

基于VC++的闪光对焊机系统软件设计
格式:pdf
大小:649KB
页数:5P
人气 :56
 4.3
4.3
根据实际生产需求,应用开发工具Visual C++6.0结合Access 2003数据库的方案,开发了用于薄板生产的闪光对焊机系统软件。该软件提供了用户信息管理、焊接信息咨询、工艺方案制定、过程控制与监控、数据信息管理的功能,人机界面友好、操作简单,已经在工控机中完成测试,各模块功能均已实现且运行正常。



闪光对焊机安全操作规程
闪光对焊机安全操作规程 1、操作人员必须配戴好劳保防护用品(手套、护目镜、紧 身工作服等)。禁止佩戴可能卷入运转的机器中的耳环、项链、 丝巾、领带等,留长发者必须带帽子。 2、在更换零件或工装时,请务必遵守下列规定:关闭电机、 开关关闭,上锁,请确保焊机所有电机已关闭。 3、对焊机进行电焊操作必须要遵循相关的安全准则,焊机 的主开关并闭,并且焊机的中性及接地导体完全脱开。 4、绝不可更改,取掉或忽略焊机的安全装置,必须定期检 查安全装置的可靠性及功能的有效性(如在每次开机前进行检 查)。 5、焊机的所有运动元器件用防护罩、盖及带网眼的盖板进 行防护,以防机器运转时人工干预,只有焊机关闭时才可去掉这 些防护用具。 6、经常检查设备水路通水情况,冷水机的水温设置在15度 左右。 7、开动设备前先开油冷机和水冷机。 8、在开始生产前必须检查关键连接部位螺栓紧固情况,目 测检查工装胎具完
编辑推荐下载
 无头轧制技术中专用闪光对焊机
无头轧制技术中专用闪光对焊机 无头轧制技术中专用闪光对焊机
格式:pdf
大小:903KB
页数:6P
4.8
无头轧制过程中的关键技术是钢坯的焊接技术。详细介绍了应用于无头轧制技术中的闪光对焊机的工作过程,根据无头轧制技术的要求,设计了无头轧制专用闪光焊机的供电部分、控制部分、液压系统。该专用焊机采用三相次级整流电路,通过电压反馈完成钢坯焊接时焊接工艺的控制。由于钢坯的焊接是在动态过程中完成,焊机的行走由plc控制。焊机的液压系统由夹紧液压缸、俯仰液压缸、顶锻液压缸和剪切液压缸等组成,用来完成钢坯夹持、毛刺的去除等动作。整个设计很好的满足了无头轧制技术中钢坯焊接的要求。
闪光对焊机电源主电路仿真及控制系统设计 闪光对焊机电源主电路仿真及控制系统设计
格式:pdf
大小:320KB
页数:4P
4.7
介绍了一种全数字化的剪切-闪光对焊机的研究与开发,具体讨论了焊机电源主电路的仿真,重点介绍了剪切-闪光对焊机电源数字同步和pwm触发电路、保护电路,电流电压的采样电路等。提出了剪切-闪光对焊机电源的全数字化控制思想,建立了焊机电源数字化、信息化、柔性化的平台。经试验验证,该焊机电源能满足闪光对焊机低电压大电流的工艺要求,实现了剪切-闪光对焊机电源的全数字化控制。
VC++闪光对焊机系统软件设计热门文档
冷轧薄板闪光对焊机电源控制系统 冷轧薄板闪光对焊机电源控制系统
格式:pdf
大小:343KB
页数:4P
4.7
从冷轧薄板酸洗生产线中闪光对焊机的电源控制系统入手,具体分析了其硬件结构和在闪光阶段、顶锻阶段的控制方法,重点对在闪光前期、闪光后期和顶锻时期焊接变压器二次侧电压和晶闸管导通角的改变情况进行了研究。生产实践证明,应用了该电源控制系统的闪光对焊机很好地满足了冷轧薄板的对焊技术要求。
闪光对焊机电源主电路仿真及参数设计 闪光对焊机电源主电路仿真及参数设计
格式:pdf
大小:1.0MB
页数:6P
4.5
介绍了一种适用于闪光对焊机的电源主电路结构形式,并对该主电路进行了理论分析,通过计算机仿真对其进行了验证,另外对变压器、晶闸管、二极管等主要元器件进行了参数计算.经仿真验证,该主电路结构合理,满足闪光对焊机低电压大电流的工艺要求.
