




 T91钢管与不锈钢非承载件焊接时焊材的优化选择
T91钢管与不锈钢非承载件焊接时焊材的优化选择 T91钢管与不锈钢非承载件焊接时焊材的优化选择
电站锅炉承压部件与非承压部件异种钢焊接选材存在问题,没有足够的试验数据作为参照。以t91钢管与不锈钢非承载部件焊接为例,阐述了焊接对比试验方法和过程,并对选材试验结果进行了分析。分析结果表明,采用原有的a312焊材存在焊接质量问题,应选用优化的r407焊材。
T91/P91钢管的焊接 T91/P91钢管的焊接
0引言t91/p91钢是一种改进的9cr-1mo钢,它是在9cr-1mo钢的基础上添加v,nb,n等合金元素的马氏体耐热钢,上世纪90年代中期被引入我国,并广泛应用,掌握其焊接操作方法也就成了使用t91/p91钢的关键。1主要应用范围在美国材料试验学会(astm)和美国机械工程师学会(asme)标准中,t91代表锅炉用小管,p91代表大直径钢管,f91代表锻钢。t91/p91钢具有良好冲击性能和高温强度,目前广泛应用于电厂中的锅炉过热器
编辑推荐下载
不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止 不锈钢带极埋弧堆焊焊材选择和焊接缺陷的防止
格式:pdf
大小:213KB
页数:2P
 4.3
4.3
就不锈钢带极埋弧堆焊的工艺特点、焊材选用和常见焊接缺陷进行了分析,提出焊接缺陷的的预防措施,取得了良好的应用效果。
常用焊接材料选用及不锈钢焊材选用
格式:pdf
大小:146KB
页数:2P
4.6
条牌 号 国际标准主要用途 a002e308l-16 焊接00cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维,化肥,石油等设 备. a002ae308l-17同上 a002m o2 e308mol-1 6 用于焊接00cr19ni12mo2不锈钢结构,也可用于00cr18ni9ti与碳钢的焊接,主要用于合 成纤维,化工,石油等设备制造. a002n b 适用焊接相同类型的不锈钢结构,也可用于18-8nb或18-8ti等与碳钢的焊接,主要用于 合成纤维,化工,石油等设备的焊接. a022e316l-16焊接尿素及合成纤维设备. a032 e317mocul -16 焊接合成纤维等设备在稀,中浓度硫酸介质中工作的同类型超低碳不锈钢结构. a042 e309mol-1 6 焊接尿素合成塔中
T91管与不锈钢附件焊接的焊材选择热门文档
T91钢扩散焊焊接温度的研究 T91钢扩散焊焊接温度的研究
格式:pdf
大小:400KB
页数:2P
4.4
t91钢熔焊时易出现硬质相及裂纹,严重影响其焊接性能。采用fesib和nib2复合中间层扩散焊焊接t91钢,研究了不同温度下扩散焊接头的组织和性能。结果表明:采用复合中间层合金和合适的焊接温度,可避免t91钢熔焊时易出现硬质相及裂纹,接头组织与母材相似且连续,力学性能达到母材的水平。
不锈钢焊材选用参考(全部材料焊材对应)
格式:pdf
大小:19KB
页数:15P
4.7
不锈钢焊材选用参考标准 a002焊接超低碳cr19ni11不锈钢或0cr19ni10不锈钢结构,如合成纤维、 化肥、石油等设备 a022焊接尿素及合成纤维设备 a042不锈钢焊条钛钙型药皮的超低碳cr23ni13mo2不锈钢焊条,可交直 流两用。由于焊缝金属中加入适量的钼,故提高了焊缝金属的抗裂性及耐腐 蚀性能。用于相同类型的超低碳不锈钢材料及异种钢焊接等。焊前焊条须经 150℃左右烘焙,尽可能采用直流电源,以免焊条发红。 a062焊接合成纤维、石油化工设备用同类型的不锈钢结构、复合钢和异种 钢结构 a082用于00cr17ni15si4nb、00cr14ni17si4等耐浓硝酸腐蚀钢的焊接 和补焊 a802焊接硫酸浓度50%和一定工作温度及大气压力的制造合成橡胶的管 道,以及cr18ni18mo2
奥氏体不锈钢316L与T91小径管钢的焊接工艺探讨 奥氏体不锈钢316L与T91小径管钢的焊接工艺探讨
格式:pdf
大小:359KB
页数:2P
4.8
内蒙古国华准格尔发电有限公司300mw机组主蒸汽、高旁取样门(材质为t91)泄漏,通过对t91、316l(一次门材质为316l)2种材料的特性进行分析,采用手工坞级全氩弧焊,焊接材料选用ernicrfe-3,对t91小管与316l阀门焊口进行了施焊。经18个月的运行,12个焊口未出现爆漏现象。
