

X65海底管道水下摩擦螺柱焊工艺研究及焊接工装设计
格式:pdf
大小:6KB
页数:2P
人气 :77
 4.4
4.4
X65海底管道水下摩擦螺柱焊工艺研究及焊接工装设计 海底管道通常采用加装牺牲阳极的方式进行防腐保护 ,而牺牲阳 极在海洋环境中容易耗损或者丢失。 我国水下安装牺牲阳极的传统方 法为管夹安装 ,但其连接可靠性低。摩擦螺柱焊可高效率实现螺柱在 构件上的焊接 ,并且作为一种固相焊接方法对水深不敏感 ,用于海底 管道牺牲阳极更换时具有突出的技术优越性。 目前国内大量水下阳极 安装工程被国外公司利用摩擦螺柱焊技术垄断 ,其安装成本高、周期 长。为打破国外技术垄断 ,本文对 X65海底管道进行水下摩擦螺柱焊 工艺研究 ,并设计制造了一套焊接工装用于水下阳极的安装。本文主 要研究内容如下 :(1) 水下摩擦螺柱焊可焊性试验研究在常规水环境 下进行摩擦螺柱焊可焊性试验 ,得到焊接可顺利进行的工艺参数区间 , 对焊接接头进行形貌分析。 结果表明 :螺柱与管道结合良好 ,且结合区 域未发现宏观缺陷。对焊接接头




焊接工装设计说明书
delegates,staff:hello!intherun-uptothespringfestival,weheldonesessionoffourstaffrepresentativesconference2013-workshop,fullbackin2012,carefulanalysisofthecurrentsituation,discuss2013developmentplans.here,onbehalfofmycompany2013workreportstothegeneralassembly,forconsideration.pillari,2012backin2012,xxpowercompaniesadhereto
 三棱钻杆焊接工装设计
三棱钻杆焊接工装设计 三棱钻杆焊接工装设计
三棱钻杆在松软突出煤层中应用广泛,但在使用过程中发现,公母接头同轴度超差,钻杆在连接处弯曲,导致钻杆与导向套铜套摩擦且在薄弱处易发生断裂.为解决这一问题,设计了焊接工装,简要叙述了该工装主要零件的设计.实践证明,使用该工装可有效地解决三棱钻杆同轴度超差的问题,钻杆质量得到进一步的提升.
编辑推荐下载
挖掘机挖斗支耳板焊接工装设计 挖掘机挖斗支耳板焊接工装设计
格式:pdf
大小:175KB
页数:3P
4.6
通过对挖斗支耳板结构、焊接工艺及定位要求分析,设计了支耳板焊接专用工装。本套工装安装和拆卸焊接件简便,保证了焊接精度,提高了焊接质量和效率,方便了焊接作业。
摩托车车架焊接工装设计
格式:pdf
大小:6KB
页数:2P
4.7
摩托车车架焊接工装设计 摩托车车架焊接工装设计浅论 作为摩托车的主要部件,车架的品质对摩托车整车性能产生重大影响。而车架焊接工装的设计,不仅直接影 响到车架的制造精度,也是决定车架焊接生产效率的关键因素之一。 焊接工艺方案的制定 准备工作 明确设计任务,研究产品资料,对现有生产要素调研。 一般应具备下列资料。车架生产纲领。 车架产品图纸、相关零部件配装图(表)。 了解现有生产条件:包括生产线产能及设备状态。 工艺方案的制定 在保证焊接质量、焊接工艺性、工序平衡和焊接生产效率的前提下,完成以下项目内容: 以生产纲领为基础确定生产节拍。 根据车架零部件的装配顺序、焊缝类型及位置尺寸、生产节拍等综合因素来决定车架的生产组织形式及工艺 流程,确定各个零部件的焊接工序,工装数量及生产线布局。完成工程品质表及作业指导书的编制。 模拟工人及工装设备作业状态,完成焊接工装设想图。 焊接工装设计 正确地设计
X65海底管道水下摩擦螺柱焊工艺及焊接工装设计热门文档
掘进机回转台焊接工装设计 掘进机回转台焊接工装设计
格式:pdf
大小:407KB
页数:未知
4.4
回转台是掘进机的一个重要组成部件,其生产制造质量好坏决定着整机的使用性能。文章针对掘进机回转台制造过程中暴露出的一些问题,设计一种回转台焊接工装,该工装可使生产制造回转台时,焊接零件定位更准、尺寸精度更高,减少机械加工量,提高生产效率,降低生产成本。

