

TP347H钢管焊接作业指导书
格式:pdf
大小:113KB
页数:8P
人气 :71
 4.3
4.3
编号: LR-TEMP-TP347H 大唐洛阳热电厂设备工程部金属实验室 四级过热器 TP347H管 焊接作业指导书 批 准: 审 定: 审 核: 编 制: 大唐洛阳热电厂设备工程部金属试验室 TP347H 钢管焊接作业指导书 LR-TEMP-TP347H 大唐洛阳热电厂设备工程部金属实验室 共8页第 2页 1编制依据 1.1 《火力发电厂焊接技术规程》 DL/T 869-2004 1.2 《电力建设安全工作规程》 1.3 TP347H 钢管焊接工艺评定 1.4 《火力发电厂金属技术监督规程》 DL438-2000 2工程概况及工作量 大唐洛阳热电厂 #1炉四级过热器不锈钢管焊接, 材质为 SA-213TP347H奥氏体不锈 钢,规格: φ38×5,焊口数量多,焊接工艺要求高,焊接施工时操作人员应予以高 度重视,以保证焊接质量。 3 作业必备条件(施工人员配备及资格要求;机具、




钢管焊接作业指导书
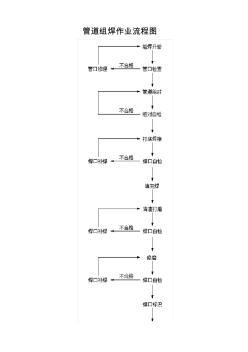
管道组焊作业流程图 管道组焊作业指导书 一、焊工资格 1、所有施焊的焊工必须持有质量技术监督局颁发的特种作业操作证书; 2、焊工施焊的方法、焊接位置、有效期等均应与本人考试合格证相符; 3、合格焊工要进行登记编号,施焊资格应得到监理工程师(或甲方代表)的确认; 4、熟悉适用的“焊接作业指导书”; 5、遵守焊接工艺纪律。 二、焊接设备 1、焊接设备性能应能满足氩电联焊工艺的需要。 2、机械操作人员应遵照焊机的说明书和安全操作规程进行操作,专人专用,定期维护和 保养,确保电焊机等焊接设备完好,仪表灵敏可靠,数据准确,能够满足生产需要。 3、机械操作员要认真做好设备运转记录,设备管理员按工艺要求不定期进行检查。 三、焊接材料 1、焊材领回入库时,材料负责人应会同技术质量人员按要求对其进行检查,应对焊材产 品合格证和同批号的质量证明书进行确认,检查验收合格后分类登记,建立验收台帐,本工
不锈钢管焊接作业指导书
不锈钢管焊接作业指导书 1.施工范围 本机组汽机发电机密封油管道,材质为1cr18ni9ti。 采用ws工艺焊接。 2.编制依据: 2.1.厂家图纸 2.1.1.规程、规范 2.2.《火力发电厂焊接技术规程》dl/t869-2004 2.2.1.《火力施工质量检验及评定标准(焊接篇)》1996年版 2.2.2.《焊工技术考核规程》 2.2.3.《电力建设安全工作规程》 3.施工准备: 3.1.材料设备 3.1.1.焊接材料 焊丝:h1cr18ni9tiφ2.5 焊丝应有制造厂的质量合格证,领取和发放有焊材管理员统一管理。焊丝在使用前应清除油锈及其他污 物,露出金属光泽。 3.1.2.氩气 氩气瓶上应贴有出厂合格标签,其纯度≥99.95%,所用流量6-9升/分钟,气瓶中的氩气不能用尽,瓶内 余压不得低于0.5mpa,以保证充氩纯度。 3.2.
编辑推荐下载
不锈钢管焊接作业指导书
格式:pdf
大小:37KB
页数:5P
4.6
编号:hnhe—hj—00? 河南火电二建设公司 作业指导书 工程名称:indorama2×30mw自备电厂工程 装机容量:2×150t/h+2×30mw 作业项目名称:不锈钢管焊接作业指导书 编制单位:焊接队 编写:日期年月日 审核:日期年月日 审定:日期年月日 批准:日期年月日 1.施工范围 本机组汽机发电机密封油管道,材质为1cr18ni9ti。 采用ws工艺焊接。 2.编制依据: 2.1.厂家图纸 2.1.1.规程、规范 2.2.《火力发电厂焊接技术规程》dl/t869-2004 2.2.1.《火力施工质量检验及评定标准(焊接篇)》1996年版 2.2.2.《焊工技术考核规程》 2.2.3.《电力建设安全工作规程》 3.施工准备: 3.1.材料设备 3.1.1.焊接材料 焊丝:h1cr18

