




1.WPS焊接工艺规程
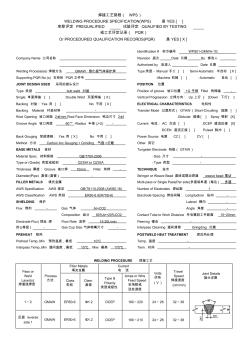
焊接工艺规程(wps) weldingprocedurespecification(wps)是yes[] 免除评定prequalified试验评定qualifiedbytesting 或工艺评定记录(pqr) orproceduredqualificationrecords(pqr)是yes[x] identification#标示编号wps01-gmwa-1g companyname公司名称revision版次date日期by修改人 authorizedby批准人date日期 weldingprocess(es)焊接方法gmaw熔化极气体保护焊type类型-manual手工[]semi-automatic半自动[x] supportingpqrno.(s)支持的pqr文件号
35CrMo焊接工艺规程-WPS
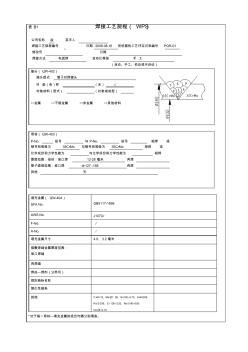
表b1焊接工艺规程(wps) 公司名称盐签字人 焊接工艺规程编号日期2008.08.16所依据的工艺评定记录编号pqr-01 修改号日期 焊接方法电弧焊自动化等级手工 (自动、手工、机动或半自动) 接头(qw-402) 接头型式管子对焊接头 衬垫(有)样(无)√ 衬垫材料(型式)(衬垫或成型) □金属□不熔金属□非金属□其他材料 母材(qw-403) p-no.组号与p-no.组号相焊或 钢号和等级为35crmo与钢号和等级为35crmo相焊或 化学成份和力学性能为与化学成份和力学性能为相焊 厚度范围:母材:坡口焊12-28毫米角焊 管子直径范围:坡口焊φ127-168角焊 其他无 填充金属(qw-404) sfano.gb5117-1
编辑推荐下载
1.6焊接工艺规程WPS
格式:pdf
大小:8KB
页数:3P
 4.8
4.8
焊接工艺规程wps 一、概述 所谓焊接工艺评定,是针对特定的钢材、结构、选用的 焊接材料、焊接工艺方法、焊后热处理等措施;在与实际工 程焊接施工一致的条件下,按照规定的步骤,进行试验性的 焊接;焊接后按照规定的的程序,检验检测手段进行检测试 验验证;根据规定的标准进行评判;试验测试结束后,编制 完整的焊接试验报告,对整套焊接工艺方案作出最终的评定、 认可。进而,根据焊接工艺评定试验的结果,编制焊接工 艺规程,指导焊接生产。 根据钢材和焊接材料,编制焊接工艺评定计划; 制定工艺规程方案;(pwps) 焊接工艺评定试验(wpqt) 试板检验(ndt,vt) 试板试样检测(dt) 焊接工艺评定报告(wpqr) 焊接工艺规程(wps) 焊工考试取证 焊接生产实施 通常承包商接了一钢结构项目后,均应进行焊接工艺评 定,以验证所用的焊接方法、焊接材料、母材以及各种在一 定范围内的焊
WPS_焊接工艺规程
格式:pdf
大小:33KB
页数:1P
4.8
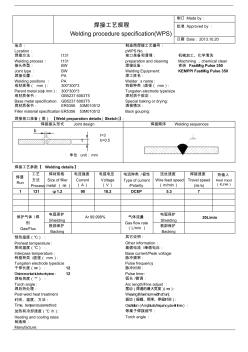
焊接工艺规程 weldingprocedurespecification(wps) 制订madeby: 批准approvedby: 日期date:2013.10.20 地点:制造商焊接工艺编号: location:pwpsno.: 焊接方法:t131坡口准备和清理:机械加工、化学清洗 weldingprocess:t131preparationandcleaning:machining,chemicalclean 接头类型:bw焊接设备:肯倍fastmigpulse350 jointtype:bwweldingequipment:kemppifastmigpulse350 焊接位置:pa焊工姓名: weldingpositions:pawelder , sname: 母材规格(mm):300*
WPS焊接工艺规程热门文档

8-7焊接工艺规程(WPS)
格式:pdf
大小:37KB
页数:2P
4.7
焊接工艺规程 weldingprocedurespecification(wps) qcmanualformno.8-7rev.0page1of2 公司/companywps编号/wps№:rev.版本: pqr编号/pqr№ 接头joints(qw-402) 设计/design:衬垫/backing: 焊接方法/weldingprocess(qw-401)衬垫材料/backingmaterial: 类型/type接头详图/jointdetails 类型/type 类型/type 母材/basemetal:(qw-403) pno.

