

W4Mo3Cr4V高速钢稀土多元共渗层的性能
格式:pdf
大小:709KB
页数:3P
人气 :67
 4.7
4.7
利用稀土多元共渗工艺将碳、氮、氧、硫、硼、稀土元素同时渗入W4Mo3Cr4V高速钢表面,研究了多元共渗层的硬度、耐磨性能及表面残余应力等。结果表明:多元共渗层由化合物层(主要为氧化物、硫化物和碳化物)和扩散层组成;共渗层显微硬度最高达1 150 HV左右;多元共渗层较钢表面的摩擦因数大幅降低,耐磨性能提高,其表面产生了较高的残余压应力,有利于提高材料的疲劳性能。



 高速钢W6Mo5Cr4V2的锻造
高速钢W6Mo5Cr4V2的锻造 高速钢W6Mo5Cr4V2的锻造
高速钢w6mo5cr4v2是典型的莱氏体钢,其特点是红硬性和耐磨性高,而且具有一定的韧性,因而常用来制作各种刃具和冷作模具。在使用中,导致刃具和冷作
编辑推荐下载
W18Cr4V高速钢 W18Cr4V高速钢
格式:pdf
大小:69KB
页数:未知
4.3
w18cr4v是应用最长久的一种钨系高速钢,属于莱氏体钢。和其它高速钢一样,常称为"白钢"、"锋钢"或"风钢"(空冷即可淬火)。化学成分(ω,%):0.7~0.8c,17.5~19w,3.80~4.4cr,1.0~1.4v,<0.4si,<0.4mn,<0.3mo。锻造温度范围:始锻温度为1100~1150℃,终锻温度为900~950℃。加热时间一般需分段加热。低温阶段800~900℃范围内,按1min/mm计算;高温阶段按0.5min/mm计算。要严格控制上限温度以免过热
W9Mo3Cr4V高速钢机用锯条热加工工艺的组织与性能分析 W9Mo3Cr4V高速钢机用锯条热加工工艺的组织与性能分析
格式:pdf
大小:165KB
页数:5P
4.7
应用定量金相、硬度与冲击等试验方法.研究了w9mo3cr4v钢机用锯条各热加工工序的坯件组织和性能.结果表明,现行的机用锯条各热加工工艺基本上是合理的,但在个别锯条的淬火组织中,存在有晶粒反常长大现象.分析了产生的原因并提出了改进措施
W4Mo3Cr4V高速钢稀土多元共渗层的性能热门文档
W6Mo5Cr4V2高速钢模具材料的回火抗力 W6Mo5Cr4V2高速钢模具材料的回火抗力
格式:pdf
大小:131KB
页数:5P
4.5
对试验用钢的抗回火性能进行了研究,结果表明在1080 ̄1225℃范围进行奥氏体化处理后的回火曲线均具有非单调的二次硬化的特征,曲线的低谷几乎均对应着350℃回火状态;其峰值温度随奥化温度升高在450 ̄560℃范围变动,相应地,本文定义的二次硬化强度△hrc值自1hrc增加到6hrc。
高速钢磨屑直接还原铁冶炼新型模具钢W4Mo3Cr4VRE 高速钢磨屑直接还原铁冶炼新型模具钢W4Mo3Cr4VRE
格式:pdf
大小:325KB
页数:3P
4.3
在250kg感应炉,利用高速钢磨屑直接还原铁(海绵铁%:0.44c-4.62w-3.27mo-2.2cr-0.98v),配加一定含量高速钢车屑废钢(%:0.87c-3.50w-1.30mo-1.50cr-0.60v),冶炼成一种新型模具钢w4mo3cr4vre(%:0.78~0.88c、3.50~4.50w、2.50~3.50mo、3.80~4.40cr、1.10~1.60v、0.15~0.25re)再经电渣重熔。检验结果表明,电渣重熔后,该钢1180℃淬火+250℃2次回火,hrc硬度值≥60,冲击韧性≥49j/cm2;当1150℃或1180℃淬火+560℃2次回火时,其hrc硬度值达66。该实验结果证实了采用精选、还原烧结、电炉配料的冶炼工艺对磨屑的回收利用是可行的,生产的新型钢能满足耐火制品模具使用性能的要求。
W18Cr4VCo5高速钢 W18Cr4VCo5高速钢
格式:pdf
大小:60KB
页数:未知
4.7