H型钢焊接作业指导书
格式:pdf
大小:353KB
页数:27P
4.5
1 h型钢焊接作业指导书 一、工程概况 本工程为xxxxxxxxxxxxxxx,钢柱均为焊接实腹h型钢截面。 1、适用范围 本作业指导书适用于xxxxxxxxxxxxxxx,钢柱实腹h型钢生产线 各工序岗位的作业 2、相关标准 本作业指导书执行以下技术标准: 2.1《建筑钢结构焊接技术规程》jgj81-2002; 2.2《钢结构工程施工质量验收规范》gb50205-2001; 2.3《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》gb-985。 2.4《低合金钢焊条》gb/t5118-1995 2.5《低合金钢用埋弧焊焊丝和焊剂》gb/t12470-1990 3、职责 3.1操作人员按本指导书进行操作,并对本工序的制作质量负责。 3.2总师办负责对h型钢生产线各工序作业的规范性进行监督。 3.3质控部负责对h型钢生产线工序作业流程中产品质量各监控
TP347H钢管焊接作业指导书热门文档

H型钢焊接作业指导书
格式:pdf
大小:107KB
页数:11P
4.4
h型钢焊接作业指导书 一、工程概况 本工程为遵义铝业股份有限公司环保节能工程电解车间,承重结构采用 门式钢架跨度30m,柱距6.4m,梁、柱均为焊接实腹h型钢截面,柱脚刚 接。 1、适用范围 本作业指导书适用于电解车间,柱、梁实腹h型钢的co2气体保护焊及 埋弧自动焊的平焊、立焊、横焊等焊接施工。 2、相关标准 本作业指导书执行以下技术标准: (1)《建筑钢结构焊接技术规程》jgj81-2002; (2)《钢结构工程施工质量验收规范》gb50205-2001; (3)气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸gb-985。 3、焊接材料及机具: (1)焊接材料 钢架梁、柱及其节点板采用q345b级钢,墙梁、支撑、拉条等采用q235b 钢,吊车梁采用q345c钢,且应保证0℃的冲击韧性,制动板采用q235a 级钢板,钢材质量标准符合现行国


管道焊接作业指导书 (4)
格式:pdf
大小:186KB
页数:16P
4.7
兰州市水源地建设工程项目(第11-1标段) 金属管道焊接作业指导书 编制: 审核: 审批: 中建六局有限公司 兰州市水源地建设工程项目(第11-1标段)施工工程项目部 二〇一六年四月 目录 第一章总则_______________________________________________________________1 1.1适用范围_______________________________________________________1 1.2本指导书的编制依据如下_________________________________________1 第二章工程概况以及焊接工程量___________________________________________1 2.1工程概况___________________
管道焊接作业指导书 (3)
格式:pdf
大小:186KB
页数:16P
4.6
兰州市水源地建设工程项目(第11-1标段) 金属管道焊接作业指导书 编制: 审核: 审批: 中建六局有限公司 兰州市水源地建设工程项目(第11-1标段)施工工程项目部 二〇一六年四月 目录 第一章总则_______________________________________________________________1 1.1适用范围_______________________________________________________1 1.2本指导书的编制依据如下_________________________________________1 第二章工程概况以及焊接工程量___________________________________________1 2.1工程概况___________________
TP347H钢管焊接作业指导书精华文档

