

U形零件内侧螺母凸焊电极的设计与应用
格式:pdf
大小:1.2MB
页数:3P
人气 :68
 4.7
4.7
维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com 维普资讯 http://www.cqvip.com



 巧换电极凸焊焊接热镀锌板零件
巧换电极凸焊焊接热镀锌板零件 巧换电极凸焊焊接热镀锌板零件
在生产过程中碰到图1所示一种组焊件,u形底板两端焊接两件端板,这两种零件的材料均为热镀锌板要求焊接牢固,表面质量好,同时两端板与u形板要保证一定的同轴度。
编辑推荐下载
不锈钢薄壁螺母零件加工工艺设计 不锈钢薄壁螺母零件加工工艺设计
格式:pdf
大小:182KB
页数:3P
4.5
针对薄壁螺母零件刚性差、加工过程中容易产生变形、加工精度不高等问题,在仔细分析零件结构及加工要求的基础上,对加工工艺进行改进,重新设计工装,解决了工件的变形问题,克服了加工难点,保证了零件的加工品质。

U形零件内侧螺母凸焊电极设计与应用热门文档
基于Pro/E的螺栓螺母零件族表的建立 基于Pro/E的螺栓螺母零件族表的建立
格式:pdf
大小:450KB
页数:3P
4.8
用pro/e族表的设计方法进行产品系列化研究,能极大地提高设计效率,具有很强的实用价值。本文介绍pro/e标准件库开发遵循的基本方法,通过实际典型例子,介绍了直接利用pro/e的族表系列化产品及创建螺栓和螺母标准件的过程,具有较强的可读性。
M12螺母凸焊工艺探讨
格式:pdf
大小:22KB
页数:3P
4.7
m12螺母凸焊工艺探讨 【摘要】介绍了凸焊螺母m12与5mm厚b510l钢板焊接的试验过程,确 定了最优工艺参数。 关键词凸焊螺母正交试验工艺参数 随着产品质量的不断提高,凸焊螺母、螺栓已越来越广泛的应用于汽车行 业。好多资料对凸焊工艺参数进行了分析和研究,取得了显著成果,为后来者提 供了具有非常实用的参考价值,但采用的试件多为2mm~2.5mm板料和m6、 m8螺母,而在底盘大梁、变速箱、安全带等重要部位好多采用大厚度钢板和 m10、m12的大螺母,国内一些小厂,主要是一些小的配套厂,由于工艺参数选 择不正确,导致凸焊螺母焊接不牢,半成品件在运输过程中或转运过程中凸焊螺 母容易脱落,有时不得不采取co2气体保护焊进行加固,不但浪费人力、财力, 也使凸焊失去了本来意义。 1大螺母、厚板凸焊的主要质量缺陷 焊接不牢,半成品件在运输过程中或转运过程中凸焊螺母脱落
用焊接方形螺母代替焊接六角螺母的优越性 用焊接方形螺母代替焊接六角螺母的优越性
格式:pdf
大小:187KB
页数:1P
4.7