通用焊接工艺规程..
格式:pdf
大小:426KB
页数:13P
4.7
1 通用焊接工艺规程 2006-05-25发布2006-06-01日实施 2 1碳素钢、合金钢及不锈钢的焊接 1.1焊前准备 1.1.1焊缝的坡口形式和尺寸应符合设计文件的规定,当无规定时,符合本规范附录 a.0.1的规定. 1.1.2焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法, 在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的 表面层,并应将凹凸不平处打磨平整。 1.1.3焊件组焊前应将坡口及其两侧表面不小于30mm范围内的油、漆、垢、锈、 毛刺及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺 陷。油污清理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷 清理至露出金属光泽,使用的钢丝刷应定期进行脱脂处理。 1.1.4管子或管

焊接工艺规程
格式:pdf
大小:253KB
页数:15P
4.3
1 目录 1.焊接的依据及标准................................................................................2 2.焊接用钢材............................................................................................2 3.焊接材料................................................................................................2 4.焊材储存和使用要求............................................................................2
焊接工艺规程完整
格式:pdf
大小:199KB
页数:13P
4.6
.... .word资料可编辑. 山东电建一公司金属结构厂 焊接工艺过程卡 规程编号:h01 产品编号:lx02-01项目:压力容器 制造编号:1用户: .... .word资料可编辑. 编制人:图纸编号:13-0182 审核人:名称:汽供热联箱 .... .word资料可编辑. 焊接工艺 过程卡 焊接材料汇总表 母材 焊条电弧焊(d)埋弧焊(m)气体保护焊 焊条/规格 烘干温 度/时间 焊丝/规格焊剂 烘干温 度/时间 焊丝/规格 保护 气体 纯度 116mnre5015350h10mnsihj431300h10mnsiar99.99 216mnr/20e4315350h10mnsiar99.99 316mnr/q235 a

通用焊接工艺规程
格式:pdf
大小:429KB
页数:13P
4.4
1 通用焊接工艺规程 2006-05-25发布2006-06-01日实施 2 1碳素钢、合金钢及不锈钢的焊接 1.1焊前准备 1.1.1焊缝的坡口形式和尺寸应符合设计文件的规定,当无规定时,符合本规范附录 a.0.1的规定. 1.1.2焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法, 在采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表 面层,并应将凹凸不平处打磨平整。 1.1.3焊件组焊前应将坡口及其两侧表面不小于30mm范围内的油、漆、垢、锈、 毛刺及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。 油污清理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至 露出金属光泽,使用的钢丝刷应定期进行脱脂处理。 1.1.4
WPS焊接工艺规程精华文档
预焊接工艺规程
格式:pdf
大小:88KB
页数:7P
4.7
预焊接工艺规程(pwps) dlgc-01 评定项目:管状对接 试件规格:φ219×6mm 母材材质:20# 焊接方法:焊条电弧焊 焊接位置:水平固定 焊条型号:e4315 焊接工艺评定报告(pqr) dlgc-01 西安德凌工程科技有限责任公司 2018年01月 表f.1预焊接工艺规程(pwps)德凌 焊接工艺评定工程 单位名称:西安德凌工程科技有限责任公司 预焊接工艺规程编号:dlgc-01日期:2018年1月9日所依据焊接评定工艺评定报告编号:dlgc-01 焊接方法:焊丝氩弧焊焊条电弧焊机动化程度(手动、机动、自动)手动 焊接接头:对接简图:(接头形式、坡口形式、焊层、焊道布置及顺序) 坡口形式; 衬垫(材料及规格):单面焊背面自由成型 其他:打底焊道的厚度尽可能不要小于3mm 母材: 类别号:

