

使用Z308焊条补焊汽缸本体裂纹的探讨
格式:pdf
大小:222KB
页数:3P
人气 :90
 3
3
使用Z308焊条补焊汽缸本体裂纹的探讨——通过Z3o8焊条在汽缸(材料:m300)裂纹补焊中的应用,利用简单的试验方法制定了安全可靠的工艺措施,并在实际工作中应用,取得了成功。该工艺方法及试验过程对电力企业中应用广泛的灰口铸铁的补焊具有较大的推广价值。



纤维素焊条的铸铁补焊新工艺
纤维素焊条的铸铁补焊新工艺——采用∞2mm伯乐e6010纤维素型焊条,对ht200灰铸铁工件进行补焊。通过采用合理的焊接工艺参数,焊后保温、缓冷至室温。补焊后,工件没有出现裂纹及气孔等缺陷。焊接接头质量优良。
编辑推荐下载
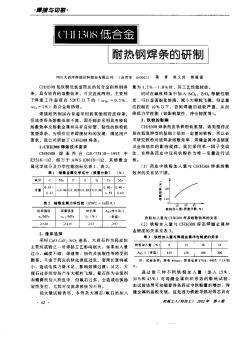
固碱锅铸铁补焊焊条的研制
格式:pdf
大小:160KB
页数:4P
3
固碱锅铸铁补焊焊条的研制——研制了适用于铸铁固碱锅补焊用镍铁焊芯焊条.该焊条在焊接过程中避免了白口及淬硬组织。提高了焊缝的耐蚀性,并对所研制焊条的工艺性能进行了分析和讨论.
新型热锻模补焊用特种焊条的研制
格式:pdf
大小:141KB
页数:2P
3
新型热锻模补焊用特种焊条的研制——研究了一种新型热锻模补焊用特种焊条。通过反复调整,确定了合适的药皮渣系及适合热锻模的合金系。通过堆焊屡的金相显截分析表明。新研制的焊条堆焊屡的组织为马氏体+残余奥氏体+碳化物。堆焊屡的平均硬度为hrc51.8,经磨损...
Z308焊条补焊汽缸本体裂纹热门文档
SUSY308不锈焊条钢盘条的开发
格式:pdf
大小:125KB
页数:3P
3
susy308不锈焊条钢盘条的开发——本文重点介绍了susy308不锈焊条钢盘条的开发工艺及开发过程中对工艺的改进。
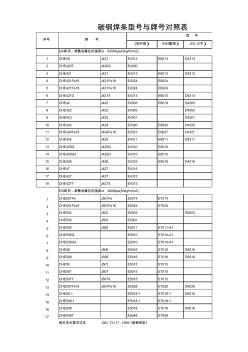
各类焊条型号与牌号对照表-z304焊条
格式:pdf
大小:149KB
页数:8P
4.5
gb(中国)aws(美国)jis(日本) 1che40j421e4313e6013d4313 2che420tj420ge4300 3che421j421e4313e6013d4313 4che421fe16j421fe16e4324e6024 5che421fe18j421fe18e4324e6024 6che421dj421xe4313e6010d4313 7che42j422e4303e6019d4303 8che422j422e4303d4303 9che423j423e4301d4301 10che424j424e4320e6020d4320 11che424fe16j424fe16e4327e6027d4327 12che425j425e4311e6011d4311
 铝合金汽缸盖裂纹焊接难点与解决方法
铝合金汽缸盖裂纹焊接难点与解决方法 铝合金汽缸盖裂纹焊接难点与解决方法
格式:pdf
大小:46KB
页数:1P
4.6
裂纹产生原因发动机铝合金汽缸盖是由铝-硅系合金铸造而成,形状复杂,厚度不均,多数裂纹发生在汽缸盖的上部。产生裂纹的原因有2种:一是铸造过程中产生有延迟裂纹和夹渣,两者在残余
结构钢焊条铸铁件补焊工艺 结构钢焊条铸铁件补焊工艺
格式:pdf
大小:113KB
页数:1P
4.3
针对公司生产卸车机、叶轮给煤机产品中的部套件多为铸铁件(如轴承盖、透盖、闷盖等),且在产品中占较重比例,铸铁件铸造缺陷补焊性能差、报废成本高的问题,提出了使用结构钢焊条铸铁补焊工艺。解决了铸铁补焊难、易产生裂纹等焊接难题,大大降低了生产成本,促进了生产率的提高。
Z308焊条补焊汽缸本体裂纹精华文档
结构钢焊条铸铁件补焊工艺 结构钢焊条铸铁件补焊工艺
格式:pdf
大小:509KB
页数:3P
4.5
针对公司内泵系列产品铸铁件多、铸铁件铸造缺陷补焊性能差、报废成本高的问题,提出了使用结构钢焊条铸铁补焊工艺,解决了铸铁补焊难、易产生裂纹等焊接难题,大大降低了生产成本,促进了生产率的提高。
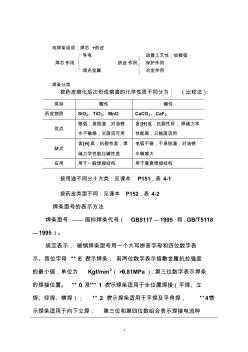
3.2焊条
格式:pdf
大小:55KB
页数:5P
4.3
1 电焊条组成:焊芯+药皮 导电改善工艺性,如稳弧 焊芯作用药皮作用保护作用 填充金属冶金作用 焊条分类 按药皮熔化后次形成熔渣的化学性质不同分为:(比较法) 类别酸性碱性 药皮物质sio2、tio2、mnocaco3、caf2 优点 稳弧,易脱渣,对油锈 水不敏感,交直流可用 含[h]低,抗裂性好,焊缝力学 性能高,只能直流用 缺点 含[h]高,抗裂性差,焊 缝力学性能比碱性差 电弧不稳,不易脱渣,对油锈 水敏感大 应用用于一般焊接结构用于重要焊接结构 按用途不同分十大类:见课本p151,表4-1 按药皮类型不同:见课本p152,表4-2 焊条型号的表示方法 焊条型号——国标焊条代号(gb5117—1995和gb/t5118 —1995)。 规定表示,碳钢焊条型号用一个大写拼音字母和四位数字表 示。首位字母“e”表示焊条;前两位数
 粉磨机底座铸造裂纹的补焊
粉磨机底座铸造裂纹的补焊 粉磨机底座铸造裂纹的补焊
格式:pdf
大小:124KB
页数:2P
4.7
我厂铸钢车间承担了一项粉磨机底座的铸造任务,底座材质为zg45,质量为1t,铸后清理毛坯时发现底座底面存在多处裂纹。曾采用电弧焊补焊,因工艺不当,补焊后再次开裂。对此我厂经过重新分析、试验,对其改用co2气体保护焊进行了补焊修复,取得了满意
E4303焊条
格式:pdf
大小:20KB
页数:2P
4.5
e4303焊条 简介j422焊条是普通叫法,对应国际标准牌号e4303。它是一种酸性焊条,药 皮钛钙型,j表示结构钢焊条,42是42kg/mm2焊缝金属的抗拉强度,熔金抗拉强度 不低于420mpa。 编辑本段用途 主要用途:用于焊接较重要的低碳钢结构和强度等级低的低合金钢,一般用于焊 接钢结构和普通碳钢管道的焊接。 规格 e4303焊条直径从到不等,可以进行全位置焊接,交直流两用。具有优良的焊接 工艺性能和力学性能,电弧稳定,飞溅少,脱渣容易,焊缝成型美观。 熔敷金属成份 e4303成分cmnsipscrcuni 质量含量百分数 《《《《 山东光源特种耐磨焊条厂 型号e4303材质碳钢 焊芯 直径 (mm)品牌金桥 类型碳钢焊条 药皮性 质 碱性焊条 直径(mm)长度350-400(mm) 焊接 电流 60-90(a) 电流
Z308焊条补焊汽缸本体裂纹最新文档
钢结构厚板焊接裂纹的补焊技术 钢结构厚板焊接裂纹的补焊技术
格式:pdf
大小:719KB
页数:2P
4.5
针对某建筑钢结构焊接施工过程中出现的裂纹,分析了产生的原因,并在其补焊可行性分析的基础上,提出了切实可行的裂纹焊接修复工艺方案,补焊修复获得成功。