 Inconel625/X65复合管焊接工艺及接头性能研究
Inconel625/X65复合管焊接工艺及接头性能研究 Inconel625/X65复合管焊接工艺及接头性能研究
格式:pdf
大小:562KB
页数:5P
4.3
对双金属复合管进行了gtaw(tiptig)对接焊试验,并对接头进行了拉伸、弯曲、冲击、硬度测试以及无损探伤,利用光学显微镜、化学分析方法对接头金相组织和主要合金元素进行了分析。结果表明,焊接接头无缺陷,力学性能优良,焊缝区为晶粒非常细小的柱状树枝状奥氏体组织,主要合金元素含量均匀稳定,耐蚀性能良好。
焊接工装夹具应用
格式:pdf
大小:21KB
页数:14P
4.7
焊接工装夹具及其在生产中的运用 焊接工装夹具就是将焊件准确定位和可靠夹紧,便于焊件进行装配和焊接、保证焊 件结构精度方面要求的工艺装备。在现代焊接生产中积极推广和使用与产品结构相适应的工 装夹具,对提高产品质量,减轻工人的劳动强度,加速焊接生产实现机械化、自动化进程等 方面起着非常重要的作用。 在焊接生产过程中,焊接所需要的工时较少,而约占全部加工工时的2/3以上的时 间是用于备料、装配及其他辅助的工作,极大的影响着焊接的生产速度。为此,必须大力推 广使用机械化和自动化程度较高的装配焊接工艺装备。 焊接工装夹具的主要作用有以下几个方面: (1)准确、可靠的定位和夹紧,可以减轻甚至取消下料和划线工作。减小制品的尺寸 偏差,提高了零件的精度和可换性。 (2)有效的防止和减轻了焊接变形。 (3)使工件处于最佳的施焊部位,焊缝的成型性良好,工艺缺陷明显降低,焊接速度 得以提高。 (4)
X65海底管道水下摩擦螺柱焊工艺及焊接工装设计精华文档
 X65级薄壁直缝埋弧焊管焊接工艺试验研究
X65级薄壁直缝埋弧焊管焊接工艺试验研究 X65级薄壁直缝埋弧焊管焊接工艺试验研究
格式:pdf
大小:382KB
页数:4P
4.4
针对x65级9.5mm薄壁jcoe钢管进行了内外焊三丝和双丝两种不同焊接工艺参数的试验研究,并对两种方案的焊接接头性能进行对比分析。结果表明,两种方案均能满足技术条件要求,内外焊双丝焊接工艺生产的钢管各项指标更优。选择该方案在工厂进行了批量生产,其焊缝拉伸性能均达到标准要求,且断裂位置均位于母材;母材、焊缝及热影响区的硬度均低于较低技术条件最大允许硬度265hv10的要求;焊缝组织为针状铁素体,焊接接头具有良好的韧性。
X65管线钢焊缝返修的焊接工艺 X65管线钢焊缝返修的焊接工艺
格式:pdf
大小:140KB
页数:2P
4.6
本文依据工艺管道的施工特点,分析研究了油气处理终端段塞流捕集器设备制作所采用的x65管线钢的焊缝返修的焊接工艺。根据jb/t4730-2005《承压设备无损检测》的有关规定和业主的相关要求,结合现场施工的实际情况,项目组对段塞流捕集器不合格焊缝进行了返修。通过施工实践证明,射线探伤和管口外观检查合格,各项性能指标均能满足相关要求,取得了良好的实施效果。
 拆卸双头螺柱工装设计
拆卸双头螺柱工装设计 拆卸双头螺柱工装设计
格式:pdf
大小:78KB
页数:1P
4.4
我公司是生产多缸内燃机的专业厂家,生产过程中经常会遇到双头螺柱的拆卸问题,如喷油器压板螺柱、喷油泵螺柱等处。以往人工拆卸双头螺栓常常利用两个背紧螺母和扳手借助螺纹副摩擦力来实现,但其效率低、耗力耗时,有些双头螺柱还会因锈蚀等原因无法拆卸,不得不采用野蛮手段拆卸,这样做会有很多连带损
X65海底管道水下摩擦螺柱焊工艺及焊接工装设计最新文档
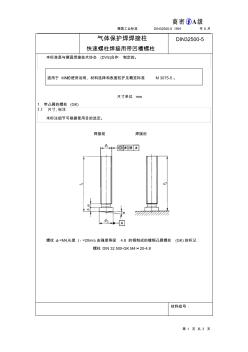
DIN32500-5气体保护焊焊接柱快速螺柱焊接用带凹槽螺柱
格式:pdf
大小:107KB
页数:3P
4.6
德国工业标准din32500-51991年6月 第1页共3页 气体保护焊焊接柱 快速螺柱焊接用带凹槽螺柱 din32500-5 本标准是与德国焊接技术协会(dvs)合作制定的。 适用于mn的使用说明、材料选择和表面防护见概览标准m3075-5。 尺寸单位mm 1带凸肩的螺柱(gk) 1.1尺寸,标注 未标注细节可根据使用目的选定。 焊接前焊接后 螺纹d1=m4,长度l1=20mm,由强度等级4.8的钢制成的镀铜凸肩螺柱(gk)的标记: 螺柱din32500-gkm4×20-4.8 材料组号: 德国工业标准din32500-51991年
X65/316L复合管的焊接工艺及焊接质量控制 X65/316L复合管的焊接工艺及焊接质量控制
格式:pdf
大小:140KB
页数:未知
4.7
大涝坝凝析气田循环注气工程是中石化首家注气开发工程,大涝坝2号构造的dlk3,dlk9,dlk12为高压注气井,注气管线设计压力为52mpa;注气气源是大涝坝气田和雅克拉气田生产的天然气,气体中含co2和h2s,其中φ(co2)2.03%~3.28%,φ(h2s)5.12%~11.98%,腐蚀性强,注气管线采用耐腐蚀的x65/316l双金属复合管。从复合管基管材料、内衬层材料及其焊接性能出发,介绍x65/316l双金属复合管焊接工艺及质量控制等关键环节,使大涝坝循环注气管线性能满足设计要求,确保注气管线后期正常运行。
机车工字型中梁组焊工装设计及焊接变形控制 机车工字型中梁组焊工装设计及焊接变形控制
格式:pdf
大小:278KB
页数:4P
4.8
新西兰机车中梁为工字型梁,总长16400mm.对于中梁钢结构的组对和焊接,其难点在于上下盖板厚度不一,上盖板为20mm,下盖板为40mm,上下盖板焊后容易产生角变形,纵向焊后容易产生下挠度.通过对中梁焊接工艺和工装设计研究,采用工艺放量,反变形,设计和研究中梁组对工装、夹紧装置和焊接翻转工装,机械火焰矫正等方法,控制焊接变形,保证中梁尺寸精度和焊接质量.中梁组对胎的设计包括挡板、隔板、支撑板、筋板、垫板、槽钢,夹紧装置包括中梁丝杠和丝套.通过生产验证,该组焊工装安全可靠,可完成中梁钢结构主要结构部件的组对与焊接,满足设计图纸中的各项技术要求.
三维柔性组合焊接工装结构及使用特点 三维柔性组合焊接工装结构及使用特点
格式:pdf
大小:181KB
页数:未知
4.4
目前,山推开发新产品的速度很快,传统的专用焊接工装已不能适应新产品焊接工艺要求,为此我们研制了三维柔性组合焊接工装。该工装适用于焊接批量小、精度高的结构件,既可满足产品质量要求,又可缩短产品试制周期,还可减少资金投入。1.工装结构三维柔性组合焊接工装主要由三维平台、定位装置、夹紧装置等3部分组成。(1)三维平台