通用焊接工艺规程 (2)
格式:pdf
大小:34KB
页数:15P
4.3
通用焊接工艺规程 一.目的 规定焊接过程中一般性工艺要求,可单独指导生产。对 于重要产品与焊接工艺卡配合共同指导生产,以保证焊 接质量、提高工作效率、降低成本。 二.使用范围 本守则适用于单位焊接实施过程中有关手工电弧焊、手 工钨极氩弧焊、埋弧自动焊、二氧化碳气体保护焊和半 自动化的焊接。 三.引用标准 gb/t13149-91钛及钛合金复合钢板焊接技术条件 gb985-1988气焊、手工电弧焊及气体保护焊焊缝坡口的形式 及尺寸 gb986-1988埋弧自动焊焊缝坡口的基本形式与尺寸 gb/t5117-1995碳钢焊条 gb/t5118-1995低合金焊条 gb983-1995不锈钢焊条 gb/t14957-1994熔化焊用钢丝 gb/t14958-1994气体保护焊用钢丝 gb/t5293-1999埋弧焊用碳钢焊丝和焊剂 yb/t5091-1993惰性气体保

通用焊接工艺规程 (3)
格式:pdf
大小:177KB
页数:11P
4.7
通用焊接工艺规程 2006-05-25发布2006-06-01日实施 1碳素钢、合金钢及不锈钢的焊接 1.1焊前准备 1.1.1 1.1.2焊件的坡口加工宜采用机械方法,也可采用等离子弧、氧乙炔焰等热加工方法,在 采用热加工方法加工坡口后,必须除去坡口表面的氧化皮、熔渣及影响接头质量的表面层, 并应将凹凸不平处打磨平整。 1.1.3焊件组焊前应将坡口及其两侧表面不小于30mm范围内的油、漆、垢、锈、毛刺 及镀锌层等清除干净,不得有裂纹、夹层、加工损伤、毛刺及火焰切割熔渣等缺陷。油污清 理方法如下,首先用丙酮或四氯化碳等有机溶剂擦洗,然后用不锈钢丝刷清理至露出金属光 泽,使用的钢丝刷应定期进行脱脂处理。 1.1.4管子或管件、筒体对接焊缝组对时,内壁应齐平,内壁错边量不宜超过管壁厚度的 10%,且不应大于2mm; 1.

通用焊接工艺规程
格式:pdf
大小:51KB
页数:8P
4.5
焊接通用工艺规程 1焊条电弧焊工艺规程 1.1总则 1.1.1本规程适用于低碳钢、低合金钢、耐热钢及奥氏体不锈钢的焊条电弧焊通用工艺原 则规定。产品的焊接应按专用焊接工艺卡要求进行。 1.1.2当设计或专用技术条件另有规定时,在工艺卡中予以补充。 1.1.3本规程与图样或工艺文件有矛盾时,应由焊接工艺人员进行处理。 1.1.4关于安全技术、劳动保护等按公司有关规定执行。 1.2焊工 1.2.1焊工必须经过焊条电弧焊基本理论知识、基本操作技能的专业培训,并经考试合格 后方可独立施焊。 1.2.2压力容器和各种压力管道部件制造、安装、维修必须由按照《锅炉压力容器压力管 道焊工考试与管理规则》要求取得相应合格项目的焊工担任。 1.2.3担任压力容器焊接的焊工,在焊接前应仔细阅读工艺文件,了解容器的使用条件, 明确对该焊缝的要求,以及焊前预热温度和焊后热处理方法等规定,并考虑好
WPS焊接工艺规程最新文档

