

V300-Zefiro转向架构架典型接头焊接工艺
格式:pdf
大小:1.4MB
页数:4P
人气 :81
 4.7
4.7
本文针对某出口高铁用V300-Z e f i r o转向架构架的典型焊缝,制定了相应的焊接工艺,并对典型焊缝进行了外观检查、金相检测与硬度测定;经过分析:焊缝表面无缺陷,成形良好;焊接接头焊缝区、热影响区、母材区分界明显,熔合线清晰,熔合良好,无缺陷;焊缝平均硬度值高于母材硬度,焊接接头具有良好的使用性能。



 HX_N5型机车转向架构架焊接工艺
HX_N5型机车转向架构架焊接工艺 HX_N5型机车转向架构架焊接工艺
hx_n5型内燃机车是某公司与美国ge公司合作生产的大功率交流传动内燃机车。文章从钢板的成分和性能入手,分析其焊接特性,选择焊接材料,确定试验参数并通过焊接工艺评定试验制定合理的焊接工艺,在hx_n5型机车转向架构架的焊接工程实践中取得了良好效果。

编辑推荐下载
欧洲转向架轴箱导架焊接工艺分析 欧洲转向架轴箱导架焊接工艺分析
格式:pdf
大小:465KB
页数:3P
4.8
欧洲转向架轴箱导架的原传统制造工艺不适合大批量、规模化生产,因此对焊接后无需热处理和机加工的新工艺进行了研究探讨。首先分析了轴箱导架结构,阐述了其结构特征及制造工艺,说明了通过合理的焊接措施可以控制焊接应力和焊接变形,并可采用先进的工装保证组装精度。新工艺确保了产品的质量以及良好的经济效益,在生产实践中值得借鉴和推广应用。
多次补焊对转向架构架焊接接头机械性能的影响 多次补焊对转向架构架焊接接头机械性能的影响
格式:pdf
大小:450KB
页数:2P
4.6
采用焊接工艺试验方法,研究了焊接构架用sma490低合金结构钢板对接焊缝经过多次补焊后的组织和性能变化特征,为高速动车组焊接转向架多次补焊的可行性提供了一定的试验依据。
V300-Zefiro转向架构架典型接头焊接工艺热门文档
HX_D2型电力机车转向架构架焊接工艺方案分析 HX_D2型电力机车转向架构架焊接工艺方案分析
格式:pdf
大小:193KB
页数:3P
4.6
hx_d2型电力机车是大同电力机车有限责任公司与法国阿尔斯通公司合作生产的大功率交流传动机车。对hx_d2型电力机车转向架构架制造过程的工艺性进行分析,消化吸收其设计制造理念,以提高大同电力机车有限责任公司的制造工艺水平。

铰接式转向架构架疲劳寿命研究(1)
格式:pdf
大小:29.6MB
页数:94P
4.7
컷쓏붻춨듳톧쮶쪿톧캻싛컄뷂뷓쪽쿲볜릹볜욣샍쫙쏼퇐뺿탕쏻ꎺ쇎폀쇁짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ뎵솾릤돌횸떼뷌쪦ꎺ늷볌쇡20090301 뷂뷓쪽쿲볜릹볜욣샍쫙쏼퇐뺿ퟷ헟ꎺ쇎폀쇁톧캻쫚폨떥캻ꎺ컷쓏붻춨듳톧놾컄솴뷓ꎺhttp://d.g.wanfangdata.com.cn/thesis_y1572471.aspx쫚좨쪹폃ꎺ삼훝붻춨듳톧(lzjd)ꎬ쫚좨뫅ꎺ9b2f6dda-8c14-4342-9ca9-9e0f01035696쿂퓘쪱볤ꎺ2010쓪10퓂14죕

