





VRV变频空调冷媒铜管焊接施工工艺
vrv变频空调冷媒铜管焊接施工工艺——随着楼宇质量不断提升及功能日趋多元化,对空调系统性能质量和扩展能力的要求越来越高。以变频技术为核心的智能化变频空调系统一-vrv,因其节能、低噪、舒适等优点而越来越被多的业主所采用。施工过程中重要工序是冷媒配管...
编辑推荐下载
空调冷媒铜管的选择
格式:pdf
大小:50KB
页数:3P
 4.6
4.6
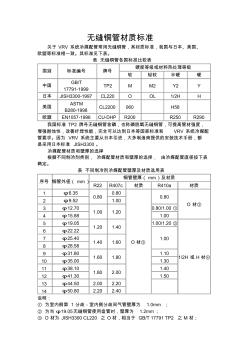
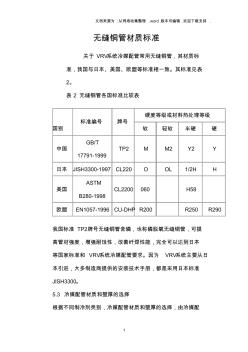
无缝铜管材质标准 关于vrv系统冷媒配管常用无缝铜管,其材质标准,我国与日本、美国、 欧盟等标准相一致。其标准见下表。 表无缝铜管各国标准比较表 国别标准编号牌号 硬度等级或材料热处理等级 软轻软半硬硬 中国 gb/t 17791-1999 tp2mm2y2y 日本jish3300-1997cl220ool1/2hh 美国 astm b280-1998cl2200060h58 欧盟en1057-1996cu-dhpr200r250r290 我国标准tp2牌号无缝铜管含磷,也称磷脱氧无缝铜管,可提高管材强度, 增强耐蚀性,改善纤焊性能,完全可以达到日本等国家标准和vrv系统冷媒配 管要求。因为vrv系统主要从日本引进,大多制造商提供的安装技术手册,都 是采用日本标准jish3300。 冷媒配管材质和壁厚的选择
空调铜管焊接工艺
格式:pdf
大小:83KB
页数:4P
4.6
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使用焊剂时
VRV变频空调冷媒铜管焊接施工工艺热门文档
空调铜管焊接技术
格式:pdf
大小:8KB
页数:1P
4.4
浅谈空调铜管焊接技术 【摘要】铜管是空调制冷剂的通道,其作用十分重要,铜管泄 露是空调的致命缺陷,一旦泄露空调的制冷剂将全部溢出,空调 由于缺乏传热介质,而使空调器失效。本文主要针对空调铜管焊 接技术进行了阐述。 【关键词】空调;铜管;焊接技术 随着我国经济建设的快速发展,人们对生活的品位追求也越来 越高,空调较为普遍地进入了百姓的家中。空调主要由压缩机、 散热器、自动控制系统组成,其中散热器中的铜管被业界称为空 调的“血管”,“血管”的好与坏将直接决定空调的品质,在制 造、安装过程中,空调铜管的焊接是重要的一环,是影响到系统能 否正常工作等问题,必须引起注意。 1.焊料的选用 铜管是制冷装置的重要原材料,它主要有两种用途:①制作 换热器。如常用的蒸发器、冷凝器,俗称“两器”,②制作连 接管道和管件。常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊料 等。在焊接时要根
空调铜管焊接技术
格式:pdf
大小:5KB
页数:1P
4.3
大家知道空调维修需要使用到哪些维修工具吗?下面我们北京美的空调维修给大家介绍一 下常用的一些常用的工具,并介绍一下它们的使用方法。 1、压力表:制冷剂泄漏是空调器常见故障,为对系统中制冷剂量是否充足进行检测,常用 到压力表,压力表是氟利昂制冷系统中常用的检测工具,它的外壳直径从60mm~250mm, 有多种规格,适合空调器制冷系统使用的真空压力表量程为-0.1mpa~2.5mpa。压力表常 与三通修理阀配套使用,顺时针旋转三通修理阀旋钮,可使阀孔缩小,顺时针旋转旋钮到底 时,相应配管与室外机组气路切断,逆时针旋转旋钮时,阀孔扩大,相应配管与室外组气路 导通,制冷系统与三通修理阀上的压力表始终是导通的,与旋钮的位置无关,通过与三通修 理阀开关的配合,可以实现对制冷系统抽真空、充注制冷剂及测试压力等。 2、胀管器:两根铜管对接时,需要将一根铜管插入另一根铜管中,这时往往需要将