碳钢和奥氏体不锈钢管道焊接焊材选用分析 碳钢和奥氏体不锈钢管道焊接焊材选用分析
格式:pdf
大小:205KB
页数:3P
4.4
对某管道在安装监督检验中发现的异种钢焊接焊材选用问题进行了讨论和分析,提出了合理的异种钢焊材选用方法。碳钢与奥氏体不锈钢焊接选用25-13型焊材是比较适宜的。建议作出规定,在氧气管道异种钢焊接时不得选用18-8型焊材;对采用18-8型焊材焊接的在用氧气管道异种钢焊接接头加强在用监检力度,以保证氧气管道的安全运行。

不锈钢与异材焊接用什么焊条或焊丝
格式:pdf
大小:13KB
页数:2P
4.8
湖南京为科技有限公司http://www.***.*** 不同材质不锈钢焊接用什么焊条或焊丝 有太多的人知道自己所要焊接的母材,却不知要用什么焊条或焊丝焊接,下面是京为 焊接整理的一些不锈钢与异材焊接的对照表,根据您的母材可以通过下表可以选出您要用的 焊材。 钢种201, 202, 301, 302, 302b ,303, 3044 ,305, 304 h,30 8 304l309 309 s 310 310 s 314 316 316h 316l317317l321 347 348 330403 405 410 414 416 420 430 430f 431 440a 440b 440c 446 201,2 02,30 1,302, 302b, 303,3 044,3 05,30 4h,30 8 e308e308
T91管与不锈钢附件焊接的焊材选择精华文档
不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材的研究进展 不锈钢焊接烟尘中Cr(Ⅵ)及环保型焊材的研究进展
格式:pdf
大小:219KB
页数:5P
4.4
不锈钢焊材药芯所产生的烟尘中含有毒性很大的cr(ⅵ),为了保证焊接人员的健康,必须将cr(ⅵ)降低到3μg/m3标准以下。综述了国内外不锈钢焊接烟尘中低cr(ⅵ)及环境友好型不锈钢焊材的最新研究进展,研究表明:降低奥氏体不锈钢焊材中na和k含量,降低焊接热输入和选择最佳的工艺参数;在保护气体中添加30%四乙基硅烷(teos),均可降低不锈钢焊接烟尘中cr(ⅵ)含量。另外,用氮或锰代替镍的节镍型奥氏体不锈钢焊材,不仅具有稳定单一的奥氏体组织,而且熔敷金属抗拉强度提高了约150mpa,-40℃下,v型冲击吸收功提高30j以上。
不锈钢低温焊接
格式:pdf
大小:16KB
页数:1P
4.8
威欧丁(天津)焊接技术有限公司 技术网站:www.***.***电话:022-28196887 前言:不锈钢的焊接我们最先想到的肯定是熔化极或者非熔化极氩弧焊,这个属于熔 焊的范畴也是我们通常采用的焊接方法,广泛应用于民用化生产制造和工业化焊接加工, 今天我们提到不锈钢的低温焊接的前提背景是在相当多的不锈钢加工制作中有些特殊的 要求,特殊的结构,特殊的材料等等至使熔焊在这些场合下显得力不从心,这就是我们说 的低温焊接。 不锈钢的低温焊接原理:软钎和硬钎,热源根据不同的现场要求选取 优点:操作灵活,可选择性强,技术要求比较低,变形量可以控制好,对于母体的热 影响小,美观 焊接方法如下: 1)低温的we88c焊丝配合we88c-f的焊剂焊接。 这个时候根据被焊母材的结构和焊接要求来选用合适的焊接工具,比如没有特别要求的, 粘上就行的就可以用烙铁焊接,因为

不锈钢焊接规程
格式:pdf
大小:21KB
页数:2P
4.5
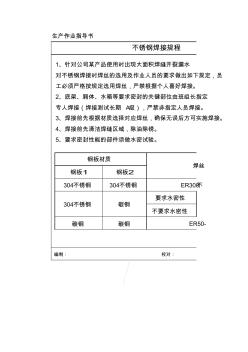
1、针对公司某产品使用时出现大面积焊缝开裂漏水 对不锈钢焊接时焊丝的选用及作业人员的要求做出如下规定,员 工必须严格按规定选用焊丝,严禁根据个人喜好焊接。 2、底架、厢体、水箱等要求密封的关键部位由班组长指定 专人焊接(焊接测试长期a级),严禁非指定人员焊接。 3、焊接前先根据材质选择对应焊丝,确保无误后方可实施焊接。 4、焊接前先清洁焊缝区域,除油除锈。 5、要求密封性能的部件须做水密试验。 钢板1钢板2 304不锈钢304不锈钢 要求水密性 不要求水密性 碳钢碳钢 编制: 校对: 钢板材质 焊丝 304不锈钢碳钢 er308不 er50- 生产作业指导书 不锈钢焊接规程 裂漏水的质量问题, 焊丝的选用及作业人员的要求做出如下规定,员 定选用焊丝,严禁根据个人喜好焊接。 水箱等要求密封的关键部位由班组长指定 测试
