

TIG填锌丝对接焊接镁铝异种金属
格式:pdf
大小:741KB
页数:5P
人气 :82
 4.3
4.3
采用普通TIG电弧作为焊接热源,对镁铝异种金属进行填加锌丝的对接焊试验.并利用金相显微镜、电子探针(EPMA)、万能力学性能拉伸机等现代分析手段对所得到的接头进行测试分析.结果表明,采用这种工艺得到了锌基的合金化焊缝,实现了6061铝合金和AZ31B镁合金的连接,焊缝主要由MgZn2和少量的铝、锌的固溶体构成,焊缝和铝合金母材之间不存在明显的过渡层,和镁合金母材之间有厚约20~100μm的过渡层.焊缝的硬度高于6061铝合金和AZ31B镁合金母材.对接接头的抗拉强度达到75 MPa.



 异种金属与镀层金属的焊接
异种金属与镀层金属的焊接 异种金属与镀层金属的焊接
20106193铬青铜与不锈钢瞬间液相扩散焊接界面行为/张权明…//材料科学与工艺.-2009,17(5):696~700为了掌握铜合金与不锈钢的连接机理,为工程应用提供技术指导,对铬青铜和不锈钢异种材料扩散焊进行了研究,对不同厚度的银、铜镀层在不
编辑推荐下载
 铝合金平板对接焊接接头变形及损伤行为研究
铝合金平板对接焊接接头变形及损伤行为研究 铝合金平板对接焊接接头变形及损伤行为研究
格式:pdf
大小:458KB
页数:5P
4.5
应用tig焊获得焊缝质量良好的6061铝合金对接焊接接头,进行静态拉伸试验;试验结果表明,试样大多断裂在距焊缝熔合线边缘7~9mm处的软化区;应用双孔微剪切试验与有限元结合获得焊接接头各微区的力学性能及损失参数,提供给有限元计算,建立静态拉伸试验的有限元模型,并与实际试验结果对比验证模型的正确性,在此基础上研究高匹配和低匹配焊接接头及试样相对宽度对焊接接头失效行为的影响,结果表明,对于低匹配焊接接头,接头越窄越容易失效,所以应尽量选择较宽的焊接接头;对于高匹配焊接接头,接头越窄,越不容易失效,所以建议应尽量选择较窄的焊接接头.
TIG填锌丝对接焊接镁铝异种金属热门文档
铝合金与不锈钢异种金属铝硅药芯焊丝TIG熔钎焊接头组织及性能 铝合金与不锈钢异种金属铝硅药芯焊丝TIG熔钎焊接头组织及性能
格式:pdf
大小:1.0MB
页数:5P
4.5
采用铝硅药芯焊丝进行了铝合金与不锈钢异种金属无镀层tig熔钎焊试验,运用om,sem,eds及xrd分析了接头微观组织,研究了界面层及焊缝中金属间化合物种类,分析了药芯钎剂的作用,并测试了接头力学性能.结果表明,药芯钎剂能够促进铝硅钎料在不锈钢表面润湿铺展,获得的润湿角小于30°,钎剂挥发不完全,在接头中产生许多气孔;接头中钢侧界面层由[al,fe,si]相和fe4al13构成,焊缝由α-al基体、汉字状α铁相(fe2sial8)以及细长板条状混合相(β铁相fesial5及少量al-si共晶相)构成;剪切试验中接头均断裂在钢侧界面层,接头抗剪强度仅为55mpa,断裂面由[al,fe,si]相、feal以及少量的fesi,alcr相构成.
5083铝合金平板对接焊接变形实验与计算分析 5083铝合金平板对接焊接变形实验与计算分析
格式:pdf
大小:491KB
页数:3P
4.8
采用实验和数值模拟对5083铝合金焊接变形规律进行了研究。采用热弹塑性有限元法对平板对接焊变形进行分析,结果表明,采用板单元有限元计算的平板焊接横向、纵向、面外变形分布与实验测量结果一致。