基于AMESim的剪切—闪光对焊机最优控制器设计 基于AMESim的剪切—闪光对焊机最优控制器设计
格式:pdf
大小:699KB
页数:6P
4.4
剪切-闪光对焊机液压位置伺服控制系统是保证焊接质量的关键环节.文章根据现代控制理论,应用amesim系统建模和仿真软件建立了该系统的机电液一体化模型和二次型最优控制器模型.对仿真结果的分析表明应用该方法所得到的控制器参数具有良好的动态品质和跟踪性能.
KAS260闪光对焊机焊接工艺研究 KAS260闪光对焊机焊接工艺研究
格式:pdf
大小:103KB
页数:2P
4.8
kas260闪光对焊机采用伺服阀和伺服反馈原理对其进行改造,实现了预热时前进和返回的次数可以设定,送进速度能跟随烧化速度的变化,不用牺牲闪光留量来保证预热能量,从而提高了焊接质量和产品级别。
VC++闪光对焊机系统软件设计精华文档
基于LQR的剪切—闪光对焊机位置伺服控制建模与仿真 基于LQR的剪切—闪光对焊机位置伺服控制建模与仿真
格式:pdf
大小:754KB
页数:5P
4.6
分析了剪切—闪光对焊的工艺过程及各阶段的作用,指出保证焊接质量的关键因素是在保证焊接电压的前提下使待焊工件按给定的位移曲线s=kt2运动,建立了液压伺服控制系统的数学模型,并对线性二次型控制的基本原理进行了详细的阐述,利用amesim建模与仿真软件对液压伺服控制系统进行了分别采用lqr控制与pid控制的仿真对比试验.结果表明,将lqr算法用于"剪切—闪光对焊"中,位置跟踪误差是传统pid控制器的六分之一,更能满足"剪切—闪光对焊"工艺对位置伺服系统的要求.
冷轧酸洗生产线中的专用闪光对焊机 冷轧酸洗生产线中的专用闪光对焊机
格式:pdf
大小:920KB
页数:6P
4.4
针对冷轧酸洗生产线的特点,设计了冷轧酸洗生产线中专用闪光焊机的总体结构.分析了冷轧酸洗生产线专用闪光焊机电源系统,建立了其电源系统数学模型,其主电路采用的是单相交流调压结构;闪光阶段分为闪光前阶段和闪光后阶段,整个闪光阶段晶闸管是全导通的,只是通过改变变压器的抽头控制输出电压,顶锻阶段是通过改变晶闸管的控制角控制输出电压.闪光焊机的顶锻液压伺服系统是通过顶锻液压缸实际位置与闪光烧化曲线相比较,完成送进速度的控制.结果表明,应用了该电源结构和液压伺服控制的闪光焊机很好地满足了薄板对焊的技术需求.
