

X80管线钢焊接接头表面自身纳米化
格式:pdf
大小:1.9MB
页数:5P
人气 :64
 4.5
4.5
采用表面机械研磨(SMAT)技术对X80管线钢的焊接接头进行了表面自身纳米化处理,利用金相显微镜(OM)、透射电子显微镜(TEM)和X射线衍射技术(XRD)研究了表面自身纳米化处理后试样表面微观结构的变化。结果表明:经SMAT处理后,可以在X80管线钢的焊接接头表面形成一定厚度的等轴、取向随机的纳米晶粒;随距处理表面深度的增加,晶粒尺寸逐渐增大;SMAT处理时间的进一步延长对表层晶粒尺寸影响不大;SMAT处理可以实现X80管线钢的焊接接头组织的连续化和均匀化。



 表面纳米化处理对X80管线钢焊接接头的影响
表面纳米化处理对X80管线钢焊接接头的影响 表面纳米化处理对X80管线钢焊接接头的影响
采用表面机械研磨处理(smat)技术对x80管线钢焊接接头进行了表面自身纳米化处理。分析了smat前后x80管线钢焊接接头的疲劳及电化学腐蚀特性。结果表明,对x80管线钢焊接接头进行90min的smat后,可以在x80管线钢焊接接头表层一定深度范围以内获得纳米晶组织,纳米晶尺寸分布为5~15nm;在近似服役条件下的全应力范围内,smat可以显著延长x80管线钢焊接接头的疲劳寿命,其疲劳极限可提高13%;smat可提高x80管线钢焊接接头的电化学腐蚀性能,使其电化学腐蚀倾向和自腐蚀电流密度均有所降低。
X80管线钢埋弧焊焊接接头的组织和腐蚀性能 X80管线钢埋弧焊焊接接头的组织和腐蚀性能
采用h08mnmoa焊丝埋弧焊焊接x80管线钢.利用扫描电镜分析焊接接头微观组织;采用动电位极化和电化学阻抗法研究了x80管线钢其焊接接头在0.5mol/lnahco3+0.02mol/lnacl溶液中的腐蚀行为.结果表明,在0.5mol/lnahco3+0.02mol/lnacl溶液中,由于显微组织上的差异,x80钢母材的耐点蚀性能最好;焊缝在短时间内的耐点蚀性能基本与母材处于同一水平,但长时间浸泡后的耐点蚀性能却比母材要差;热影响区的耐点蚀性能最差,且相对于母材和焊缝的差值较大.
编辑推荐下载
X80管线钢的焊接性 X80管线钢的焊接性
格式:pdf
大小:210KB
页数:3P
4.6
采用管道输送石油或天然气是最经济、最安全的运输方式。随着国民经济的发展,天然气工业越来越受到重视。我国在西气东输国家重点工程建设中,对x70、x80管线钢进行了成功的研制、开发。在西气东输二线工程中,将大规模的采用x80钢进行管线铺设。介绍了西气东输二线工程的几个突出特点。论述了高强度管线钢的发展历程。并且对于管线钢的三个类型进行了分析。重点论述了x80钢的焊接性,分析了焊接裂纹、haz的软化、焊缝与管材的强韧匹配等。并且对于x80钢的试验、研究、以及焊接等应用情况做了介绍。
表面机械研磨处理对X80管线钢焊接接头组织与性能的影响 表面机械研磨处理对X80管线钢焊接接头组织与性能的影响
格式:pdf
大小:749KB
页数:4P
4.7
采用表面机械研磨处理(smat)技术对x80管线钢焊接接头进行了30,60及90min表面纳米化处理,分别采用光学显微镜、x射线衍射仪、表面粗糙度仪及显微硬度计等研究了smat不同时间后x80管线钢焊接接头的显微组织、晶粒尺寸、表面粗糙度及显微硬度的变化。结果表明:smat不同时间后均可在x80管线钢焊接接头表面获得一定厚度的塑性变形层,且随着smat时间的延长,塑性变形层厚度逐渐增加,实现了焊接接头的表面纳米化(组织均匀化);smat可以显著提高焊接接头表面的显微硬度,使显微硬度沿深度呈梯度分布;smat还可改善焊接接头表面粗糙度,随smat时间的延长表面粗糙度逐渐减小。