w18cr4vco5是钨系含钻高速钢。化学成份(ω,%):0.75~0.85c,0.20~0.40si,0.20~0.40mn,≤0.030s,≤0.030p,3.75~5.00cr,≤0.30ni,≤0.25cu,1.80~2.40v,0.50~1.25mo,17.50~19.00w,7.00~9.50co。热处理工艺:820~870℃预热,1270~1290℃(盐浴炉)或1280~1300℃(箱式炉)加热,油冷,540~560℃回火2次,每次2h。
高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨 高速工具钢W6Mo5Cr4V2表面不同DLC处理后的性能探讨
格式:pdf
大小:1.4MB
页数:6P
4.3
设计了过渡层和梯度膜结构,采用pvd磁控溅射工艺和pvd磁控溅射+pecvd(脉冲等离子增强化学气相沉积)复合工艺在高速工具钢w6mo5cr4v2表面制备不同的类金刚石(diamond-likecarbon,dlc)膜:ti过渡层+dlc膜以及crn+crnc+crc+dlc(掺杂cr)硬质膜。对这两种膜层的成分、结构、形貌和力学性能的对比分析发现,前者表面粗糙度小,但是后者的综合力学性能更好。
45钢/W6Mo5Cr4V2高速钢刀具的摩擦焊接研究 45钢/W6Mo5Cr4V2高速钢刀具的摩擦焊接研究
格式:pdf
大小:636KB
页数:3P
4.3
对45钢/w6mo5cr4v2高速钢刀具的摩擦焊接工艺及焊接效果进行了试验研究,结果表明,采用优化的摩擦焊接工艺参数及合理的焊后热处理工艺可获得具有良好显微组织和力学性能的焊接接头。
W4Mo3Cr4V高速钢稀土多元共渗层的性能精华文档
火法冶炼由高速钢磨屑再生含W-Mo-Cr-V合金 火法冶炼由高速钢磨屑再生含W-Mo-Cr-V合金
格式:pdf
大小:656KB
页数:5P
4.7
研究用水法预处理和火法回收相结合的工艺从高速钢磨屑中再生含wmocrv的合金,分析原料粒度、还原剂、石灰等对回收率的影响。结果表明,回收工艺可行,w和mo回收率在96%以上,cr和v回收率不低于91%。再生合金产品质量稳定,可满足高速钢炼钢使用要求
新型冷挤压模具材料-“W12Mo2Cr4VR”高速钢 新型冷挤压模具材料-“W12Mo2Cr4VR”高速钢
格式:pdf
大小:207KB
页数:未知
4.6
随着电池工业的发展和产品结构的改变,整体锌筒生产量逐年增大,相应的模具材料及耗用量也随之增加,对企业的经济效益带来一定的影响。近几年来,我厂整体锌筒生产的速度发展很快,已全部整体化。因此,挤压模的需用量较大,每年9吨左右,价值8万
稀土对高碳高速钢组织和性能的影响 稀土对高碳高速钢组织和性能的影响
格式:pdf
大小:926KB
页数:5P
4.6
在成分为fe-5%v-5%w-5%mo-5%cr-3%nb-2%co-2%c的高碳高速钢中添加稀土,研究了稀土对高碳高速钢铸态组织、热处理组织和力学性能的影响。结果显示:稀土处理使高碳高速钢的奥氏体晶粒和共晶组织明显细化,共晶组织中片层状碳化物变短、变细。热处理后,共晶碳化物大部分变成团球状且分布均匀。稀土处理高碳高速钢的硬度和红硬性略有增加,冲击韧性提高37.81%,达到10.17j/cm2,分析了稀土在高碳高速钢中的作用机理及改善合金性能的机制。
浅谈高速钢W18Cr4V锻造质量控制 浅谈高速钢W18Cr4V锻造质量控制
格式:pdf
大小:132KB
页数:未知
4.4
高速钢w18cr4v属于莱氏体钢,是一种含有多种合金元素的合金工具钢,具有很高红硬性、耐磨性,在机械制造广泛用于切削的各种刀具、模具及工具。在锻造过程中由于忽视了一些问题,造成产品质量问题,因此应在锻造过程中引起注意。
年产1200万件W6Mo5Cr4V2高速钢直柄麻花钻头热处理生产线
格式:pdf
大小:126KB
页数:10P
4.6
