低氢型焊接材料、适当的焊接方法和匹配的焊接参数,获得了满意的焊接接头。



 ZG35CrMo埋弧焊焊接工艺
ZG35CrMo埋弧焊焊接工艺 ZG35CrMo埋弧焊焊接工艺
通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
ZG35CrMo埋弧焊焊接工艺 ZG35CrMo埋弧焊焊接工艺
通过对zg35crmo进行埋弧焊焊接试验,并对不同焊后热处理状态下的接头性能进行对比,结果表明:调质态下焊接,焊后去氢、去应力退火处理与正火状态下焊接、焊后整体调质的焊接接头在抗拉强度和冲击韧性方面存在明显差异;采用调质态下焊接、焊后去应力退火处理的埋弧焊工艺可以获得综合性能最优的焊接接头。
编辑推荐下载
 Q235A与ZG310-570异种材料焊接工艺
Q235A与ZG310-570异种材料焊接工艺 Q235A与ZG310-570异种材料焊接工艺
格式:pdf
大小:208KB
页数:3P
4.4
异种材料焊接时质量比较难以保证,本文针对某环保机械上的典型零部件———辗压轮的焊接制造过程,简单谈一些铸钢/结构钢异种材料的焊接工艺及注意事项。
ZG35CrMo与Q235A的焊接工艺热门文档
35CrMo焊接工艺规程-WPS
格式:pdf
大小:43KB
页数:2P
4.3
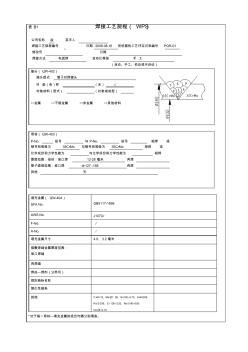
表b1焊接工艺规程(wps) 公司名称盐签字人 焊接工艺规程编号日期2008.08.16所依据的工艺评定记录编号pqr-01 修改号日期 焊接方法电弧焊自动化等级手工 (自动、手工、机动或半自动) 接头(qw-402) 接头型式管子对焊接头 衬垫(有)样(无)√ 衬垫材料(型式)(衬垫或成型) □金属□不熔金属□非金属□其他材料 母材(qw-403) p-no.组号与p-no.组号相焊或 钢号和等级为35crmo与钢号和等级为35crmo相焊或 化学成份和力学性能为与化学成份和力学性能为相焊 厚度范围:母材:坡口焊12-28毫米角焊 管子直径范围:坡口焊φ127-168角焊 其他无 填充金属(qw-404) sfano.gb5117-1
Q235A与ZG270大型结构件的焊接 Q235A与ZG270大型结构件的焊接
格式:pdf
大小:99KB
页数:未知
4.3
本文介绍了一种在简单的工程环境下实施的焊接工艺,采用mag焊接方法,并以一系列辅助措施支持,合理选择焊接工艺参数,完成了复杂结构zg270-500与q235a在工程工况下的焊接。
Q235A与Q235B及焊接性分析
格式:pdf
大小:22KB
页数:2P
4.8
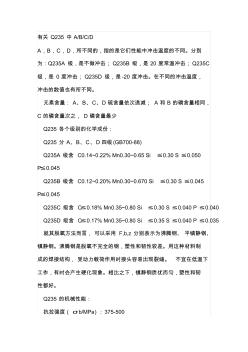
有关q235中a/b/c/d a,b,c,d,所不同的,指的是它们性能中冲击温度的不同。分别 为:q235a级,是不做冲击;q235b级,是20度常温冲击;q235c 级,是0度冲击;q235d级,是-20度冲击。在不同的冲击温度, 冲击的数值也有所不同。 元素含量:a、b、c、d硫含量依次递减;a和b的磷含量相同, c的磷含量次之,d磷含量最少 q235各个级别的化学成份: q235分a、b、c、d四级(gb700-88) q235a级含c0.14~0.22%mn0.30~0.65si≤0.30s≤0.050 p≤0.045 q235b级含c0.12~0.20%mn0.30~0.670si≤0.30s≤0.045 p≤0.045 q235c级含c≤0.18%mn0.35~0.80si≤0
Q235-A钢焊接工艺研究
格式:pdf
大小:415KB
页数:24P
4.5
安徽机电职业技术学院1 1 安徽机电职业技术学院 毕业设计说明书 课题名称 q235-a钢焊接工艺研究 系(部)机械工程系 专业焊接技术及自动化 班级 姓名 学号 指导教师 2010~2011学年第一学期 安徽机电职业技术学院2 2 指导教师评语 等级签名日期 安徽机电职业技术学院3 3 毕业设计任务书 专业:班级:学生: 一:设计题目: q235-a钢焊接工艺研究 二:设计内容: 1、q235-a钢板焊接试验方案设计; 2、绘制焊接工艺卡片; 3、q235-a焊接工艺评定试验设计; 4、论证q235-a最佳焊接试验方案 5、编写设计说明书; 6、试验结果论证 三:原始资料: q235-a钢板, 焊接材料, 焊接设备 四:完成日期:2010年2月3日 指导教师: 2010年11月8日签发 安徽机电职业技术