T91小径管异质钢的焊接工艺研究 T91小径管异质钢的焊接工艺研究
格式:pdf
大小:47KB
页数:3P
4.6
研究了t91与10crmo910钢的异质焊接工艺,确定出预热和层间温度,选择了焊接材料,制订出相应的工艺参数和焊接、热处理工艺。通过焊接工艺试验评定表明:此焊接工艺选择适当,焊接接头的力学性能、显微组织满足要求,可以保证工程焊口质量。
T91管与不锈钢附件焊接的焊材选择最新文档
T91钢管屏拼接焊接工艺研究 T91钢管屏拼接焊接工艺研究
格式:pdf
大小:687KB
页数:2P
4.8
介绍内蒙古某矸石电厂2台300mw机组工程概况,针对t91钢管屏拼接焊接过程中易出现的管屏变形和裂纹问题,提出焊接方案,并对其进行焊后检验,结果表明各项指标均符合设计和规范化要求。
T91钢管手工氩弧焊接头的显微组织
格式:pdf
大小:340KB
页数:4P
3
t91钢管手工氩弧焊接头的显微组织——对9i60.3mmx8mm的t91钢管的母材及手工氩弧焊接头进行了化学成分、力学性能和显微组织的测定。结果表明,t91钢管的化学成分、力学性能和显微组织均满足gb531o一1995的要求,焊接接头的组织为正常组织。
紫铜与不锈钢的焊接
格式:pdf
大小:15KB
页数:5P
4.6
紫铜与不锈钢的焊接 紫铜与不锈钢焊接可采用气焊、氩弧焊等焊接方法。 气焊的焊接熔池温度易于控制,容易实现单面焊双面成形,对焊件进行焊前预热 和后热也较便利。但由于氧乙炔焰温度低,热量分散,难以克服因紫铜散热快而 引起焊不透的缺陷,较难获得良好的焊接质量。 手工氩弧焊(tig)氩气保护可靠,熔池金属不易发生氧化;焊接温度高,能量 集中且电弧和熔池可见性好,操作方便,易于控制熔池形状及焊缝成形;没有熔 渣,不需焊后清渣,焊接接头外观质量好,故确定采用tig焊的焊接方法。焊接 材料选择选用紫铜焊丝hs201作为填充材料。 焊前预热 由于紫铜导热系数大,散热迅速,故施焊前必须先用中性焰对铜管一侧进行预热 (温度400-450度),焊接过程中仍要保持焊缝层间温度不低于预热温度。 焊接施焊时采用短弧焊,电弧中心要偏向铜管侧约2-4mm,一方面减少铜管侧的 热量损失,以免发生未
T91/P91钢管焊接接头的超声波探伤 T91/P91钢管焊接接头的超声波探伤
格式:pdf
大小:154KB
页数:3P
4.6
通过对t91/p91钢中声速的理论计算和实际测试,利用声波的反射规律和运用几何关系,计算了常用不同k值探头在对t91/p91钢进行超声波探伤中的k值变化、深度和水平距离的差异。用常用探头和普通试块即可完成t91/p91钢管焊接接头以及与t91/p91钢对接的普通低合金钢焊接接头的超声波探伤。
T91和P9取热管异种钢焊接 T91和P9取热管异种钢焊接
格式:pdf
大小:363KB
页数:3P
4.4
分析t91、p9取热管的焊接性能,针对其淬硬性强,冷裂纹倾向大的特点,采取焊前预热、严格控制层间温度、焊后及时消氢等工艺措施,避免冷裂纹产生,确保焊接接头性能,并成功应用在生产实践中。

P91,T91焊接作业指导书
格式:pdf
大小:351KB
页数:26P
4.7
目录 1.工程概况及工程量.............................................................1 1.1工程(系统或设备)概况.................................................1 1.2工程量和工期...........................................................1 2.编制依据.....................................................................1 3.作业前的条件和准备...........................................................2 3.1技术准备.................