铰接式转向架构架疲劳寿命研究
格式:pdf
大小:29.6MB
页数:94P
4.7
컷쓏붻춨듳톧쮶쪿톧캻싛컄뷂뷓쪽쿲볜릹볜욣샍쫙쏼퇐뺿탕쏻ꎺ쇎폀쇁짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ뎵솾릤돌횸떼뷌쪦ꎺ늷볌쇡20090301 뷂뷓쪽쿲볜릹볜욣샍쫙쏼퇐뺿ퟷ헟ꎺ쇎폀쇁톧캻쫚폨떥캻ꎺ컷쓏붻춨듳톧놾컄솴뷓ꎺhttp://d.g.wanfangdata.com.cn/thesis_y1572471.aspx쫚좨쪹폃ꎺ삼훝붻춨듳톧(lzjd)ꎬ쫚좨뫅ꎺ73382694-f661-4f30-b007-9e0f010376b4쿂퓘쪱볤ꎺ2010쓪10퓂14죕
焊丝成分对高速列车转向架焊接接头性能的影响 焊丝成分对高速列车转向架焊接接头性能的影响
格式:pdf
大小:1.0MB
页数:5P
4.6
采用富氩基co2焊工艺对高速列车转向架用s355j2g3钢板进行焊接,分析了焊丝中c,mn,si和nb元素在焊接过程中的烧损及过渡规律,并研究了焊丝中c,mn,si和nb元素含量变化对焊接接头力学性能的影响.结果表明,在富氩基co2保护焊工艺中,mn,si元素会产生烧损,合理提高焊丝中mn,si元素含量,才能获得与母材相匹配的焊接接头性能,c元素的烧损规律与焊丝中各元素的原始含量有关.随着焊丝中c,si,mn元素含量的增加,焊缝金属的强度增加,断后伸长率降低.nb元素的加入会显著提高焊缝金属的强度,但同时会恶化其塑性和韧性,因此应严格控制焊丝中的nb元素含量.
地铁车辆转向架构架强度研究
格式:pdf
大小:19.4MB
页数:83P
4.6
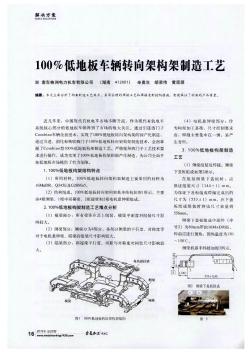
짂컷뿆벼듳톧쮶쪿톧캻싛컄뗘쳺뎵솾쿲볜릹볜잿뛈퇐뺿탕쏻ꎺ샮폀뒺짪쟫톧캻벶뇰ꎺ쮶쪿튵ꎺ믺킵짨볆벰샭싛횸떼뷌쪦ꎺ헅쯸뮳20080601 뗘쳺뎵솾쿲볜릹볜잿뛈퇐뺿ퟷ헟ꎺ샮폀뒺톧캻쫚폨떥캻ꎺ짂컷뿆벼듳톧쿠쯆컄쿗(10쳵ì1.웚뾯싛컄돂쾲뫬.쳕릦낲.싞퇥퓆.퓸퇞쎷.훬쿲퇴.닌뎬.chenxi-hong.taogong-an.luoyan-yun.zengyan-mei.zhuxiang-yang.caichaob탍뗘쳺뎵솾zma120탍쿲볜맺닺뮯퇐훆-뗧솦믺뎵폫돇맬뎵솾2008,31(1)쿪쾸뷩짜쇋쫊폃폚b탍뗘쳺뎵솾뗄zma120탍쿲볜뗄뷡릹ꆢ훷튪쳘뗣뫍훷튪벼쫵닎쫽.뛔룃쿲볜뗄릹볜ꆢ뎵훡ꆢ뎵싖ꆢ훡쿤쳥ꆢ잣틽ힰ훃뗈훘튪늿볾뷸탐쇋닄쇏맺닺뮯ꆢ릤틕퇩횤ꆢ잿뛈볆쯣뫍탍쪽쫔퇩,
V300-Zefiro转向架构架典型接头焊接工艺精华文档
 贯流锅炉集箱T型接头焊接工艺探究
贯流锅炉集箱T型接头焊接工艺探究 贯流锅炉集箱T型接头焊接工艺探究
格式:pdf
大小:96KB
页数:2P
4.4
通过采用不同的焊接方法对贯流锅炉集箱t型接头进行焊接工艺试验,对比分析了各种焊接工艺下的焊接质量、生产效率以及其操作方便性,最终选定了其较适宜的焊接方法。
焊接对转向架疲劳寿命影响的探讨
格式:pdf
大小:403KB
页数:4P
4.4
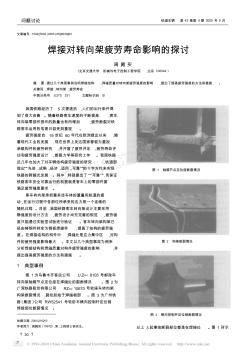
文章编号:100227602(2005)0520030203 焊接对转向架疲劳寿命影响的探讨 周殿买 (北京交通大学机械与电子控制工程学院,北京100044) 摘 要:通过几个典型事例说明焊接结构、焊缝质量对转向架疲劳强度的影响,提出了提高疲劳强度的方法和措施。 关键词:焊接;转向架;疲劳寿命 中图分类号:u270.331 文献标识码:b 我国铁路经历了5次提速后,人们的出行条件得 到了很大改善。随着铁路客车速度的不断提高,客车 转向架零部件损坏的数量也有所增加,疲劳断裂对铁 路客车运用的危害日益受到重视。 疲劳强度自19世纪60年代在欧洲提出以来,随 着现代工业的发展,现在世界上发达国家都极为重视 承载构件的疲劳研究,并开展了疲劳评定、疲劳寿命评 估和疲劳强度设计、断裂力学等研究工作。我国铁路 近几年