采用移动闪光对焊机进行无缝线路钢轨合龙锁定焊接工艺研究 采用移动闪光对焊机进行无缝线路钢轨合龙锁定焊接工艺研究
格式:pdf
大小:377KB
页数:2P
4.6
本文提出了用移动闪光对焊机进行铁路无缝线路钢轨合龙锁定焊接时,避开拉伸应力影响的“超拉伸、临时工艺锁定、挑曲线”的闪光对焊工艺方案。
闪光对焊
格式:pdf
大小:64KB
页数:5P
4.7
施工技术交底记录湘质监统编施2002-11 工程名称:长沙卷烟厂“十五”技改一期工程联合工房制丝部分施工单位:中建五局三公司编号:014-1 项目技术负责人:湛裕勤项目专业施工员:李廷勇项目专业质量检查员:刘加强 专业班组长:林慈平交底时间:2003年11月16日交底地址:项目办公室 交底内容 1、交底分部(子分部)、分项工程名称:钢筋闪光对焊 2、交底执行标准名称及编号:混凝土结构工程施工工艺标准(zjq00-sg-002-2003) 3、交底内容摘要: 一、工程概况 本工程梁板钢筋直径大于φ14的钢筋采用闪光对焊,闪光对焊在钢筋加工棚内进行,在加工棚内布置 二台对焊机。 二、施工准备 1、材料及主要机具 (1)钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书复试报告单。钢筋应无老锈和油污。 (2)主要机具:um-100对焊机、防护深
《管理资料-技术交底》之闪光对焊机安全技术交底
格式:pdf
大小:11KB
页数:1P
4.4
此资料由网络收集而来,如有侵权请告知上传者立即删除。资料共分享,我们负责传递知识。 闪光对焊机安全技术交底 (1)焊接操作及配合人员必须按规定穿戴劳动防护用品。并必须采取防止触电、火 灾等事故的安全措施。 (2)对焊机应安置在室内,并应有可靠的接地或接零。电焊导线长度不宜大于30m, 当需要加长导线时,应相应增加导线的截面。当多台对焊机并列安装时,相互间距 不得小于3m,应分别接在不同相位的电网上,并应分别有各自的刀型开关。 (3)焊接现场10m范围内,不得堆放油类、木材、氧气瓶、乙炔发生器等易燃、易 爆物品。 (4)作业前,应检查并确认对焊机的压力机构灵活,夹具牢固,气压、液压系统无 泄漏,一切正常后,方可施焊。 (5)焊接前,应根据所焊钢筋截面,调整二次电压,不得焊接超过对焊机规定直径 的钢筋。 (6)断路器的接触点、电极应定期光磨,二次电路全部连接螺栓应定期紧固。冷
VC++闪光对焊机系统软件设计最新文档

对焊机
格式:pdf
大小:11KB
页数:5P
4.5
对焊机 1、电焊机外壳,必须接地良好,其电源的装拆应由电工进行。 2、电焊机要设单独的开关,开关应放在防雨的闸箱内,拉合时应戴手套侧向操作。 3、焊钳与把线必须绝缘良好,连接牢固,更换焊条应戴手套。在潮湿地点工作,应站 在绝缘胶板或木板上。 4、严禁在带压力的容器或管道上施焊,焊接带电的设备必须先切断电源。 5、焊接贮存过易燃、易爆、有毒物品的容器或管道,必须清除干净,并将所有孔口打 开。 6、在密闭金属容器内施焊时,容器必须可靠接地,通风良好,并应有人监护,严禁向 容器内输入氧气。 7、焊接预热工件时,应有石棉布或档板等隔热措施。 8、把线、地线,禁止与钢丝绳接触,更不得用钢丝绳或机电设备代替零线,所有地线 接头,必须连接牢固。 9、更换场地移动把线时,应切断电源,并不得手持把线爬梯登高。 10、清除焊渣、采用电弧气刨清根时,应戴防护眼镜或面罩,防止铁渣飞溅伤人。 11、多台焊机在一起集