钢管焊接作业指导书(20200721211742)
格式:pdf
大小:84KB
页数:10P
4.7
管道组焊作业流程图 管道组焊作业指导书 一、焊工资格 1、所有施焊的焊工必须持有质量技术监督局颁发的特种作业操作证书; 2、焊工施焊的方法、焊接位置、有效期等均应与本人考试合格证相符; 3、合格焊工要进行登记编号,施焊资格应得到监理工程师(或甲方代表)的确认; 4、熟悉适用的“焊接作业指导书”; 5、遵守焊接工艺纪律。 二、焊接设备 1、焊接设备性能应能满足氩电联焊工艺的需要。 2、机械操作人员应遵照焊机的说明书和安全操作规程进行操作,专人专用,定期维护和 保养,确保电焊机等焊接设备完好,仪表灵敏可靠,数据准确,能够满足生产需要。 3、机械操作员要认真做好设备运转记录,设备管理员按工艺要求不定期进行检查。 三、焊接材料 1、焊材领回入库时,材料负责人应会同技术质量人员按要求对其进行检查,应对焊材产 品合格证和同批号的质量证明书进行确认,检查验收合格后分类登记,建立验收台帐,本工 程所用焊
钢管焊接作业指导书(20200721211736)
格式:pdf
大小:70KB
页数:7P
4.7
管道组焊作业流程图 管道组焊作业指导书 一、焊工资格 1、所有施焊的焊工必须持有质量技术监督局颁发的特种作业操作证书; 2、焊工施焊的方法、焊接位置、有效期等均应与本人考试合格证相符; 3、合格焊工要进行登记编号,施焊资格应得到监理工程师(或甲方代表)的确认; 4、熟悉适用的“焊接作业指导书”; 5、遵守焊接工艺纪律。 二、焊接设备 1、焊接设备性能应能满足氩电联焊工艺的需要。 2、机械操作人员应遵照焊机的说明书和安全操作规程进行操作,专人专用,定期维护和 保养,确保电焊机等焊接设备完好,仪表灵敏可靠,数据准确,能够满足生产需要。 3、机械操作员要认真做好设备运转记录,设备管理员按工艺要求不定期进行检查。 三、焊接材料 1、焊材领回入库时,材料负责人应会同技术质量人员按要求对其进行检查,应对焊材产 品合格证和同批号的质量证明书进行确认,检查验收合格后分类登记,建立验收台帐,本工 程所用焊

钢筋对焊接作业指导书
格式:pdf
大小:775KB
页数:28P
4.6
钢筋对焊接作业指导书 一、目的 通过对钢筋焊接施工工艺进行全过程控制,确保焊接质量符合设计、规范和验标的要求。 二、适用范围 适用于镇胜高速公路第24合同段王家岩1号大桥、王家岩2号特大桥二座桥梁的钢筋加工。 三、职责 工程部针对本工程的特点,编制作业指导书,明确工序、工艺流程和控制要速。项目总工批准,桥梁主管 工程师负责现场技术交底并检查落实。 现场施工负责人对本工序作业中的人员、设备配置负责。 质检和试验部门根据执行工序检验和试验。 物设部对使用的机电设备负责,并制定机电设备操作及维护细则,确保机械设备正常运转。 四、钢筋焊接技术和质量标准 《公路桥涵施工技术规范》jtj(041—2000) 《公路工程质量检验评定标准》jtj(071—98) 五、工艺操作程序 (一)钢筋的可焊性 ⅱ级钢筋的焊接性能较ⅰ级钢筋为差。本合同段工程钢筋级别为ⅰ、ⅱ级,符合焊接要求。 (二)对

钢结构焊接作业指导书 (2)
格式:pdf
大小:111KB
页数:6P
4.7
公司名称焊接作业指导书 文件编号:版本号: 设计日期:页数 共6页第1页 一、总则目的 为了规范车间焊接作业行为,获得优质焊缝,同时使憨厚质量得到有效的检验和控制 二、适用范围 《焊接作业指导书》适用于我公司生产车间所有钢结构焊接工序,各产品零件的焊接均应遵守其中规 定。 三、焊接设备 1晶闸管控制co2自动焊机ym-500kr;ym-350kr 2辅助设备 3凿子、铁刷、磨光机、5t行车、10t行车等。 4所用气体:混合气体(80%ar+20%co2) 5焊材储存在干燥,通风,无腐蚀气体的环境中。 6焊条烘干规范以厂家的技术说明书为准;如果厂家未提供,按下表规范执行。 7以上设备应有经过考核合格,并接受我公司专人操作者的相关培训,并遵守设备使用规定,注意操 作安全。 四、 1、焊前准备 1.1了解所焊结构的材料,了解图纸中的焊
钢箱梁焊接作业指导书
格式:pdf
大小:478KB
页数:19P
4.6
i 目录 一、工程概况.............................................1 二、焊接方法及焊接材料...................................2 2.1、焊接方法.........................................2 2.2、焊接材料.........................................3 三、试件接头形式及焊接方法和材料.........................4 四、试件母材准备........................................12 五、试件焊接............................................13 5.1、焊接工艺参数...........
TP347H钢管焊接作业指导书最新文档
焊接作业指导书 (3)
格式:pdf
大小:31KB
页数:2P
4.5
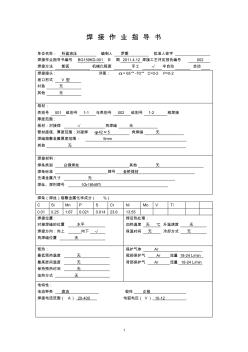
1 焊接作业指导书 单位名称:科盈液压编制人罗娜批准人签字 焊接作业指导书编号bg159kd-001日期2011.4.12焊接工艺评定报告编号002 焊接方法氩弧机械化程度手工√半自动自动 焊接接头:详图:α=65°-70°c=0-2p=0-2 坡口形式v型 衬垫无 其他无 母材: 类别号001组别号1-1与类别号002组别号1-2相焊接 厚度范围: 板材:对接焊√角焊缝无 管材直径、厚度范围:对接焊φ42×5角焊缝无 焊缝熔敷金属厚度范围:5mm 其他无 焊接材料: 焊条类别白钢焊丝其他无 焊条标准牌号金桥焊材 充填金属尺寸无 焊丝、焊剂牌号1gr18ni9ti 焊条(焊丝)熔敷金属化学成分(%) csimnpscrnimovti 0.010.2
钢架组合焊接作业指导书
格式:pdf
大小:115KB
页数:6P
4.4
报验申请表 工程名称:锡林郭勒盟额吉淖尔盐场锅炉安装工程编号: 致:锡林郭勒盟额吉淖尔盐场 我单位已完成了锅炉钢架组合安装焊接作业指导书的编制工作,现 报上该报验申请表,请予以审查和验收。 附:锅炉钢架组合安装焊接作业指导书 承包单位(章):山东兴润建设有限公司 项目经理: 日期:年月日 监理单位审查意见: 项目监理机构: 总/专业监理工程师: 日期:年月日 建设单位审查意见: 建设单位工程师: 日期:年月日 锡林郭勒盟额吉淖尔盐场锅炉安装工程钢架组合焊接作业指导书 山东兴润建设有限公司第1页 锡林郭勒盟额吉淖尔盐场 45t/h锅炉安装工程 钢架组合焊接 作业指导书 编制: 审核: 批准: 编制单位:山东兴润建设有限公司 锡林郭勒盟额吉淖尔盐场锅炉安装工程钢架组合焊接作业指导书 山东兴润建设有限公司第2页 一.编制依据 《电力建设施工及验收技