焊接方形螺母是由长春汽车研究所、长春第一汽车厂的车身厂与吉林汽车标准件厂等单位联合试制试验成功,通过广泛使用调查分析研究、多次反复试验,确定了焊接螺母的最小剥离扭矩,并由长春汽车研究所参考日本三菱公司标准制订了q364、
用焊接方形螺母代替焊接六角螺母的优越性 用焊接方形螺母代替焊接六角螺母的优越性
格式:pdf
大小:191KB
页数:1P
4.7
焊接方形螺母是由长春汽车研究所、长春第一汽车厂的车身厂与吉林汽车标准件厂等单位联合试制成功,通过广泛使用,调查分析研究及多次反复试验,确定了焊接螺母的最小剥离扭矩,并由长春汽车研究所参考日本三菱公司标准制订了q364、q365焊接方形螺母工厂标准。目前该厂标已被多种车型广泛采用。焊接方型螺母可用在汽车上发动机罩、车门骨架、前围骨架及盖板、曲轴箱、通风装置、汽油管路、散热器悬
不锈钢零件内侧沉槽的倒锪加工 不锈钢零件内侧沉槽的倒锪加工
格式:pdf
大小:324KB
页数:2P
4.7
针对不锈钢零件,分析加工过程中的难点,从夹具、刀具、切削参数等多方面进行试验改进,采用倒锪加工保证了零件的技术要求
U形零件内侧螺母凸焊电极设计与应用精华文档
不锈钢零件内侧沉槽的倒锪加工 不锈钢零件内侧沉槽的倒锪加工
格式:pdf
大小:236KB
页数:2P
4.5
我厂长期从事美国一家大型宇航公司的航空产品转包加工,其中有不少斜盘类零件,有很多斜盘上都有共同的内侧沉槽特征,如图1所示。在缺乏专用设备的条件下我们采用普通铣床倒锪的加工方法:将零件按图示在铣床上定位夹紧,刀杆由孔a导向伸入,然后将倒锪刀头装上刀杆,由内向外倒锪成形。
 矩形端盖零件的拉伸模设计
矩形端盖零件的拉伸模设计 矩形端盖零件的拉伸模设计
格式:pdf
大小:331KB
页数:4P
4.3
介绍了一种机器零件———矩形端盖的冲压工艺分析、零件的冲压工艺方案的确定,设计出合理的冲压模具,具体介绍了矩形工艺方案确定方法,合理选取凸、凹模间隙及最佳模具的设计方法和过程。此模具设计的特点是尝试使用复杂的复合模具,解决常规冲压工艺模具套数多、工艺路线长、生产成本高、效率低等缺点。并为以后此类零件冲压工艺的编制及模具设计提供了可靠的依据。
U形零件内侧螺母凸焊电极设计与应用最新文档
金属嵌件六角锁紧螺母及防卸螺母螺栓 金属嵌件六角锁紧螺母及防卸螺母螺栓
格式:pdf
大小:194KB
页数:1P
4.6
金属嵌件六角锁紧螺母具有优异的双向防松性能。当螺母旋入螺栓时,嵌件紧压在螺栓螺纹面上,以抵抗使用场合中振动所产生的反向旋转力矩,从而有效防松。该产品能广泛适用于铁路内燃机车、冶金设备、振动压路机、架空运输索道等强烈振动场合,因此一直受到用