铜管焊接工艺
格式:pdf
大小:8KB
页数:3P
4.5
一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保证各部件的功 能完好无损,注意各阀件的方向性。 1.铜管下料 a.工具:割管刀,卷尺,线号笔,锉 b.步骤: ①根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记下位置 ②较粗的铜管要固定后,再用割刀拆下,要保证割口平齐,不变形 ③用锉把割口毛边锉平,并用抹布擦拭干净 2.焊接 a.工具:焊枪,乙炔瓶,氧气瓶,氮气瓶 b.步骤: ①检查氧气瓶和乙炔瓶内的量是否足够 ②根据图纸要求来进行焊接 ③在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 ④焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏,必要时可把 可拆部件卸下,并用湿棉布包裹被焊阀体 ⑤焊接时应在被焊管内通低速氮气,防止氧化 ⑥焊接完毕后,冷却,用干燥氮气清理管内氧化物和焊渣 二、焊接 1.0焊
铜管焊接工艺
格式:pdf
大小:84KB
页数:4P
4.4
铜管焊接工艺 1、总论 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作灯问题,必 须引起高度重视。 2、焊料的选用 制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊料、铜锌焊 料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练地操作,以确保焊接的质量。 2.1对同类材料的焊接 2.1.1铜与铜的钎焊 可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这种焊料价格较为 便宜,且有良好的溶液,采用填缝和湿润工艺,不需要焊剂。 2.1.2钢与钢的焊接 可选用黄铜条焊料加适当的焊剂。焊接时。将焊料加热到一定温度后插放在焊剂中,使 焊剂溶化后附着在焊料上,但焊后必须将焊口附近的残留焊剂用热水或水蒸气刷洗干净,防 止产生腐蚀。在使
铜管焊接连接施工工艺标准
格式:pdf
大小:1.9MB
页数:4P
4.7
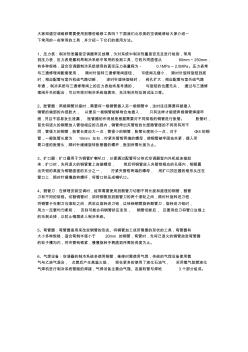
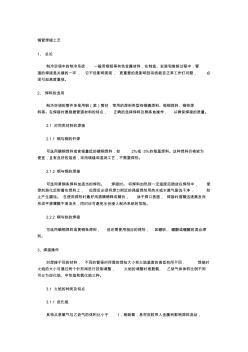
工艺标准图名称铜管焊接连接工艺标准编号jwa-jps-008 工艺流程:调直—断管—清理—预热—焊接—冷却—除氧化层—防腐 标准参考图标准要求 ①铜管裁切采用专用铜管切 割刀,切口整齐。不得采用氧 --乙炔切割。夹持铜管的台虎 钳钳口两侧应垫以木板衬垫, 以防夹伤管子。 ②用锉刀将铜管内毛刺清除。 ③烧焊前,用砂纸将铜管铜 管插入接头部分的表面的油 脂、氧化物、污迹和灰尘磨清。 ① ② ③ ④将铜管插尽在铜配件内,插 接深度到位。 ⑤先將配件加加热至见红约 700℃下焊料。均匀加热被焊 接管件,用加热的钎料沾取适 量钎剂(焊粉)均匀抹在缝隙 处,当温度达到650℃-750℃ 时送入钎料。切勿将火焰直接 加热钎料。当钎料全部溶化时 停止加热。 ⑥焊接完成后,让焊件自然 冷卻,不得用湿抹布强制冷 却。 ④ ⑤ ⑥ ⑦用布及砂纸刷净铜管上氧 化物,表面光滑
VRV变频空调冷媒铜管焊接施工工艺精华文档
8.铜管焊接连接施工工艺标准
格式:pdf
大小:1.9MB
页数:4P
4.6