对接焊接接头超声波检测工艺规程
格式:pdf
大小:524KB
页数:16P
4.3
对接焊接接头超声波检测工艺规程 1.0目的及适用范围 1.1目的 为保证钢接接头的超声波检测工作质量,提供准确可靠的检测数 据,特制定本规程。 1.2适用范围 1.2.1本规程规定了承压设备焊接接头的超声波检测和缺陷等级评 定; 1.2.2本规程适用于: a)母材厚度为6mm~400mm全熔化焊对接焊接接着的超声波检测; b)管座角焊缝的超声波检测; 1.2.3本规程不适用于: a)铸钢等粗晶材料对接接头的超声波检测; b)外径<φ159mm的焊接接头、内径≤φ200mm的管座角焊缝的 超声波检测; c)外径<φ250mm或内外径之比小于80%的纵向对接焊接接头的 超声波检测。 2.0编制依据 2.1本程序依据jb/t4730-2005.3《承压设备无损检测》编制; 2.2本程序参照gb11345-1989《钢焊缝手工超声波探伤方法和结果 分级》编制; 3.0检测设备和
TIG填锌丝对接焊接镁铝异种金属精华文档
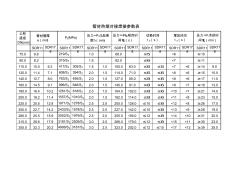
管材热熔对接焊接参数表
格式:pdf
大小:23KB
页数:1P
4.6
公称 直径 dn(mm) sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 sdr11sdr17. 6 75.06.8219/s21.068.0≤5<6≥10 90.08.2315/s21.582.0≤6<7≥11 110.010.06.3417/s2305/s21.51.0100.063.0≤6≤5<7<6≥149.0 125.011.47.1608/s2394/s22.01.5114.071.0≤6≤6<8<6≥1510.0 140.012.78.0763/s2495/s22.01.5127.080.0≤8≤6<8<6≥1711.0 160.0
一种异种金属板材的焊接工艺 一种异种金属板材的焊接工艺
格式:pdf
大小:153KB
页数:4P
4.6
介绍了异种板材的交流和逆变直流热压焊焊接工艺、工艺参数、程序及原理,列举了典型中高碳钢与弹簧钢、热双金、不锈钢不同厚度板材,在电真空管金属器件中的点焊应用实例,成功地解决了异种板材焊接产生的虚焊、脆断、晶间断裂纹、粘焊、熔核不良、焊接裂纹等焊接缺陷,满足了相应产品设计焊核规格,具有一定的推广价值。对取得的效果进行了对比评析,证明了异种板材热压焊焊接工艺的可行性,并在工程上得到了良好的应用。
硬质合金与碳钢电子束对接焊接头的显微组织 硬质合金与碳钢电子束对接焊接头的显微组织
格式:pdf
大小:746KB
页数:4P
4.5
选用yg30硬质合金与45钢进行电子束对接焊复合试验,用扫描电镜、波长分散x射线谱仪对焊接接头显微组织进行了分析。结果表明:当电子束电流小、焊接速度慢时,焊接接头易形成有害的η相,η相分布于yg30/焊缝界面区域,并聚集长大,η相层厚度约10μm;焊接过程中硬质合金脱碳和铁向硬质合金迁移是η相形成的主要原因。
浅谈焊条电弧焊板仰对接焊接工艺 浅谈焊条电弧焊板仰对接焊接工艺
格式:pdf
大小:1.1MB
页数:1P
4.4
低氢纳型焊条,焊接时教材上采用直流反接。如在板对接操作中,采用此工艺打底层操作中背面出现严重的内凹焊接缺陷。若在焊接中采用直流正接打底层,填充层、盖面层用直流反接,能解决背面内凹、正面焊瘤。本文就手工焊条电弧焊仰对接焊接试板的焊接工艺进行分析探讨。
TIG填锌丝对接焊接镁铝异种金属最新文档
 铝合金与低碳钢异种金属材料的激光-压轮焊接
铝合金与低碳钢异种金属材料的激光-压轮焊接 铝合金与低碳钢异种金属材料的激光-压轮焊接
格式:pdf
大小:452KB
页数:5P
4.3
为了解决传统焊接方法焊接铝合金与低碳钢异种金属的焊接接头性能低下的问题,对低碳钢(steelplatecoldrolledcommercial,spcc)与铝合金(a5052-h34)异种金属进行了激光-压轮焊接试验,并确定了最佳的焊接工艺参数.利用激光显微镜、电子探针显微分析仪(epma)硬度测试仪、拉伸试验机测试了焊接接头的微观组织和力学性能.结果表明,在接合界面处金属间化合物由具有一定塑性的金属间化合物和完全脆性的金属间化合物组成;接合界面处的金属间化合物的带宽约为8~10μm,此时焊接接头的抗剪强度达到最大值(210mpa);而具有一定塑性的金属间化合物带宽基本保持不变,约为1.8μm.