螺母 (2)
格式:pdf
大小:60KB
页数:5P
4.7
第三部分螺母 产品分类 一、产品大类(一)、英制螺母1、依据ansi/asmeb18.2.2、ansi/asmeb18.6.3.(机 械螺母)、bsw916、jisb1181。按其特性又可分为:普通螺母(finishedhexnuts)(1/4 以上含1/4规格)––fin薄型螺母(finshedhexjamnuts)((1/4以上含1/4规格)––jam 重型螺母(heavyhexnuts)(1/4以上含1/4规格)––hvy机械螺母(machinescrew nuts)(#4-40-3/8规格)––m/s2、美制螺母之区别:普通型、重型、薄型螺母其可制造规格 为1/4-11/2,机械型螺母可制造规格为3/8以下。英制螺母相互区别主要在厚度,对边上也 略有不同。a、薄型螺母和普通型对边一样
螺母 (3)
格式:pdf
大小:2.3MB
页数:62P
4.4
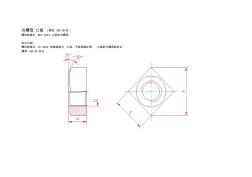
方螺母c级(摘自gb39-88) 螺纹规格为m3~m24、c级的方螺母。 标记示例: 螺纹规格为d=m16、性能等级为5级、不经表面处理、c级的方螺母的标记: 螺母gb39m16 焊接方螺母(摘自gb13680-92) 螺纹规格为m4~m16的焊接方螺母的型式、尺寸和技术条件。 标记示例: 螺纹规格d=m10、材料为含碳量不大于0.25%的钢、不经表面处理的a型焊接方螺母的标记: 螺母gb/t13680m10 1型六角螺母(摘自gb/t6170-2000) 螺纹规格为m1.6~m64、性能等级为6、8、10、a2-50、a2-70、a4-50、a4-70、cu2、cu3和al4级、产品等级为a和b级的1型六角螺母。a级用于d ≤16mm;b级用于d>16mm的螺母。 标记示例: 螺纹规格d=m12、
球形电极条件下低碳钢电阻点焊的预压接触分析 球形电极条件下低碳钢电阻点焊的预压接触分析
格式:pdf
大小:261KB
页数:5P
4.6
利用有限元软件建立了球形电极条件下低碳钢电阻点焊的预压接触有限元分析模型,分析了电极-工件间、工件-工件间接触行为,解释了接触压力分布的形成原因。通过数值模拟发现,电极压力和电极球面半径是影响电极-工件间接触面大小的主要因素;电极压力、电极球面半径和板厚对工件间接触面的大小和两接触面上的接触压力分布形态都有较大影响。压痕试验结果表明,所建低碳钢球形电极点焊预压接触分析有限元模型是正确的。
树脂样板在小零件焊接中的应用 树脂样板在小零件焊接中的应用
格式:pdf
大小:215KB
页数:1P
4.8
汽车车身焊接所用的工装夹具及手工样板材料大部分都为铁质材料,其缺点是重量重,操作不方便,尤其对于需型面定位的零部件,若用铁质材料,其重量就更加重了,操作尤其不便,所以在汽车的加工制造过程中,所用的工装夹具的轻量化也至关重要。这里主要讲述的是树脂材料制作的样板在车身小零件焊接中的应用。
巧用工装夹具改进异性螺母类零件加工工艺 巧用工装夹具改进异性螺母类零件加工工艺
格式:pdf
大小:85KB
页数:2P
4.5
工装夹具在工艺系统中有着特殊的地位,本文以我公司加工产品为例,简单介绍工装夹具的合理设计和应用,对于提高产品的加工精度和加工效率的显著效果。
一种螺母防松块的设计与应用 一种螺母防松块的设计与应用
格式:pdf
大小:149KB
页数:未知
4.5
螺纹联接具有预紧、联接、紧固和密封等功能,而螺纹联接的防松问题一直受到人们的关注。笔者主要根据摩擦防松的工作原理设计出了一种能方便应用于螺纹联接中的螺母防松块,该螺母防松块已广泛地应用于中速球磨煤机等机械设备中。
厚大螺母与镀锌薄钢板环凸焊接头组织与性能 厚大螺母与镀锌薄钢板环凸焊接头组织与性能
格式:pdf
大小:128KB
页数:未知
4.4
通过大量试验,探讨了厚大螺母与镀锌薄板环凸焊接头的组织与性能,结果表明:当接头具有良好的性能时,结合面存在微区熔化并凝固的细小等轴晶,其接头的连接机制属于微区熔化和固态塑性变形+动态再结晶的混合连接模式。相反,如全部为固态连接模式,接头组织中存在连续的锌夹杂,机械应力较大,接头性能较差,漏气率较高。工艺参数对接头的组织与性能有较大的影响,为了得到性能良好的接头,最好采用马鞍形压力和多脉冲电流的焊接规范。
拉铆螺母替代焊接丝座(螺母)的应用分析 拉铆螺母替代焊接丝座(螺母)的应用分析
格式:pdf
大小:350KB
页数:未知
4.6
在诸如工程机械驾驶室等薄板功能件上,设计人员经常需要利用紧固结构加装不同的功能模块,来实现功能的多样性。螺纹紧固结构以其简单易用成为主要的紧固设计方案,而薄板件因所用板材自身厚度多在2-3mm,无法满足攻内螺纹的厚度要求,所以焊接丝座(螺母)成为常用手段。拉铆螺母的出现为此类问题提供了另外的可行方案,在实现紧固结构的同时减少了焊接及修磨的操作,能较好的提高生产效率。
U形零件内侧螺母凸焊电极设计与应用相关
文辑推荐
知识推荐
百科推荐


职位:房建工程师
擅长专业:土建 安装 装饰 市政 园林