X80管线钢焊接接头表面自身纳米化热门文档
X70管线钢焊接接头断裂韧度试验 X70管线钢焊接接头断裂韧度试验
格式:pdf
大小:354KB
页数:5P
4.7
采用裂纹尖端张开位移(ctod)测试技术和金相显微组织分析,设计2种三点弯曲试样,测试了x70管线钢埋弧焊焊接接头低温-10℃的断裂韧性,比较接头焊缝、热影响不同区域金属断裂韧性,分析组织结构对力学性能的影响。结果显示,焊缝中心金属性能均匀,裂纹尖端张开位移平均值为0.346mm,断裂韧性小于热影响区稳定裂纹扩展的ctod值。热影响区组织不均匀,包括稳定裂纹扩展和中途失稳断裂,出现不同特征的ctod值。热影响细晶区组织为细小的多边形铁素体和珠光体,在-10℃环境下仍有良好的低温韧性。热影响粗晶区组织主要是板条状贝氏体和粒状贝氏体,而且晶粒尺寸粗大,该区域在-10℃时容易失稳断裂,呈现低温脆性。
Nb-Cr X80管线钢管焊接接头可靠性分析 Nb-Cr X80管线钢管焊接接头可靠性分析
格式:pdf
大小:380KB
页数:5P
4.8
在力学性能测试的基础上,应用英国标准协会bs7910—2005标准对两种不同焊接工艺下的nb-crx80管线钢焊接接头含裂纹型缺陷的失效评定进行了研究。结果表明,同一焊缝二级评定中,由于2b级评定相对于2a级采用了真应力-真应变数据,因而更能反映所评定材料的抗断裂性能。对于相同尺寸的表面裂纹和埋藏裂纹,表面裂纹的危险性要大于埋藏裂纹;对于埋藏裂纹,其在焊接接头中的位置影响评定结果,距离表面越近,其危险性越大。当环焊缝接头存在尺寸为3.2mm×1mm的裂纹时,各评定点均在评定曲线可接受范围内,表明焊接接头的结构是安全的。

Nb-Cr X80管线钢管焊接接头断裂韧性的研究
格式:pdf
大小:785KB
页数:5P
4.4
对低温环境下nb-crx80管线钢管及其焊接接头的断裂韧性进行了深入研究。研究发现,nb-crx80管线钢母材的抗开裂性能要优于热影响区,纵焊缝介于二者之间。对于kobelb52uφ3.2mm低氢焊条上向根焊+hobartx80φ2.0mm自保护药芯焊丝半自动下向填充盖面焊环焊接头,焊缝nq方向的抗开裂能力优于np方向,但热影响区的性能却是np方向优于nq方向;而对于kobelb52uφ3.2mm低氢焊条上向根焊+金桥jc-30φ2.0mm自保护药芯焊丝半自动下向填充盖面焊环焊接头,焊缝及haz试样,nq方向ctod平均值要高于np方向,说明nq方向抗开裂能力更好。
X80管线钢焊接接头拉伸断裂行为与断口形貌分析 X80管线钢焊接接头拉伸断裂行为与断口形貌分析
格式:pdf
大小:298KB
页数:6P
4.4
通过拉伸试验分析了x80管线钢母材及其焊接接头拉伸性能,采用扫描电镜及其能谱分析仪观察了上述材料的断口形貌与化学成分,并对其断裂行为进行了研究.结果表明:母材延伸率和断面收缩率大于焊接接头,母材为韧性断口,而焊接接头为出现分层现象的韧断+脆断断口;母材纤维区面积及韧窝尺寸均大于焊接接头,母材放射区形貌为韧窝结构,而焊接接头为解理形貌,母材与焊接接头的剪切唇区均为解理形貌;焊接接头中夹杂物以硫化物和氧化物为主,是焊接接头力学性能降低的重要因素.