手工电弧焊焊接工艺规程
格式:pdf
大小:10KB
页数:5P
4.8
手工电弧焊焊接工艺规范 电弧焊,焊接工艺,手工,规范 手工电弧焊焊接工艺规范 1范围 本规范规定了船体手工电弧焊焊接前准备、人员、工艺要求和过程及检验。 本规范适用于采用低碳钢、低合金钢制造的船体构件的焊接。对特殊钢材,结构刚性较大 以及有特殊要求时,均应另行制定专门焊接工艺规程。 2规范性引用文件 g16-sws004焊接材料保管要求 q/sws42-010-2003焊缝返修通用工艺规范 3焊接前准备 3.1焊接材料选配原则 3.1.1选用的焊接材料应具有相应船检证书。 3.1.2焊接材料级别应与船体结构用钢材级别相匹配,见表1。 表1焊接材料与船体结构钢材级别的匹配 焊接材料级别船体结构钢材级别 1a 2abd 3abde 1ya32a3
氩弧焊焊接工艺规程完整
格式:pdf
大小:88KB
页数:15P
4.4
word完美格式 精心整理学习帮手 氩弧焊焊接工艺规程 1、焊接方法: 手工钨极氩弧焊 2、焊接材料: 不锈钢药芯焊丝不锈钢实心焊丝 3、焊接工艺参数:见焊接工艺卡 4、焊前准备: (1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。 (2)焊前100-150℃烘干不锈钢药芯焊丝。 5、焊接工艺: (1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。 清理不锈钢焊丝表面油污等赃物。 (2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。 (3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内, 待丁酮挥发后再施焊。渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改 善不明显;若太多,熔池粘度降低太多,流动性变差。 (4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2
氩弧焊焊接工艺规程
格式:pdf
大小:87KB
页数:15P
4.5
氩弧焊焊接工艺规程 1、焊接方法: 手工钨极氩弧焊 2、焊接材料: 不锈钢药芯焊丝不锈钢实心焊丝 3、焊接工艺参数:见焊接工艺卡 4、焊前准备: (1)检查焊接设备,按焊接工艺卡调整电弧电压、焊接电流、钨极等焊接工艺参数。 (2)焊前100-150℃烘干不锈钢药芯焊丝。 5、焊接工艺: (1)清理焊件坡口及其两侧各宽20mm范围内的油、污、锈等杂质,直至露出金属光泽。 清理不锈钢焊丝表面油污等赃物。 (2)组对焊接接头,注意按图纸及工艺卡要求留出间隙。 (3)使用焊接活性剂时,将活性剂与丁酮以1:1的比例混合,然后均匀涂抹在坡口面内, 待丁酮挥发后再施焊。渗透剂的用量要适当,若太少,熔池粘度降低不多,流动性改 善不明显;若太多,熔池粘度降低太多,流动性变差。 (4)定位焊采用与打底焊相同的焊丝和工艺,定位焊缝长10~15mm,定位点固2—3处。 (5)第一层氩弧焊打底焊焊接,使
最新全套焊接工艺规程和焊接工艺评定报告
格式:pdf
大小:98KB
页数:6P
4.5
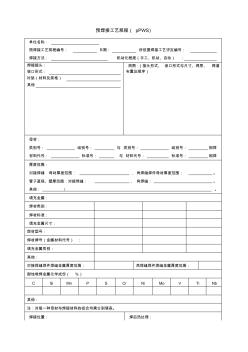
预焊接工艺规程(ppws) 单位名称: 预焊接工艺规程编号:日期:所依据焊接工艺评定编号: 焊接方法:机动化程度(手工、机动、自动): 焊接接头: 坡口形式: 衬垫(材料及规格) 其他 简图:(接头形式、坡口形式与尺寸、焊层、焊道 布置及顺序) 母材: 类别号:组别号:与类别号:组别号:相焊 材料代号:标准号:与材料代号:标准号:相焊 厚度范围: 对接焊缝母材厚度范围:,角焊缝焊件母材厚度范围:。 管子直径、壁厚范围:对接焊缝:,角焊缝:。 其他:/。 填充金属: 焊材类别: 焊材标准: 填充金属尺寸: 焊材型号: 焊材牌号(金属材料代号): 填充金属类别: 其他: 对接焊缝焊件焊缝金属厚度范围:角焊缝焊件焊缝金属厚度范围: 耐蚀堆焊金属化学成份(%) csimnpscrnimovtinb 其他: 注:对每一种
焊接工艺评定、焊接工艺规程实用编制方法
格式:pdf
大小:143KB
页数:49P
4.4
焊接工艺评定、焊接工艺规程的实用编制方法 一、焊接工艺评定的有关概念 二、焊接工艺评定及使用管理程序 三、焊接工艺评定变素及其评定规则 四、如何阅读焊接工艺评定报告 五、如何编制焊接工艺规程 一、焊接工艺评定的有关概念 1、焊接工艺评定的定义和目的 2、消除焊接工艺评定认识上误区: 3、“焊接性能”与“焊接性”4、“焊接性能试验”与“焊接工艺评定”5、“焊缝”与“焊接接头”6、“焊 接工艺评定”与“焊工技能考试”7、焊接工艺评定的基本条件 8、常用焊接工艺评定标准: jb4708-2000《钢制压力容器焊接工艺评定》 gb50236-98《现场设备、工业管道焊接工程施工及验收规范》第4章 劳部发1996[276]号《蒸汽锅炉安全监察规程》附录i jgj81-2000《建筑钢结构焊接技术规程》第5章 gb128-90《立式圆筒形钢制焊接油罐施工及验收规范》附录一