箍筋闪光对焊优化
格式:pdf
大小:1.0MB
页数:3P
4.3
中铁·西安中心工程柱箍筋闪光对焊优化方案 1 中铁·西安中心工程 柱箍筋闪光对焊方案 中国中铁航空港建设集团有限公司 中铁西安中心工程项目经理部 中铁·西安中心工程柱箍筋闪光对焊优化方案 2 柱箍筋闪光对焊方案优化 一、概述 本项目位于西安高新区锦业路与丈八一路交汇处,地处高新区 (crbd)范围内的中国智慧谷内,智慧谷为西高新区cbd的核心区, 四周环绕建筑均为超高层建筑,智慧谷定位为具有复合功能的总部基 地。本工程超高层5a甲级写字楼,地下3层,地上51层,建筑总高 度为231m。本工程用地面积11005㎡,总建筑面积:133449㎡。 现场柱、梁箍筋可以使用弯钩形式和闪光对焊形式两种。 二、经济技术分析 技术优势: 1、闪光对焊后的箍筋形成连续不断的封闭箍筋,能充分发挥箍 筋的受力能力,完全满足各种受压、偏心受压、受弯和受剪箍筋要求, 提高了混
对焊机-简介
格式:pdf
大小:519KB
页数:11P
4.4
对焊机 也称为电流焊机。通过瞬间高电压高电流,使两个互相接触的金属的接触面瞬间 融化并融合。达到把2块金属焊接到一起的目的。 对焊机分类: 对焊机根据焊接方式不同分:闪光对焊机钢筋对焊机铜杆对焊机 闪光对焊主要是利用工件对口接触电阻产生热量加热工件,金属表面熔化,温度 梯度大,热影响区比较小。 焊缝是在工件对口固相金属产生塑性变性条件下,形成共同晶粒。焊缝组织、成 分接近基本金属(或者经过热处理),比较容易获得等强等塑焊接接头。 闪光过程具有排出空气,降低金属氧化的自保护功能。顶锻还能将氧化物随液体 金属排出焊缝之外。焊缝夹杂、未焊透等缺陷较少。 闪光过程具有较强的自调节功能,对严格保持规范一致性要求较低,焊接质量稳 定。单位焊接截面积需要电功率小,焊接低碳钢只需(0.1-0.3)kva/mm2电功率。 焊接生产率高,焊接一个接头只需几秒至几十秒。 对焊机范围 焊接适用范
箍筋闪光对焊技术规程
格式:pdf
大小:764KB
页数:50P
4.7
陕西省工程建设标准 dbj/t61--54-2009 备案号j11600--2010 箍筋闪光对焊技术规程 technicalspecificationforflashbuttwelding ofstirrup 2010-10-29发布2010-01-01实施 陕西省住房和城乡建设厅 联合发布 陕西省质量技术监督局 陕西省工程建设标准 箍筋闪光对焊技术规程 technicalspecificationforflashbuttwelding ofstirrup dbj/t61--54-2009 批准部门:陕西省住房和城乡建设厅 陕西省质量技术监督局 施行日期:2010年1月1号 陕西省
钢筋闪光对焊
格式:pdf
大小:58KB
页数:7P
4.5
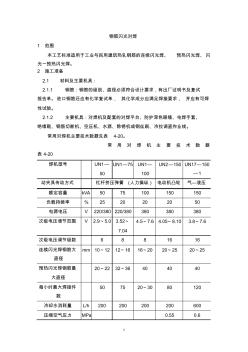
1 钢筋闪光对焊 1范围 本工艺标准适用于工业与民用建筑热轧钢筋的连续闪光焊、预热闪光焊、闪 光一预热闪光焊。 2施工准备 2.1材料及主要机具: 2.1.1钢筋:钢筋的级别、直径必须符合设计要求,有出厂证明书及复试 报告单。进口钢筋还应有化学复试单,其化学成分应满足焊接要求,并应有可焊 性试验。 2.1.2主要机具:对焊机及配套的对焊平台、防护深色眼镜、电焊手套、 绝缘鞋、钢筋切断机、空压机、水源、除锈机或钢丝刷、冷拉调直作业线。 常用对焊机主要技术数据见表4-20。 常用对焊机主要技术数据 表4-20 焊机型号un1— 50 un1—75un1— 100 un2—150un17—150 —1 动夹具传动方式杠杆挤压弹簧(人力操纵)电动机凸轮气—液压 额定容量kva50751001