低匹配条件下X80管线钢焊接接头的变形能力研究 低匹配条件下X80管线钢焊接接头的变形能力研究
格式:pdf
大小:135KB
页数:3P
4.7
采用有限元法对低匹配条件下x80钢级管线钢焊接接头的变形能力进行了研究。结果表明,随着平均应变的增大,变形逐渐向焊缝区集中,且焊缝强度越低造成的应变集中越严重,焊接接头的变形能力越低。5%、10%低匹配的焊接接头的变形能力分别为0.7%、1.5%。
X80管线钢焊接接头表面自身纳米化精华文档
X80管线钢的焊接性分析 X80管线钢的焊接性分析
格式:pdf
大小:560KB
页数:3P
4.7
对国产x80管线钢进行了手工焊焊接性能实验,并对其焊接接头的强度、低温韧性和冷弯性能进行了检验,结果表明,该管线钢焊接性能良好。
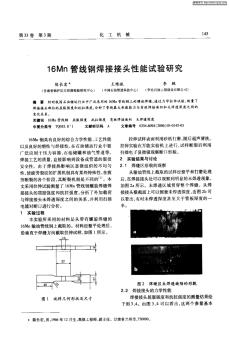
200616Mn管线钢焊接接头性能试验研究
格式:pdf
大小:1.0MB
页数:3P
4.7
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
X80钢管焊接接头断裂韧性试验分析 X80钢管焊接接头断裂韧性试验分析
格式:pdf
大小:273KB
页数:5P
4.8
通过对进口钻井隔水管x80钢管进行理化性能分析,了解了国外钻井隔水管材料的性能水平,为隔水管国产化工作的开展提供了一些参考数据;通过对x80管线钢焊接接头的ctod试验研究,发现焊接接头的断裂韧性在热影响区相对较弱;通过对比分析焊接接头的夏比冲击功和ctod试验结果,表明ctod试验对材料的断裂韧性评价是可靠的。
X80级管线钢焊条电弧焊焊接工艺 X80级管线钢焊条电弧焊焊接工艺
格式:pdf
大小:60KB
页数:2P
4.5
通过对x80级管线钢管材及焊材化学成分、力学性能的阐述,进一步剖析焊条电弧焊从根焊、热焊、填充焊到盖面焊的焊接工艺参数,为今后国内大口径x80级管线钢焊条电弧焊焊接施工提供了详实的数据。
X80管线钢环焊缝的焊接工艺研究 X80管线钢环焊缝的焊接工艺研究
格式:pdf
大小:370KB
页数:4P
4.5
以目前在我国管道建设中使用的最高钢级x80管线钢为研究对象,采用焊接工艺试验、力学性能测试及显微分析技术研究了co2气体保护焊工艺下x80管线钢焊接接头的性能和热影响区的组织变化规律。结果表明:采用设计的工艺参数对x80管线钢进行焊接,x80管线钢母材及其焊接接头的显微组织均为针状铁素体和晶内针状铁素体,可以得到合格的焊接接头,能够满足管道建设工程的需要。
X80管线钢焊接接头表面自身纳米化最新文档
X100管线钢管埋弧焊焊接接头性能分析 X100管线钢管埋弧焊焊接接头性能分析
格式:pdf
大小:369KB
页数:4P
4.7
对x100管线钢管直缝双面埋弧焊接头进行了微观组织、显微硬度、拉伸及冲击试验。试验结果表明:x100管线钢双面埋弧焊焊缝金属的显微硬度高于母材,热影响区的显微硬度低于母材,焊接接头存在haz软化问题;横向焊接接头的抗拉强度满足iso3183—2007的要求,抗拉强度值高于母材纵向,但低于母材横向;埋弧焊焊缝金属的韧性良好,韧脆转变温度为-53℃;焊接热影响区的韧性较差,韧脆转变温度约为7℃。

论X80管线钢半自动焊及低温焊接施工工艺
格式:pdf
大小:2.2MB
页数:3P
4.5
为减少用钢的数量,提高管道承压的强度,长输管道正向大口径、高压力、高纲级输送方向发展,我国长输管道用钢已逐渐由x52-x70向强度级别更高的x80发展。在长输管道建设中,质量对管道长期安全运行和使用寿命至关重要,而焊接技术是其中最关键的技术。目前国内外针对x80管线钢所采用的主要焊接方法有纤维素型焊条或低氢型焊条向下焊、以及半自动焊和全自动气保焊和自保护药芯焊丝自动焊。大管径管道半自动焊接是目前比较先进的管道焊接工艺,焊口返修率可降低到2%以下。