板T型接头焊接工艺规程完整版
格式:pdf
大小:67KB
页数:5P
4.6
-1- 板t型接头焊接工艺规程 1.依据及适用范围 1.1本规程编制依据 依据《焊接结构生产》;《焊接方法》;《焊工工艺学》;《金属熔敷原理》所编写。 1.2本工艺规程适用的范围 适用焊条电弧焊、氩弧焊二氧化碳气体保护焊、埋弧焊等焊接方法。 1.3本工艺规程适用的范围 适用于低碳钢、合金钢10mm的钢板。 2.焊接材料的选择 2.1焊接材料选用的原则 2.1.1焊条的选择 ①低碳钢、中碳钢及合金钢按焊件的抗拉强度来选用(等强原则)。 ②对不锈钢、耐热钢等,应从保证焊接接头的特殊性能出发,要求焊缝金属化学成分与 母材相同或相近。 ③对低碳钢之间、中碳钢之间、低合金钢之间及他们之间的异种钢焊接,一般根据强度 等级较低的钢材,按焊缝与母材抗拉强度相等或相近的原则选用。 2.1.2co2气体保护焊焊丝的选用原则: ①co2气体保护焊焊丝必须比母材含有较多的mn和s等脱氧元素,以
火箭发动机壳体典型接头焊接工艺应兵 火箭发动机壳体典型接头焊接工艺应兵
格式:pdf
大小:1.7MB
页数:未知
4.4
针对某固体火箭发动机壳体生产需求,在对母材焊接性及焊接结构特殊性进行分析的基础上结合试验研究,制定出发动机壳体典型接头焊接工艺方案及过程控制和保障措施,实现发动机壳体组件平头对接以及支座与燃烧室壳体异种材料间t形接头焊接。测试结果表明焊缝成形良好,接头区域微观组织不均匀性不影响产品使用性能。生产统计显示,产品质量与性能稳定,承压能力显著高于设定目标,证实该套典型接头的焊接技术具有切实的可靠性。
V300-Zefiro转向架构架典型接头焊接工艺最新文档
机车转向架焊接构架轻型化评定和疲劳强度分析
格式:pdf
大小:264KB
页数:5P
4.4
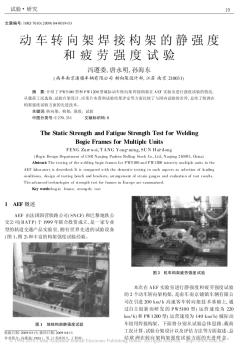
机车转向架焊接构架 轻型化评定和疲劳强度分析 米彩盈 (西南交通大学 机车车辆研究所 成都 610031) 摘 要 提出bo2bo轴式机车转向架焊接构架轻型化评定准则,根据构架整体结构有限元法分析 结果,用边界元法分析了构架侧梁下盖板横向对接焊缝的应力分布,讨论对接焊缝因其根部未焊 透引起的应力集中和降低承受拉应力的对接焊缝应力状态的可行性方案,比较理论分析与疲劳强 度试验结果,边界元法能较为准确地评述焊缝区域的应力分布状态。 关键词 边界元法;疲劳裂纹;焊接结构 分类号 u260.331 随着铁道车辆技术的发展,轻型焊接结构在铁道车辆结构中所占的比重越来越大,焊接结 构在特定的工作载荷作用和保证结构自振频率的前提条件下,结构重量越来越轻。在不同运行 速度的铁道车辆中,要求焊接构架具有不同的疲劳寿命:对普通铁道车辆焊接构架疲劳寿命需 满足使
MB-1新型客车转向架构架的疲劳寿命分析
格式:pdf
大小:1.5MB
页数:4P
4.5
**资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.*** **资讯http://www.***.***
 加载车构架组装焊接工艺质量攻关
加载车构架组装焊接工艺质量攻关 加载车构架组装焊接工艺质量攻关
格式:pdf
大小:535KB
页数:4P
4.6
全面分析了影响加载车构架组装焊接的主要因素及工艺难点,制定了相应的质量控制措施,保证了构架的组装焊接质量。
200km_h电力机车转向架构架设计
格式:pdf
大小:162KB
页数:3P
4.3
减振器阻尼30kn?s/m;优化二系悬挂参数,取横向 刚度(每转向架一侧)0143mn/m,垂向刚度(每转向 架一侧)1165mn/m,二系垂向减振器阻尼70kn?s/m, 二系横向减振器阻尼90kn?s/m。抗蛇行减振器阻尼: v=0101m/s,f=8kn;v=012m/s,f=12kn。 计算结果表明,优化悬挂参数后的ss9型机车的 非线性运动稳定性临界速度为240km/h。机车在220 km/h直线运行时的平稳性指标均在优良以内。 512曲线通过安全性分析 机车以v=120km/h的速度通过r=1400m的曲 线半径(超高为105mm)时的计算结果表明,此时机 车的安全性指标(脱轨系数、轮轴横向力、轮重减载 率)均为优良。 机车以v=2