工艺标准图名称铜管焊接连接工艺标准编号jwa-jps-008 工艺流程:调直—断管—清理—预热—焊接—冷却—除氧化层—防腐 标准参考图标准要求 ①铜管裁切采用专用铜管切 割刀,切口整齐。不得采用氧 ① --乙炔切割。夹持铜管的台虎 钳钳口两侧应垫以木板衬垫, 以防夹伤管子。 ② ②用锉刀将铜管内毛刺清除。 ③烧焊前,用砂纸将铜管铜管 插入接头部分的表面的油脂、 ③ 氧化物、污迹和灰尘磨清。 ④ ④将铜管插尽在铜配件内,插 接深度到位。 ⑤先將配件加加热至见红约 ⑤ 700℃下焊料。均匀加热被焊 接管件,用加热的钎料沾取适 量钎剂(焊粉)均匀抹在缝隙 处,当温度达到650℃-750℃ 时送入钎料。切勿将火焰直接 加热钎料。当钎料全部溶化时 停止加热。 ⑥焊接完成后,让焊件自然冷 ⑥ 卻,不得用湿抹布强制冷却。 ⑦用布及砂纸刷净铜管上氧 ⑦ 化物,表面光滑,无
冷媒铜管
格式:pdf
大小:25KB
页数:2P
4.7
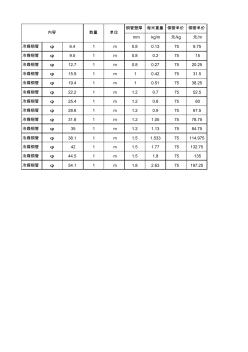
铜管壁厚每米重量铜管单价铜管单价 mmkg/m元/kg元/m 冷媒铜管φ6.41m0.80.13759.75 冷媒铜管φ9.51m0.80.27515 冷媒铜管φ12.71m0.80.277520.25 冷媒铜管φ15.91m10.427531.5 冷媒铜管φ19.41m10.517538.25 冷媒铜管φ22.21m1.20.77552.5 冷媒铜管φ25.41m1.20.87560 冷媒铜管φ28.61m1.20.97567.5 冷媒铜管φ31.81m1.21.057578.75 冷媒铜管φ351m1.21.137584.75 冷媒铜管φ38.11m1.51.53375114.975 冷媒铜管φ4
 VRV空调系统的冷媒铜管施工技术
VRV空调系统的冷媒铜管施工技术 VRV空调系统的冷媒铜管施工技术
格式:pdf
大小:46KB
页数:2P
4.4
vrv空调系统中一般采用铜管作为冷媒输送管道,而由于一般vrv系统冷媒管在一个工程系统中可能会长达数百米,并需要连接多个末端系统,这样一个vrv系统则需要使用多根铜管进行连接,为保证系统正常使用,则必须确保铜管连接的接口严密及满足系统压力等要求,本文就此问题对vrv空调系统冷媒管施工技术进行阐述。
浅谈空调铜管焊接技术
格式:pdf
大小:9KB
页数:1P
4.6
浅谈空调铜管焊接技术 【摘要】铜管是空调制冷剂的通道,其作用十分重要,铜管泄露是空调的 致命缺陷,一旦泄露空调的制冷剂将全部溢出,空调由于缺乏传热介质,而 使空调器失效。本文主要针对空调铜管焊接技术进行了阐述。 【关键词】空调;铜管;焊接技术 随着我国经济建设的快速发展,人们对生活的品位追求也越来越高,空调 较为普遍地进入了百姓的家中。空调主要由压缩机、散热器、自动控制系统组成, 其中散热器中的铜管被业界称为空调的“血管”,“血管”的好与坏将直接决定空 调的品质,在制造、安装过程中,空调铜管的焊接是重要的一环,是影响到系 统能否正常工作等问题,必须引起注意。 1.焊料的选用 铜管是制冷装置的重要原材料,它主要有两种用途:①制作换热器。如常 用的蒸发器、冷凝器,俗称“两器”,②制作连接管道和管件。常用的焊料类 型有铜磷焊料、银铜焊料、铜锌焊料等。在焊接时要根
热泵铜管焊接工艺
格式:pdf
大小:3.3MB
页数:9P
4.8
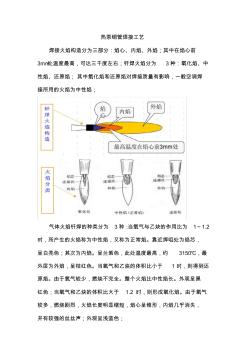
热泵铜管焊接工艺 焊接火焰构造分为三部分:焰心、内焰、外焰;其中在焰心前 3mm处温度最高,可达三千度左右;钎焊火焰分为3种:氧化焰、中 性焰、还原焰;其中氧化焰和还原焰对焊接质量有影响,一般空调焊 接所用的火焰为中性焰; 气体火焰钎焊的种类分为3种:当氧气与乙炔的作用比为1~1.2 时,所产生的火焰称为中性焰,又称为正常焰。靠近焊咀处为焰芯, 呈白亮色;其次为内焰。呈兰紫色,此处温度最高,约3150℃,最 外层为外焰,呈桔红色。当氧气和乙炔的体积比小于1时,则得到还 原焰。由于氧气较少,燃烧不完全。整个火焰比中性焰长。外观呈黑 红色;当氧气和乙炔的体积比大于1.2时,则形成氧化焰。由于氧气 较多,燃烧剧烈,火焰长度明显缩短,焰心呈锥形,内焰几乎消失, 并有较强的丝丝声;外观呈浅蓝色; 在使用中性焰焊接时,使用焰心尖部5mm-10mm处加热最为理想 (因为温度在1000