钢板无坡口双面自动埋弧焊对接焊接工艺
格式:pdf
大小:98KB
页数:5P
4.5
钢板无坡口双面自动埋弧焊对接 试验计划书 编制: 审核: 批准: 2 内容 焊接工艺认可试验计划书.........................................................................................................1 1.范围...........................................................................................................................................3 1.1焊接方法..................................................................................
小径管对接焊接接头相控阵超声检测技术 小径管对接焊接接头相控阵超声检测技术
格式:pdf
大小:1.1MB
页数:4P
4.5
对小径管对接接头中存在的裂纹、未熔合和未焊透等自然缺陷分别进行相控阵超声检测和射线检测,比较分析了两种检测方法的检测结果,评述了相控阵检测的优势及其在小径管检测中的应用前景。
 承压设备对接焊接接头超声检测和质量分级
承压设备对接焊接接头超声检测和质量分级 承压设备对接焊接接头超声检测和质量分级
格式:ppt
大小:5.8MB
页数:未知
3
承压设备对接焊接接头超声检测和质量分级——5.1钢制承压设备对接焊接接头超声检测和质量分级 5.1.1适用范围 本条规定了钢制承压设备对接焊接接头的超声检测和质量分级。 1、全熔化焊对接焊接接头 1)母材厚度t=8mm~400mm 2)t=6mm~8mm...
镀锌层对铝/钢异种金属激光填粉焊接的影响研究 镀锌层对铝/钢异种金属激光填粉焊接的影响研究
格式:pdf
大小:476KB
页数:4P
4.3
采用nd-yag激光器对铝/镀锌钢进行了异种金属激光填粉熔-钎焊试验研究,通过sem对焊接接头进行了测试,研究分析了镀锌层对铝/钢异种金属激光填粉焊接的影响。结果表明:zn能够在al中充分固溶使得al原子的相对浓度降低,减缓al原子向钢侧的扩散,在一定程度上抑制fe-al脆性相金属间化合物的生成速率。接头强度较好的试件,断裂行为均是钎接界面区与镀锌钢的结合面上首先出现裂纹,随后扩展到钎接边缘富锌区处发生断裂。
高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合... 高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合...
格式:pdf
大小:204KB
页数:6P
4.5
高镁铝焊丝添加锆并采用低频脉冲金属极惰性气体保护焊接Al—Zn—Mg三元合...
小径管对接焊接接头超声波探伤探讨 小径管对接焊接接头超声波探伤探讨
格式:pdf
大小:97KB
页数:未知
4.8
一、概述管子和压力管道其主要作用是输送介质,除常见的石油、天燃气外,还有工业用气体,如氧气、二氧化碳等、乙烯、液氨、矿浆、煤浆等介质。与其他特种设备相比,主要由以下几方面的特点:1.管道与输送介质相对流动,所以管道内要减小阻力,保证光洁;还要对介质有所考虑,腐蚀性强的在设计上要增加相应的裕量。2.管道是相应固定的。一般埋于地下,不发生位移。3.输送的连续性。一般情况下应连续运行。4.在役运行的管道对地面建筑或区域构成威胁,尤其是易燃气
用~(75)Seγ射线透照小管径对接焊接接头 用~(75)Seγ射线透照小管径对接焊接接头
格式:pdf
大小:480KB
页数:3P
4.6
对小管径管道的射线探伤采用了75seγ射线,75se放射源能量较低符合射线探伤的工艺要求而且75se射线在小径管射线透照中具有较高的灵敏度和较好的宽容度,使小管径管道的透照时间缩短,提高了工作效率;而且降低了散射线的影响,降低了射线底片的灰雾度,提高了底片的成像质量,使底片的对比度、灵敏度和清晰度符合标准要求,可获得理想的射线底片质量,有效地检出焊缝内部缺陷。

常用金属(镀锌板、铝合金等)的焊接
格式:pdf
大小:978KB
页数:9P
4.6
常用金属(镀锌板、铝合金等)的焊接 tags:铝合金,镀锌板,金属,焊接 一、电阻焊前的工件清理 无论是点焊、缝焊或凸焊,在焊前必须进行工件表面清理,以保证接头质量稳定。 清理方法分机械清理和化学清理两种。常用的机械清理方法有喷砂、喷丸、抛光以及用纱布或钢丝刷等。#i:x7o7h,\-] 不同的金属和合金,需采用不同的清理方法。简介如下: 铝及其合金对表面清理的要求十分严格,由于铝对氧的化学亲合力极强,刚清理过的表面上会很快被氧化,形成 氧化铝薄膜。因此清理后的表面在焊前允许保持的时间是严格限制的。 铝合金的氧化膜主要用以化学方法去除,在碱溶液中去油和冲洗后,将工件放进正磷酸溶液中腐蚀。为了减慢新 膜的成长速度和填充新膜孔隙,在腐蚀的同时进行纯化处理。最常用的纯化剂是重铬酸钾和重铬酸纳(见表1)。 纯化处理后便不会在除氧化膜的同时,造成工件表面的过分腐蚀
TIG填锌丝对接焊接镁铝异种金属相关
文辑推荐
知识推荐
百科推荐


职位:一级建筑师
擅长专业:土建 安装 装饰 市政 园林