轨道接头焊接工艺
格式:pdf
大小:55KB
页数:4P
4.7
轨道接头焊接工艺 1.钢轨变形的控制 在施焊过程中钢轨接头将向下弯曲变形,为此在焊接前必须将钢轨端头垫起 一定的高度以保证在焊接完毕后,钢轨能保持平直。 预先垫起的高度,依钢轨的品种、长度和固定情况以及施焊时的环境温度等 因素而定,在一般情况下,建议采用下图所示做法。 670 钢垫板200×120×20-40 80 压板固定螺栓 808033533580670 赤铜垫板200×100×20 预先用赤铜垫板将钢轨端头垫起40~60mm,利用已制作好的螺栓和压板等 联结件,拧紧螺帽使钢轨固定在吊车梁上,每一钢轨接头附近应至少设置4处固 定点。当焊完轨底部分以后,松开压板,将钢轨端头的垫起高度降低到20mm, 再拧紧压板螺帽,当把轨腰部分焊完后,拆除全部垫板并松开压板,此时钢轨接 头处应该有很小的上挠值,在施焊轨头过程中,根据钢轨恢复平直的情况,决定 是否再拧紧压板
TIG焊表面重熔技术在构架焊接工艺中的应用 TIG焊表面重熔技术在构架焊接工艺中的应用
格式:pdf
大小:702KB
页数:2P
4.7
众所周知,tig具有表面熔覆的特性。以焊缝焊趾为研究对象,进行了tig重熔实验,研究发现tig重熔能够将对热敏感区的晶粒细化,强化了接头部分的韧性,增加了焊缝的塑性。
V300-Zefiro转向架构架典型接头焊接工艺相关
文辑推荐
知识推荐
百科推荐


职位:主任给排水设计师(BIM)
擅长专业:土建 安装 装饰 市政 园林