X80管线钢STT+药芯自保护焊接工艺研究 X80管线钢STT+药芯自保护焊接工艺研究
格式:pdf
大小:303KB
页数:3P
4.4
介绍了stt气保护半自动根焊、自保护药芯焊丝半自动焊填充盖面工艺的特点,以及对x80管线钢焊接适应性的研究。在选定焊接方法、焊接材料和工艺参数条件后,进行了x80管线钢试件焊接和接头性能试验。结果表明,所选的焊接方法、焊接材料和工艺参数可用于这种材料管道的现场焊接。
X80高强管线钢焊接质量控制 X80高强管线钢焊接质量控制
格式:pdf
大小:211KB
页数:2P
4.5
在西气东输二线工程中首次使用x80高强管线钢,本文对x80高强管线钢的性能和焊接方法、焊接质量控制进行介绍。
1x80管线钢的焊接工艺研究
格式:pdf
大小:912KB
页数:27P
4.7
学号1010131057_ 毕业论文(设计) 课题x80管线钢的焊接工艺研究 学生姓名吴银义 院别机械工程学院 专业班级10金属材料工程(1)班 指导教师杨付双 二〇一四年六月 目录 插图清单 表格清单 摘要 abstract 第1章国内外油气管道的发展展望....................................................................................-1- 1.1国内外油气管道的发展......................................................................................................-1- 1.2国外油气管道的焊接技术状况.................
 X60管线钢在-20℃低温焊接的接头组织性能
X60管线钢在-20℃低温焊接的接头组织性能 X60管线钢在-20℃低温焊接的接头组织性能
格式:pdf
大小:1.4MB
页数:6P
4.7
结合x60管线钢在-20℃低温条件下的焊接施工实际情况进行了试验、测定及分析,研究了711mm×15.9mm管道环焊接头的力学性能、接头的金相组织、硬度、冲击吸收功以及冲击断口形貌等.结果表明,在-20℃低温条件下,焊接完成的x60管线钢环焊接头力学性能测试;其haz的最大硬度值为210hv10,符合相关技术标准.该工艺方案经过国内北部地区长输管道的工程使用,质量合格;经过金相显微组织分析,在x60钢-20℃条件下焊接的接头中,未发现淬硬组织;对冲击试件断口形貌的扫描电镜分析表明,该环焊接头的韧性满足相关技术标准的要求.
喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响 喷丸处理对X70管线钢埋弧自动焊接接头拉伸性能的影响
格式:pdf
大小:385KB
页数:5P
4.5
利用机械喷丸技术对x70管线钢焊接接头进行了表面强化处理,对x70管线钢基材、原始状态焊接接头和喷丸处理后焊接接头试样的拉伸力学性能进行了分析,用扫描电镜观察了其断口形貌,对其断裂机理进行了探讨。试验结果表明,x70管线钢基材具有连续屈服特征,无明显的屈服平台,延伸率达到38%,拉伸断口出现明显的分层开裂现象;x70管线钢经过焊接后,原始状态焊接接头屈服强度、抗拉强度、断后收缩率明显小于基材;经喷丸处理后,x70管线钢焊接接头抗拉强度、屈服强度和延伸率有了明显的提高。喷丸处理使得焊接接头表面发生塑性变形,表面裂纹和孔洞减少,是提高x70管线钢焊接接头的抗拉强度的主要因素。

X80管线钢焊接接头表面自身纳米化相关
文辑推荐
知识推荐
百科推荐


职位:钢筋施工员
擅长专业:土建 安装 装饰 市政 园林