钢筋焊接作业指导书
格式:pdf
大小:32KB
页数:11P
4.6
钢筋闪光焊作业指导书 一、施工准备 1、机械设备 焊机un-100一台。 2、材料 各种规格钢筋级别必须有出厂合格证,并经检验合格. 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作 人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。对焊机容量、电压要符 合要求。 二、操作工艺 1、闪光焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光 焊、闪光一预热一闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处 理措施,以改善接头塑性。 (1)连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭 合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般 熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形 成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以 一定的压力迅速进行顶锻,再灭电顶锻到一

钢结构焊接作业指导书
格式:pdf
大小:48KB
页数:6P
4.8
江苏长江钢业重工有限公司 1 江苏长江钢业重工有限公司品质部编制 钢结构焊接 作业指导书 1.适用范围 适用于桁架或网架结构、多层或高层梁、柱、框架结构等工业与民用建筑和一般 构筑物的钢结构工程。 2.执行规范与标准 《建筑工程施工质量验收统一标准》(gb50300-2001) 《钢结构工程施工质量验收规范》(gb50205-2001) 《建筑钢结构焊接技术规程》(jgj81-2002) 《碳钢焊条》(gb5117) 《低合金钢焊条》(gb5118) 《气焊、手工电弧焊及气体保护焊焊缝坡口的基本形式与尺寸》(gb985-88) 3.施工准备 3.1技术准备 (1)在构件制作前,工厂应按施工图纸的要求以及《建筑钢结构焊接技术规程》的要 求进行焊接工艺评定试验。生产制造过程应严格按工艺评定的有关参数和要求进 行跟踪检测如发现按照工艺评定规范生产质量不稳定,应重做工艺评定
钢筋焊接作业指导书
格式:pdf
大小:65KB
页数:10P
4.5
1 钢筋闪光焊作业指导书 一、施工准备 1、机械设备 焊机un-100一台。 2、材料 各种规格钢筋级别必须有出厂合格证,并经检验合格. 3、作业条件 (1)设备在操作前检修完好,保证正常运转,并符合安全规定,操作 人员必须要持证上岗。 (2)钢筋焊口要平口、清洁、无油污杂质等。对焊机容量、电压要符 合要求。 二、操作工艺 1、闪光焊工艺 根据钢筋品种、直径和所用焊机功率大小选用连续闪光焊、预热闪光 焊、闪光一预热一闪光焊。对于可焊性差的钢筋,对焊后宜采用通电热处 理措施,以改善接头塑性。 (1)连续闪光焊:工艺过程包括连续闪光和顶锻过程。施焊时,先闭 合一次电路,使两钢筋端面轻微接触,此时端面的间隙中即喷射出火花般 熔化的金属微粒一闪光,接着徐徐移动钢筋使两端面仍保持轻微接触。形 成连续闪光。当闪光到预定的长度,使钢筋端头加热到将近熔点时,就以 一定的压力迅速进行顶锻,再灭电顶锻