基于PLC的UNC800型闪光对焊机自动控制系统 基于PLC的UNC800型闪光对焊机自动控制系统
格式:pdf
大小:323KB
页数:未知
4.4
介绍采用基于plc的控制系统,对unc800型闪光对焊机进行顶锻控制,以满足闪光、对焊等设备动作要求。
PLC MINI网络在闪光对焊机组控制中的应用研究 PLC MINI网络在闪光对焊机组控制中的应用研究
格式:pdf
大小:117KB
页数:未知
4.7
采用可编程控制器(plc)的联网功能,构成一个melsecnet/mini网络,用于控制闪光对焊机组。该机组控制分为加热、弯环、焊接、去刺和压档五个环节,各环节既独立控制又相互进行控制信号联络。该mini网络控制系统已调试成功,将用于某锚链厂闪光对焊机组的后期改造。
竖向钢筋闪光对焊机在高大烟囱工程中的应用 竖向钢筋闪光对焊机在高大烟囱工程中的应用
格式:pdf
大小:293KB
页数:未知
4.8
我处以前在建造高大的钢筋混凝土烟囱工程中,竖向钢筋的连接多采用绑扎或坡口电焊。前者浪费材料,偏心受力,不利抗震;后者焊工劳动强度大,速度慢,质量不稳定。根据施工的需要、我处自行设计制造了竖向钢筋闪光对焊机(又称立式对焊机)。该焊机先后在山东辛店发电厂210m烟囱、沾化发电厂180m烟囱、黄岛发电厂180m烟囱、邹县发电厂240m烟囱施工中使用,具有操作程序少、使用灵活方便、速度快、质量好、节约钢筋等优点。一、焊接原理竖向钢筋闪光焊属熔化-压力焊范畴,利
闪光对焊焊接工艺评定
格式:pdf
大小:108KB
页数:7P
4.3
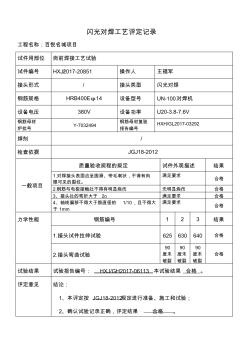
闪光对焊工艺评定记录 工程名称:百悦名城项目 试件用部位岗前焊接工艺试验 试件编号hxj/2017-20851操作人王福军 接头形式/接头类型闪光对焊 钢筋规格hrb400eφ14设备型号un-100对焊机 设备电压380v设备功率u20-3.8-7.6v 钢筋母材 炉批号 y-7032494 钢筋母材复验 报告编号 hxh/gl2017-03292 焊剂/ 检查依据jgj18-2012 一般项目 质量验收规程的规定试件外观描述结果 1.对焊接头表面应呈圆滑、带毛刺状,不得有肉 眼可见的裂纹。 满足要求 合格 2.钢筋与电极接触处不得有明显烧伤无明显烧伤合格 3、接头处的弯折大于2o满足要求合格 4、轴线偏移不得大于筋直径的1/10,且不得大 于1mm 满足要求 合格 力学性能钢筋编号123结果 1.接头试件拉伸试验6
基于功能分析的铜-铝管对焊机的设计 基于功能分析的铜-铝管对焊机的设计
格式:pdf
大小:652KB
页数:4P
4.7
为实现铜-铝管的优质焊接,需要研制相应的焊接设备。以系统的观点采用功能分析法进行分析设计,通过对总功能的分解和原理解的组合,得到了铜-铝管对焊机的形态学矩阵。通过对形态学矩阵中各方案的分析评价,得到了最佳的可行方案。实践证明,用这种设计方法研制出的铜-铝管对焊机,为企业带来良好经济效益。
VC++闪光对焊机系统软件设计相关
文辑推荐
知识推荐
百科推荐

职位:电站工程师
擅长专业:土建 安装 装饰 市政 园林