焊条、焊丝型号大类与焊条、
格式:pdf
大小:17KB
页数:13P
4.6
钼及铬钼耐热钢焊条:r107r207r307r317r327r337r347r407r507r707r807r817r307lr317l r407l 低温钢焊条:w607w607hw707niw907niw107w107niw406fe 不锈钢焊条:g202g207g217g242g247g257g267g302g307g357g357mg367367mg200m520 bm831am837aa002a002aa002nb347la002022la0322209-16a042a052a062309la072a082a 102a102aa107a132a137a14219-9-6a146a172a202a207a212a222a232a237a24

E4303焊条、E5016焊条、E55焊条有什么区别
格式:pdf
大小:10KB
页数:1P
4.5
e4303焊条、e5016焊条、e55焊条有什么区别 hrb400与hrb335、hrb400与hrb400之间焊接采用哪种焊条? 答:e4303就是j422焊条,屈服强度大于330mpa,抗拉强度大于420mpa。 e5016就是j506焊条,屈服强度大于400mpa,抗拉强度大于490mpa。 e55是指屈服强度大于440mpa,抗拉强度大于550mpa。有j556、j557焊条等。 hrb335是指其屈服强度大于335,抗拉强度大于455。 hrb400是指其屈服强度大于400,抗拉强度大于570。 根据强度较低原则,建议你第一个选j506焊条。 第二个选e55级别的焊条,可以选择j557。
电站铸钢件采用焊条补焊焊缝化学成分的估算
格式:pdf
大小:156KB
页数:3P
3
电站铸钢件采用焊条补焊焊缝化学成分的估算——文章分别计算了enicrfe一3焊条、奥氏体不锈钢焊条e2—26—2l—l6(a402)和e0一l9一l0nb一16(a132)补焊zgl5crlmolv后的底层焊缝和其它堆焊层焊缝的化学成分。得出选用镍基焊材(enicrfe一3)补焊zgl5crlmolv时,允许...