钢管制造焊接作业指导书
格式:pdf
大小:234KB
页数:9P
4.4
小湾水电站压力钢管制造 焊接作业指导书 批准: 审核: 编制:许毓成 水电十四局机电安装总公司小湾电站项目部技术科 二00六年六月三日 1 小湾电站压力钢管的焊接依据设计图纸、设计修改通知单、昆明设计 院提供的《压力钢管制造及安装施工技术要求》以及《压力钢管制造安装 及验收规范dl5017-93》执行。压力钢管焊接包括:钢管纵缝、环缝、加 劲环、阻水环的拼接缝以及与管壁角缝的焊接。 参加焊接的施工人员和无损检测人员均需持有有效的合格证书。 一、纵缝预热和焊接 采有手工电弧焊接,管节纵缝采用不对称的x60°、钝边2mm的坡口 型式(外小内大),在施焊前,先将焊缝两侧的污物清理干净,准备进行 焊缝的焊前预热工作。 焊前预热是防止低温裂纹、焊缝影响区硬度过高引起冷裂纹以及减少 焊接残余应力的重要工艺措施。所以,在焊接前,必须按焊接工艺评定报 告的要求对
埋地管道焊接作业指导书
格式:pdf
大小:102KB
页数:10P
4.6
埋地管道焊接作业指导书 目录 1适用范围 2编制依据 3工程概况及主要工程量 4作业人员的资格要求 5主要机械及工、器、具 6施工准备 7作业程序 8作业方法、工艺要求及质量标准 9工序交接及成品保护 10职业健康安全和文明施工措施 11环境管理 12强制性条文 13危险点(源)辨识及控制措施。 #4机组埋地管道焊接(h-21)1/7 1、适用范围: 本作业指导书适用于国电泰州电厂二期工程#4机组埋地管道的焊接工作。 2、编制依据 2.1《火力发电厂焊接技术规程》dl/t869-2012 2.2《焊接工艺评定规程》dl/t868-2004 2.3《特种设备焊接操作人员考核细则》tsgz6002-2010 2.4《焊工

管道焊接作业指导书
格式:pdf
大小:7KB
页数:4P
4.4
广东长青(集团)蠡县热电有限公司 蠡县热电联产项目供热管网南线工程 管道焊接作业指导书 河北省安装工程有限公司 第1/2页 一、焊工安全操作规程 1、电焊、气焊工均为特程作业,身体检查合格,并经专业安全技术学习,训练和 考试合格,颁发“特种作业操作证”后方能独立操作。 2、焊接场地,禁止放易燃易爆物品。应备有消防器材,保证足够的照明和良好的 通风。 3、操作场地10米内,不应储存油类或其它易燃易爆物品,(包括有易燃易爆气体 的器皿管线)。临时工地若有此类物品,而又必须在此操作时,应通知消防部门和安技 意部门到现场检查,采取临时性安全措施后,方可进行操作。 4、工作前必须穿戴好防护用品,操作时(包括打渣)所有工作人员必须戴好防护 眼镜或面罩。仰面焊接应扣紧衣领,扎紧袖口,戴好防火帽。 5、对受压容器、密闭容器、各种有桶、管道,沾有可燃气体和溶液的工件进行操 作时,必须事先进行检查,
管道焊接作业指导书 (2)
格式:pdf
大小:2.0MB
页数:16P
4.7
格式下载后可以编辑 专业资料分享 兰州市水源地建设工程项目(第11-1标段) 金属管道焊接作业指导书 编制: 审核: 审批: 中建六局有限公司 兰州市水源地建设工程项目(第11-1标段)施工工程项目部 二〇一六年四月 格式下载后可以编辑 专业资料分享 目录 第一章总则__________________________________________________________1_ 1.1适用范围______________________________________________________1 1.2本指导书的编制依据如下________________________________________1 第二章工程概况以及焊接工程量_______________________________________1 2.1工程概况__

管道焊接作业指导书
格式:pdf
大小:95KB
页数:10P
4.4
0 目录 1、工程概况........................................................................................................................1 2、人员要求........................................................................................................................2 3、焊接材料和设备............................................................................................................3 4、焊前准备
TP347H钢管焊接作业指导书相关
文辑推荐
知识推荐
百科推荐


职位:全过程工程咨询工程师
擅长专业:土建 安装 装饰 市政 园林