不锈钢焊接工艺技术要点及焊接工艺规程()
格式:pdf
大小:276KB
页数:32P
4.5
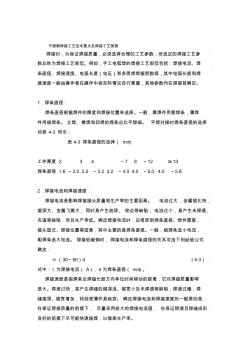
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
不锈钢焊接工艺技术要点及焊接工艺规程
格式:pdf
大小:276KB
页数:32P
4.5
不锈钢焊接工艺技术要点及焊接工艺规程 焊接时,为保证焊接质量,必须选择合理的工艺参数,所选定的焊接工艺参 数总称为焊接工艺规范。例如,手工电弧焊的焊接工艺规范包括:焊接电流、焊 条直径、焊接速度、电弧长度(电压)和多层焊焊接层数等,其中电弧长度和焊 接速度一般由操作者在操作中视实际情况自行掌握,其他参数均在焊接前确定。 1.焊条直径 焊条直径根据焊件的厚度和焊接位置来选择。一般,厚焊件用粗焊条,薄焊 件用细焊条。立焊、横焊和仰焊的焊条应比平焊细。平焊对接时焊条直径的选择 如表4-3所示: 表4-3焊条直径的选择(mm) 工件厚度234~78~12≥13 焊条直径1.6~2.02.5~3.23.2~4.04.0~5.04.0~5.8 2.焊接电流和焊接速度 焊接电流是影
噶米锅炉焊接工艺规程
格式:pdf
大小:658KB
页数:47P
4.3
锅炉设备焊接、热处理工艺规程 1.范围 本规程适用于张家口发电厂锅炉检修本体专业和管阀容器专业的焊接热处理工作。 2.引用标准 dl/t869-2004火力发电厂焊接技术规程 gb/t231-1984《金属布氏硬度实验方法》 dl/t678-1999《电站钢结构焊接通用技术条件》 dl/t819-2002《火力发电厂焊接热处理技术规程》 dl/taaa-xxxx《焊接工艺评定规程》 3.一般规定 3.1从事焊接作业的焊工应按照dl/t679的规定参加焊工技术考核,取得焊工合格证书,并按照考试合 格项目适用范围从事焊接工作;熟悉并严格执行焊接作业指导书和焊接技术措施的有关规定。 3.2焊接热处理人员应经专门培训考核合格并取得资格证书,并按dl/t819的有关规定履行相应得职责。 3.3焊接设备(含热处理设备、无损检测设备)及仪表应定期检查,需要计量的部分应定期效验
gk锅炉焊接工艺规程资料
格式:pdf
大小:632KB
页数:46P
4.4
锅炉设备焊接、热处理工艺规程 1.范围 本规程适用于张家口发电厂锅炉检修本体专业和管阀容器专业的焊接热处理工作。 2.引用标准 dl/t869-2004火力发电厂焊接技术规程 gb/t231-1984《金属布氏硬度实验方法》 dl/t678-1999《电站钢结构焊接通用技术条件》 dl/t819-2002《火力发电厂焊接热处理技术规程》 dl/taaa-xxxx《焊接工艺评定规程》 3.一般规定 3.1从事焊接作业的焊工应按照dl/t679的规定参加焊工技术考核,取得焊工合格证书,并按照考试合 格项目适用范围从事焊接工作;熟悉并严格执行焊接作业指导书和焊接技术措施的有关规定。 3.2焊接热处理人员应经专门培训考核合格并取得资格证书,并按dl/t819的有关规定履行相应得职责。 3.3焊接设备(含热处理设备、无损检测设备)及仪表应定期检查,需要计量的部分应定期效验
WPS焊接工艺规程相关
文辑推荐
知识推荐
百科推荐


职位:市政交通规划工程师
擅长专业:土建 安装 装饰 市政 园林