本标准适用于直径3.-8.0直径的焊条
格式:pdf
大小:16KB
页数:7P
4.3
1 本标准适用于直径3.2-8.0mm的表面耐磨堆焊用手工电焊条(焊条直径系指不包括药皮的焊芯直径)。 兼用于堆焊工作的其它类型焊条,不包括在本标准内。 1型号划分 2技术要求 3试验方法 4检验规则 成品焊条由制造厂技术检查部门按批检验。需方有权按本标准验收规定检验焊条质量。 5标志、包装、运输、贮存和质量证明书 附录a堆焊焊条分类及用途简要说明(参考件) 附录b焊条药皮类型说明(参考件) 附加说明 1型号划分 1.1堆焊焊条型号按熔敷金属化学成分及药皮类型划分。 1.2型号编制方法如下: a.焊条以字母“e“表示,为型号第一字; b.型号第二字表示焊条类别,堆焊焊条以字母“d“表示; c.型号中第三字至倒数第三字表示焊条特点,用字母或化学元素符号表示堆焊焊条的型号分类(表1); 表1 型号分类熔敷金属化学组成类型型号分类熔敷金属化学组成类
球墨铸铁缸体的裂纹补焊 球墨铸铁缸体的裂纹补焊
格式:pdf
大小:127KB
页数:2P
4.3
本文简述了球墨铸铁材料的缸体,工作中出现裂纹后用手工电弧焊法修复。由于球墨铸铁的特殊的物理和化学性能,焊接时极易出现各种缺陷,如裂纹、熔合区产生白口及淬硬组织等。结合自己多年的焊接经验和理论知识,总结了一套缸体为球墨铸铁的焊接工艺方法,解决了焊接过程中出现的问题。
汽轮机缸体及耐热铸钢件阀体的冷补焊工艺 汽轮机缸体及耐热铸钢件阀体的冷补焊工艺
格式:pdf
大小:171KB
页数:未知
4.6
通过对耐热铸钢件补焊工艺的研究,研制出了同质焊条。焊接采用第一层敖焊后跟踪氩弧重熔回火,各层之间回火,最后一层氩弧重熔退火的方法。可以有效地解决焊后不产生淬硬组织及较低的残余应力。
 湘潭电厂1号机主汽门阀壳裂纹补焊处理
湘潭电厂1号机主汽门阀壳裂纹补焊处理 湘潭电厂1号机主汽门阀壳裂纹补焊处理
格式:pdf
大小:450KB
页数:3P
4.6
在2002年大修中,湘潭电厂1号机组电侧主汽门阀壳加强筋下发现裂纹。对主汽门阀壳裂纹产生的原因进行了简要分析,并通过对其材质焊接性的详细分析,提出了主汽门阀壳裂纹的补焊工艺
焊条选用
格式:pdf
大小:15KB
页数:7P
4.5
1、焊条选用的原则 焊条的选用须在确保焊接结构安全、可靠使用的前提下,根据被焊材料的化学成分、力 学性能、板厚及接头形式、焊接结构特点、受力状态、结构使用条件对焊缝性能的要求、焊 接施工条件和技术经济效益等综合考查后,有针对性地选用焊条、必要时还需进行焊接性试 验。 (1)同种钢材焊接时焊条选用要点 1)考虑焊缝金属力学性能和化学成分对于普通结构钢,通常要求焊缝金属与母 材等强度,应选用熔敷金属抗拉强度等于或稍高于母材的焊条。对于合金结构 钢,有时还要求合金成分与母材相同或接近。在焊接结构刚性大、接头应力高、 焊缝易产生裂纹的不利情况下,应考虑选用比母材强度低的焊条。当母材中碳、 硫、磷等元素的含量偏高时,焊缝容易产生裂纹,应选用抗裂性能好的碱性低 氢型焊条。 2)考虑焊接构件使用性能和工作条件对承受动载荷和冲击载荷的焊件,除满足 强度要求外,主要应保证焊缝金
Z308焊条补焊汽缸本体裂纹相关
文辑推荐
知识推荐
百科推荐


职位:建筑院总建筑师
擅长专业:土建 安装 装饰 市政 园林