焊接工装夹具设计说明
格式:pdf
大小:86KB
页数:8P
4.6
delegates,staff:hello!intherun-uptothespringfestival,weheldonesessionoffourstaffrepresentativesconference2013-workshop,fullbackin2012,carefulanalysisofthecurrentsituation,discuss2013developmentplans.here,onbehalfofmycompany2013workreportstothegeneralassembly,forconsideration.pillari,2012backin2012,xxpowercompaniesadhereto
半自动焊接工装在翼箱焊接中的应用 半自动焊接工装在翼箱焊接中的应用
格式:pdf
大小:250KB
页数:未知
4.4
为提高装载机前车架翼箱部件的焊接效率和品质,根据翼箱的结构特点,自行设计了翼箱背缝和圆搭半自动焊接工装。此工装结构简单,造价较低,使用方便,且可靠性好,可供诸多结构件半自动焊接工装做设计的借鉴参考。
挖掘机铲斗组焊工装设计 挖掘机铲斗组焊工装设计
格式:pdf
大小:220KB
页数:3P
4.4
针对挖掘机铲斗组焊工装设计从定位到夹紧作了较全面的阐述,提出了一个切实可行的方案。同时引入了适合工装设计的工具软件solidworks,对于提高工效、缩短工装设计过程和保证设计可靠性有着重要的作用。
柔性三维组合焊接工装发展应用 柔性三维组合焊接工装发展应用
格式:pdf
大小:91KB
页数:1P
4.3
三维柔性组合焊接工装夹具可通过三维空间任意组合,任意定位.产品具有经济性;柔性化;精确性;重复性;模块化;耐用性的特点。经过几十年的发展,该系统已经成为钢结构、基础件以及一切焊接件加工中不可或缺的工具,用于定位和夹紧。
撑块在焊接工装中的应用 撑块在焊接工装中的应用
格式:pdf
大小:46KB
页数:2P
4.7
在薄壁零件的焊接过程中,常常会因为焊接应力而产生变形,从而影响零件的质量,而焊后的残余应力也影响产品的性能。因此,减少焊后变形与残余应力不容忽视,而撑块结构在一定程度上消除残余应力与焊后变形。主要论述撑块在焊接工装中的应用。
PLC在钉头管埋弧螺柱焊中的应用 PLC在钉头管埋弧螺柱焊中的应用
格式:pdf
大小:304KB
页数:5P
4.6
为了对钉头管焊接过程进行精确控制,将plc应用于钉头管埋弧螺柱焊焊接控制。介绍了钉头管埋弧螺柱焊焊接控制系统的组成及控制要求,选用了艾默生ec10-2416bta型可编程控制器,采用艾默生编程软件controlstart编制控制程序,实现了钉头管埋弧螺柱焊的自动化焊接。该系统高效节能,并克服了手工焊劳动强度大、接头质量差、焊接效率低等缺点,具有故障诊断和报警功能,并作出相应的处理,保证稳定焊接质量。
X65海底管道水下摩擦螺柱焊工艺及焊接工装设计相关
文辑推荐
知识推荐
百科推荐


职位:现场给排水工程师
擅长专业:土建 安装 装饰 市政 园林