设计 题目 成绩 课 程 设 计 主 要 内 容 各位同学根据设计题目,编制课程设计任务书,其中应包括如下内容:制定热 处理工艺、工作制度、年时基数、生产纲领,选择所需要的热处理设备,最后应给 出参考文献,并绘制出设备在车间的平面布置图。具体要求如下: (1)确定工件的形状、尺寸,制定出车间的工作制度、年时基数、生产纲领; (2)对于没有给出材料的零件,选择材料,要论述工件的服役条件及对材料性能的 要求; (3)确定工件的加工工艺流程,制定热处理工艺,并且,加以论述其依据; (4)根据热处理工艺选择适当的热处理设备,对主要的加热设备的炉体结构、炉膛 尺寸、功率要进行计算和论述,根据生产率确定所需要的台数; (5)合理地设计工件的热处理生产线,画出设备在车间里面的平面布置图(该图要 求用计算机绘制,并用a3纸打印出来,图中设备用参考图例画出,其它的要按照 国家标准画出); (
W4Mo3Cr4V高速钢稀土多元共渗层的性能最新文档
W2Mo9Cr4V2Co8高速钢车刀热处理车间设计
格式:pdf
大小:512KB
页数:20P
4.3
合肥工业大学 热处理课程设计 设计题目:w2mo9cr4v2co8高速钢 车刀热处理车间设计 目录 一概述........................................1 1.1项目任务及设计意义........................................1 1.2热处理概述...........................................1 1.3工具类零件概述.......................................1 二车刀的热处理工艺的设计...............................2 2.1材料的选用................................................2 2.2热处理工艺
高速钢木线成型刀片稀土与氮共渗强化的研究 高速钢木线成型刀片稀土与氮共渗强化的研究
格式:pdf
大小:464KB
页数:3P
4.4
实验研究了高速钢木线成型刀具的磨损机理。采用自制稀土渗剂与氮共渗,通过活化金属表面,提高氮的渗入速度,可使木线成型高速钢刀片表面晶体组织微合金化,晶粒细化,从而提高刀具表面的硬度、耐磨性,强化刀具表面,延长使用寿命,降低生产成本,提高生产效率。
V9Cr5Mo2高速钢中碳化物三维形态研究 V9Cr5Mo2高速钢中碳化物三维形态研究
格式:pdf
大小:8.1MB
页数:5P
4.4
通过对试样进行深度腐蚀,利用扫描电镜研究不同碳含量的v9cr5mo2高速钢中碳化物的三维形貌,并进一步讨论了碳化物的形态与合金凝固结晶过程的关系。结果表明,v9cr5mo2高速钢中碳化物主要由vc及以铬、钼为主的复合碳化物组成;共晶vc为枝晶状,先析出vc为不规则块状、开花状、卵石堆积状及团球状;以铬为主的复合碳化物为曲面板条状;富钼复合碳化物为鱼骨状。合金中含碳量1.6%时,碳化钒主要为共晶vc;碳含量为2.5%时,vc主要为大量共晶vc及部分不规则团块状、开花状的初生vc;碳含量为3.2%及4.2%时,vc为大量初生vc。随着含碳量的增加,vc的形态也由卵石堆积状向分散分布的团球状转变。
高速钢锯条的离子S、N共渗 高速钢锯条的离子S、N共渗
格式:pdf
大小:348KB
页数:2P
4.7
高速钢锯条是一般锯床上常用的一种切割锯片。经常规淬火处理,hrc64左右。这对切割一般碳钢及低合金钢使用寿命尚可,但切割一些特殊高合金钢使用效果则不理想。如我院校办工厂使用市售的w6mo5cr4v2钢锯条(hrc64.5),锯割φ120mm的cr12mov钢时,一根锯条切割2~3个锯口就不能使用了。为提高其耐用度,我们对购进的高速钢锯条进行离子硫氮共渗处理,结果获得了满意的效果,锯条寿命提高三倍以上。1.共渗处理工艺及结果
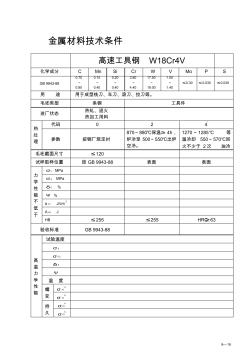
高速工具钢W18Cr4V材料技术要求