VRV变频空调冷媒铜管焊接施工工艺最新文档
铜管施工工艺焊接压接
格式:pdf
大小:230KB
页数:3P
4.3
(一)铜管安装操作工艺 1、工艺流程: 2、铜管加工 1)小口径铜管运输储存状态为盘圆,使用前进行调直,调直应先将管内充砂,然后用调直器 进行调直。 2)调直过程中注意用力不能过大,不得使管子表面产生凹坑、划痕或粗糙的痕迹。 3)调直后的铜管应清理干净,不应残留砂子。 3、焊接: 1)d>100mm铜管采用氧-乙炔焊接,为防止熔液流进管内,焊接时应注意以下几点: a、对口焊接时内壁齐平,内壁错边量不得超过管壁厚度的10%,且不大于1mm,也可采用加 衬焊环的方法焊接。 b、不同壁厚的管子、管件组对可按碳钢管的相应规定加工管子坡口,坡口面及其边缘内外侧 不小于20mm范围内的表面,应在焊前采用有机溶剂除去油污,采用机械方法或化学方法清除 氧化膜,使其露出金属光泽;焊丝使用前也应用同样方法处理。 2)气焊焊丝的直径约等于管壁厚度,采用一般紫铜丝,气焊熔剂方面采用“cj301”。
铜管施工工艺(焊接、压接)
格式:pdf
大小:251KB
页数:3P
4.4
(一)铜管安装操作工艺 1、工艺流程: 2、铜管加工 1)小口径铜管运输储存状态为盘圆,使用前进行调直,调直应先将管内充砂,然后用调直器 进行调直。 2)调直过程中注意用力不能过大,不得使管子表面产生凹坑、划痕或粗糙的痕迹。 3)调直后的铜管应清理干净,不应残留砂子。 3、焊接: 1)d>100mm铜管采用氧-乙炔焊接,为防止熔液流进管内,焊接时应注意以下几点: a、对口焊接时内壁齐平,内壁错边量不得超过管壁厚度的10%,且不大于1mm,也可采用加 衬焊环的方法焊接。 b、不同壁厚的管子、管件组对可按碳钢管的相应规定加工管子坡口,坡口面及其边缘内外侧 不小于20mm范围内的表面,应在焊前采用有机溶剂除去油污,采用机械方法或化学方法清除 氧化膜,使其露出金属光泽;焊丝使用前也应用同样方法处理。 2)气焊焊丝的直径约等于管壁厚度,采用一般紫铜丝,气焊熔剂方面采用“cj3
VRV空调冷媒管的选择
格式:pdf
大小:85KB
页数:6P
4.4
文档来源为:从网络收集整理.word版本可编辑.欢迎下载支持. 1 无缝铜管材质标准 关于vrv系统冷媒配管常用无缝铜管,其材质标 准,我国与日本、美国、欧盟等标准相一致。其标准见表 2。 表2无缝铜管各国标准比较表 国别 标准编号牌号 硬度等级或材料热处理等级 软轻软半硬硬 中国 gb/t 17791-1999 tp2mm2y2y 日本jish3300-1997cl220ool1/2hh 美国 astm b280-1998 cl2200060h58 欧盟en1057-1996cu-dhpr200r250r290 我国标准tp2牌号无缝铜管含磷,也称磷脱氧无缝铜管,可提 高管材强度,增强耐蚀性,改善纤焊性能,完全可以达到日本 等国家标准和vrv系统冷媒配管要求。因为vrv系统主要从日 本引进,大多制造商提供
某大厦VRV变频空调与中央空调方案比较
格式:pdf
大小:438KB
页数:3P
4.6
本文对某大厦vrv变频空调系统与中央水冷空调系统的方案进行分析比较。vrv变频控制空调系统占地少、占有空间小、耗能低、调节灵活、安装方便,但使用寿命较短、施工技术要求高、一次性投资高。因此在空调方案设计时,一定要根据实际情况作好方案选择.