35CrMo法兰与20g管的焊接工艺 35CrMo法兰与20g管的焊接工艺
格式:pdf
大小:88KB
页数:2P
4.8
为了研究并制定一套35crmo法兰和20g钢管焊接适用的工艺方法来满足实际生产的需要,通过对两种材料的焊接性分析,选择合适的焊接材料、焊接工艺和焊后的热处理措施,采用氩电联焊的方法对35crmo法兰和20g钢管进行焊接,并对焊缝进行了无损检测和金相试验。经过焊后质量检验得知,获得的产品质量合格。由此证明了异种钢的焊接工艺的选取是符合要求的。
ZG35CrMo与Q235A的焊接工艺精华文档
35CrMo法兰与Q345管材的焊接工艺 35CrMo法兰与Q345管材的焊接工艺
格式:pdf
大小:285KB
页数:2P
4.8
采用氩电联焊的方法焊接35crmo和q345(16mn)钢。此类异种钢的焊接要注意焊前预热和焊后热处理。按正确的工艺焊接,焊后检验合格。
35CrMo与Q345D异种材料焊接工艺技术 35CrMo与Q345D异种材料焊接工艺技术
格式:pdf
大小:165KB
页数:未知
4.7
针对异种材料焊接时品质往往难以保证的问题,对35crmo与q345d材料焊接做了阐述,对其难点进行了具体的分析和研究,并采取了相应的措施,为类似材料的焊接提供了可借鉴的理论依据。
35CrMo钢高压管线的焊接工艺 35CrMo钢高压管线的焊接工艺
格式:pdf
大小:1.1MB
页数:4P
4.4
利用oktigrod55焊丝,采用手工钨极氩弧焊对35crmo高压水泥固井管线进行整管焊接试验,焊后进行了焊接接头的拉伸、弯曲、冲击等力学性能试验,测试硬度,并检验了焊缝宏观形貌,观察了焊缝微观组织。结果表明,采用拟订的焊接工艺参数和热处理方式,焊接接头力学性能良好,达到项目设计要求;熔合线及热影响区的冲击吸收功高达175~191j,主要原因是在二区域内形成了细小、等轴的铁素体+珠光体组织;焊缝中心的冲击吸收功相对较低(96j),主要原因是形成了柱状晶及贝氏体组织。该焊接工艺方案已成功地应用于高压水泥固井管线建造中。
Q235的焊接工艺
格式:pdf
大小:271KB
页数:10P
4.6
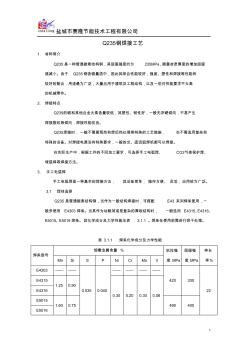
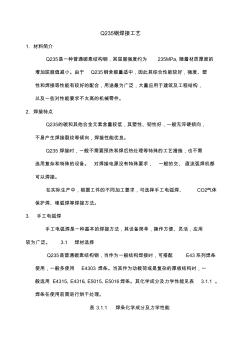
盐城市赛隆节能技术工程有限公司 1 q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的增加屈服 值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑性和焊接等性能有 较好的配合,用途最为广泛,大量应用于建筑及工程结构,以及一些对性能要求不太高 的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向,不易产生 焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需选用复杂和 特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体保护焊、 埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用较为
q235的焊接工艺()
格式:pdf
大小:214KB
页数:13P
4.7
q235钢焊接工艺 1.材料简介 q235是一种普通碳素结构钢,其屈服强度约为235mpa,随着材质厚度的 增加屈服值减小。由于q235钢含碳量适中,因此其综合性能较好,强度、塑 性和焊接等性能有较好的配合,用途最为广泛,大量应用于建筑及工程结构, 以及一些对性能要求不太高的机械零件。 2.焊接特点 q235的碳和其他合金元素含量较低,其塑性、韧性好,一般无淬硬倾向, 不易产生焊接裂纹等倾向,焊接性能优良。 q235焊接时,一般不需要预热和焊后热处理等特殊的工艺措施,也不需 选用复杂和特殊的设备。对焊接电源没有特殊要求,一般的交、直流弧焊机都 可以焊接。 在实际生产中,根据工件的不同加工要求,可选择手工电弧焊、co2气体 保护焊、埋弧焊等焊接方法。 3.手工电弧焊 手工电弧焊是一种基本的焊接方法,其设备简单,操作方便、灵活,应用 较为广泛。3.1焊材选择 q235
ZG35CrMo与Q235A的焊接工艺最新文档
不等厚35CrMo钢耐磨板焊接工艺措施 不等厚35CrMo钢耐磨板焊接工艺措施
格式:pdf
大小:122KB
页数:1P