格式:pdf
大小:39KB
页数:2P
4.6
9—19 金属材料技术条件 高速工具钢w18cr4v 化学成分cmnsicrwvmops gb9943-88 0.70 ~ 0.80 0.10 ~ 0.40 0.20 ~ 0.40 3.80 ~ 4.40 17.50 ~ 19.00 1.00 ~ 1.40 ≤0.30≤0.030≤0.030 用途用于成型铣刀、车刀、滚刀、拉刀等。 毛坯类型条钢工具件 进厂状态 热轧、退火 热加工用料 热 处 理 代码024* 参数按钢厂规定时 870~880℃保温≥4h, 炉冷至500~550℃出炉 空冷。 1270~1285℃等 温冷却550~570℃回 火不少于2次油冷 毛坯截面尺寸≤120 试样取样位置按gb9943-88表面表面 力 学 性 能 不 低 于 σbmpa σsm
添加稀土元素对M42高速钢盘条拉拔断丝率的研究 添加稀土元素对M42高速钢盘条拉拔断丝率的研究
格式:pdf
大小:565KB
页数:4P
4.3
研究了添加稀土元素对m42高速钢组织和性能的影响,结果表明在电渣重熔过程中加入稀土后m42高速钢电渣锭组织中莱氏体网断开,锻打方坯中的夹杂物颗粒细小,由棒条状变为球状;其盘条组织中的碳化物更细小、均匀,冷拉塑性提高,拉拔断丝率由原来的23.8m/次变为38.5m/次。
W6Mo5Cr4V2钢小直径阶梯工件淬火硬度差的试验 W6Mo5Cr4V2钢小直径阶梯工件淬火硬度差的试验
格式:pdf
大小:252KB
页数:4P
4.8
在对同炉号材料的个体差异忽略不计,其余热处理条件相同的情况下,通过不同温度的w6mo5cr4v2高速钢小直径阶梯工件淬火试验,获得了回火后大、小直径的硬度数据,并利用最小二乘法和牛顿插值法分别对大、小径硬度进行了拟合分析,确认了其大、小直径的硬度差异,为同类材料、相近尺寸和类型工件的热处理工艺制定提供了参考。

高速钢用途性能表
格式:pdf
大小:26KB
页数:1P
4.7
1 高速工具钢性能表 中国美国日本德国 iso 交货 硬度 淬火温 度用途 gbastmjisdinhb℃ t10w1-9sk3c100w2tc105 具有高的硬度和耐磨 性 ≤197 760-780 木材用刃具、麻花 钻、拉丝模、冲模 w18cr4vt1skh2 s18-0-1 b18 hs18-0- 1 具有高的硬度、红硬 性及高温硬度 ≤255 1270-12 85 车刀、铣刀、拉刀、 钻头、绞刀插齿刀、 高温轴承等 w6mo5cr4v 2m2 skh51 skh9 s6-5-2hs6-5-2 钨钼系通用型高速钢 的代表钢号具有高的 硬度、红硬性及高温 硬度,韧性和热塑性 优于w18cr4v ≤255 1210-12 30 车刀、铣刀、拉刀、 钻头、绞刀、插齿刀、 大型及热塑性成形 刀具和高负荷下耐 磨损的刀具,

高速钢的种类
格式:pdf
大小:14KB
页数:1P
4.4
高速钢的种类 高速钢的种类 分类性质种类[jis] 钨(w)系含钨(w) 高耐磨性 skh2,skh3, skh4,skh10 钼(mo)系含钼(mo) 优秀的韧性 skh50,skh51, skh52,skh53, skh54,skh55, skh56,skh57, skh58,skh59 *skh的由来: steel、kougu(工具)、high-speed三个词的首字母组合为skh 应用于工具的代表性高速钢的种类及特征 skh51普通高速钢,含钴量为0% 韧性最好 又被称为m2(aisi) skh55含钴(co)5%的高速钢 比普通高速钢耐磨性好 又被称为m35(aisi) skh59含钴(co)8%的高速钢 具有优秀的切削性和耐热性 又被称为m42(aisi) ●jis:日本工业规格 aisi:
W4Mo3Cr4V高速钢稀土多元共渗层的性能相关
文辑推荐
知识推荐
百科推荐


职位:研发建筑师
擅长专业:土建 安装 装饰 市政 园林