VRV变频空调冷媒铜管焊接施工工艺 VRV变频空调冷媒铜管焊接施工工艺
格式:pdf
大小:104KB
页数:1P
4.7
随着楼宇质量不断提升及功能日趋多元化,对空调系统性能质量和扩展能力的要求越来越高。以变频技术为核心的智能化变频空调系统——vrv,因其节能、低噪、舒适等优点而越来越被多的业主所采用。施工过程中重要工序是冷媒配管的加工安装,本文就vrv冷媒配管施工工艺进行了详细论述。

铜管焊接技术要求(技能)
格式:pdf
大小:1.1MB
页数:6P
4.7
1 铜管焊接技术要求 一、焊接 总要求:保证管路不泄漏,焊接管路横平竖直焊液均匀分布于焊缝。保 证各部件的功能完好无损,注意各阀件的方向性。 1、铜管下料 a、工具:割管刀、卷尺、线号笔、锉刀 b、步骤: ○1根据图纸要求的尺寸和管径,用卷尺量取相应的长度,并用线号笔记 下位置 ○2较粗的铜管要固定后,再用割管刀割下,要保证割口平齐,不变形 ○3用锉刀把割口毛边锉平,并用抹布擦拭干净 2、焊接 a、工具:焊枪、乙炔气瓶(煤气瓶)、氧气瓶、氮气瓶 b、步骤 ○1检查氧气瓶和乙炔气瓶内的量是否足够 ○2根据图纸要求来进行焊接 ○3在焊接电磁阀时,应把电磁阀的线圈拆下,以防毁坏,并注意其流向 2 ○4焊接其它部件,如液镜、膨胀阀、单向阀等应注意焊接时受热损坏, 必要时可以把其拆部件卸下,并用湿棉布包裹被焊阀体 ○5焊接时应在被焊管内通低速氮气,防止氧化 ○6焊接完毕

铜管焊接技术方法
格式:pdf
大小:24KB
页数:2P
4.6
铜管焊接技术方法 发布时间:2012-08-10发布者: 制冷空调中的制冷系统,一般用铜铝等有色金属材料,在制造、安装和维修过程中,管 道的焊接是关键的一环,它不但影响美观,更重要的是影响到系统能否正常工作等问题,必 须引起高度重视。 焊料的选用制冷空调的管件多是用铜(紫)管材,常用的焊料类型有铜磷焊料、银铜焊 料、铜锌焊料等。在焊接时要根据管道材料的特点,正确的选择焊料及熟练的操作,以确保 焊接的质量。 1、对同类材料的焊接 1.1铜与铜的钎焊可选用磷铜焊料或含银量低的磷铜焊料,如2%或5%的银基焊料。这 种焊料价格较为便宜,且有良好的熔液,采用填缝和润湿工艺,不需要焊剂。 1.2钢与钢的焊接可选用黄铜条焊料加适当的焊剂,焊接时,将焊料加热到一定温度后 插放在焊剂中,使焊剂熔化后附着在焊料上,但焊后必须将焊口附近的残留焊剂刷洗干净, 以防产生腐蚀。 2对

1.5匹变频空调
格式:pdf
大小:134KB
页数:16P
4.7
品牌奥克斯aux品牌三菱电机品牌小天鹅 型号 kfr- 35gw/bps sd-2 系列rf系列系列节能魔方 颜色白色型号 msz- rf12va 型号 kfr- 35gw/ca3( d)-r3 类别壁挂式颜色白色颜色陶瓷白 商用空调否类别壁挂式类别壁挂式 商用空调否商用空调否 制冷类型冷暖 匹数正1.5匹制冷类型冷暖制冷类型冷暖 定频/变频无氟变频匹数1.5匹匹数1.5匹 能效等级2级定频/变频直流变频定频/变频定频 电辅加热支持能效等级2级能效等级3级 适用面积(平 方米)16-25电辅加热不支持电辅加热支持 制冷量(w)3500(800- 4600) 适用面积(平 方米) 制冷14- 21,制热 15-18 适用面积(平 方米)16-23 制冷功率 (w)
VRV变频空调冷媒铜管焊接施工工艺相关
文辑推荐
知识推荐
百科推荐


职位:暖通设计经理
擅长专业:土建 安装 装饰 市政 园林