4.7
针对不等厚35crmo钢板拼焊时易产生缺陷的情况,提出采取有效的工艺措施来防止其焊接裂纹及变形的产生,并取得了很好效果。
 喷粉精炼熔铸ZG35CrMo(M)钢阀体
喷粉精炼熔铸ZG35CrMo(M)钢阀体 喷粉精炼熔铸ZG35CrMo(M)钢阀体
格式:pdf
大小:366KB
页数:2P
4.5
运用喷粉精炼工艺代替传统的静态扩散脱氧精炼工艺对zg35crmo(m)钢阀体进行精炼熔铸,结果减少了夹杂物和有害气体的含量,使铸件具有较好的综合力学性能。
Q235A与Q235B的区别
格式:pdf
大小:32KB
页数:5P
4.8
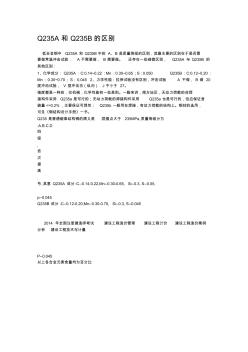
q235a和q235b的区别 低合金钢中q235a和q235b中的a、b是质量等级的区别,其最主要的区别在于是否需 要做常温冲击试验,a不需要做,b需要做。还存在一些细微区别,q235a与q235b的 其他区别: 1、化学成分:q235a:c:0.14~0.22:mn:0.30~0.65;s:0.050q235b:c:0.12~0.20: mn:0.30~0.70;s:0.0452、力学性能:拉伸试验没有区别,冲击试验a不做,b做20 度冲击试验,v型冲击功(纵向)j不小于27。 强度都是一样的,仅机械,化学性能有一些差别。一般来讲,南方地区,无动力荷载的非焊 接构件采用q235a是可行的;无动力荷载的焊接构件采用q235a也是可行的,但应保证含 碳量<=0.2%,主要保证可焊性;q235b
20钢管与35CrMo钢管接头的焊接工艺 20钢管与35CrMo钢管接头的焊接工艺
格式:pdf
大小:140KB
页数:未知
4.4
对35crmo钢和20钢管的焊接性进行了分析,在钨极氩弧焊的前提下,采用不同焊接材料和焊后处理措施,焊后对焊接接头进行无损检测和力学性能测试;完成了焊接工艺评定,确定出35crmo钢管接头与20钢管合理的焊接工艺。
4Cr5MoSiV1与Q235A钢的焊接 4Cr5MoSiV1与Q235A钢的焊接
格式:pdf
大小:119KB
页数:2P
4.5
在生产中,常常会遇到两种本体组织不同的钢材的焊接。由于彼此的化学成分或金属组织不同,力学性能差异较大或者线膨胀系数相差很大等诸多因素的影响,所以给焊接带来了比较大的困难。我公司型材厂挤压机在更换挤压筒内衬时,就遇到了4cr5mosiv1与q235a
1Cr18Ni9钢与Q235A钢的焊接 1Cr18Ni9钢与Q235A钢的焊接
格式:pdf
大小:230KB
页数:未知
4.6
一、前言我厂ⅱ系列主产品1575mm和1760mm大型造纸设备,有多种焊接结构件是采用1cr18ni9钢和q235a钢焊接而成的。容器结构内壁与腐蚀介质接触部位采用1cr18ni9钢材制作,而法兰、基座等部分不与介质接触的部位采用q235a钢制作,然后将它们焊接起来,整个结构起到了耐腐蚀作用。
ZG35Cr1Mo与Q345B异种钢的焊接工艺 ZG35Cr1Mo与Q345B异种钢的焊接工艺
格式:pdf
大小:514KB
页数:2P
4.5
介绍了异种钢焊接技术在盾构机刀盘钢结构中的应用,通过对zg35cr1mo与q345b的焊接性分析,制定了zg35cr1mo与q345b异种钢的焊接工艺。
焊接工艺评定(Q235B)二保焊
格式:pdf
大小:175KB
页数:10P
4.5
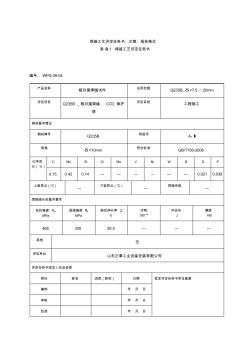
焊接工艺评定任务书、方案、报告格式 表b.1焊接工艺评定任务书 编号:wps-09-04 产品名称板对接焊缝试件应用范围q235b,δ=7.5⌒20mm 评定项目q235b,板对接焊缝,co2保护 焊 评定目的工程施工 钢材基本情况 钢材牌号q235b类级号a-ⅰ 规格 δ=10mm符合标准gb/t700-2006 化学成 分(%) cmnsicrmovniwbsp 0.150.420.14-----------------0.0210.039 上临界点(℃)---下临界点(℃)---焊接性能--- 焊接接头的基本要求 抗拉强度rm mpa 屈服强度re mpa 断后伸长率z % 冷弯 180° 冲击功 j 硬度 hb 46533030.5--------- 其他 无 评定单
ZG35CrMo与Q235A的焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:安全消防培训讲师
擅长专业:土建 安装 装饰 市政 园林