不锈钢管的焊接规范
格式:pdf
大小:24KB
页数:3P
4.5
不锈钢管的焊接规范 不锈钢管的焊接工艺?不锈钢管的?焊接工艺 (1)焊接方法:由于现场多数为不锈钢管道且大小不一,根据不锈钢的焊接特点, 尽可能减小热输入量,故采用手工电弧焊、氩弧焊两种方法,d>φ159mm的采用 氩弧焊打底,手工电弧焊盖面。d≤φ159mm的全用氩弧焊。焊机采用手工电弧焊/ 氩弧焊两用的ws7一400逆变式弧焊机。 2、焊接材料:奥氏体不锈钢是特殊性能用钢,为满足接头具有相同的性能,应遵循 “等成分”原则选?择焊接材料,同时为增强接头抗热裂纹和晶间腐蚀能力,使接头 中出现少量铁素体,选择hoocr19ni12mo2氩弧焊用焊丝,手弧焊用焊条chso22作 为填充材料。焊丝hoocr19ni12mo2化学成分(%)csimn0.13p1.70sni0.019 crmo13.2318.722.380.0120
不锈钢的焊接性能及焊接材料选择 (2)
格式:pdf
大小:10KB
页数:5P
4.4
不锈钢的焊接性能及焊接材料选择 不锈钢是指主加元素cr高于12%,能使钢处于钝化状态、又具有不锈钢特 性的钢。不锈钢根据其显微组织分为铁素体型、马氏体型、奥氏体型、奥氏体+ 铁素体型和沉淀硬化型不锈钢。奥氏体不锈钢通常在常温下的组织为纯奥氏体, 也有一些为奥氏体+少量铁素体,这种少量铁素体有助于防止热裂纹。 一、奥氏体不锈钢的焊接特点: 1、容易出现热裂纹。 防止措施 (1)尽量使焊缝金属呈双相组织,铁素体的含量控制在3-5%以下。因为铁素 体能大量溶解有害的s、p杂质。 (2)尽量选用碱性药皮的优质焊条,以限制焊缝金属中s、p、c等的含量。 2、晶间腐蚀:根据贫铬理论,焊缝和热影响区在加热到450-850℃敏化温度区 时在晶界上析出碳化铬,造成贫铬的晶界,不足以抵抗腐蚀的程度。 防止措施: (1)采用低碳或超低碳的焊材,如a002等;采用含钛、铌等稳定化元素的 焊
不锈钢的焊接性能及焊接材料选择
格式:pdf
大小:10KB
页数:5P
4.7
不锈钢的焊接性能及焊接材料选择 不锈钢是指主加元素cr高于12%,能使钢处于钝化状态、又具有不锈钢特 性的钢。不锈钢根据其显微组织分为铁素体型、马氏体型、奥氏体型、奥氏体+ 铁素体型和沉淀硬化型不锈钢。奥氏体不锈钢通常在常温下的组织为纯奥氏体, 也有一些为奥氏体+少量铁素体,这种少量铁素体有助于防止热裂纹。 一、奥氏体不锈钢的焊接特点: 1、容易出现热裂纹。 防止措施 (1)尽量使焊缝金属呈双相组织,铁素体的含量控制在3-5%以下。因为铁素 体能大量溶解有害的s、p杂质。 (2)尽量选用碱性药皮的优质焊条,以限制焊缝金属中s、p、c等的含量。 2、晶间腐蚀:根据贫铬理论,焊缝和热影响区在加热到450-850℃敏化温度区 时在晶界上析出碳化铬,造成贫铬的晶界,不足以抵抗腐蚀的程度。 防止措施: (1)采用低碳或超低碳的焊材,如a002等;采用含钛、铌等稳定化元素的 焊
铜与不锈钢焊接
格式:pdf
大小:23KB
页数:2P
4.6
问:需要铜管(直径8mm)和不锈钢管焊接在一起(直径80mm),铜管焊接在不锈钢管壁, 请问用什么方法才能保证焊接质量。 答:1、用银钎料。用氩弧焊比较快,而且外观好看。操作时要先对铜管加热,温度到了银 钎料才能粘住,然后焊枪再摆向不锈钢。铜停留时间长,不锈钢停留很短只是快速走过。 2、最好的方法就是钎焊.加银焊条.焊出来的效果.保证让你满意.找个加工的地方就知道了. 钢与铜及铜合金焊接时的主要困难是在焊缝及熔合区易产生裂纹。实践证实,为了保证焊缝 具有足够高的抗裂性能,焊缝中铁的质量分数以控制在10%~43%为宜。 ⑴焊接方法及焊接材料低碳钢与铜及铜合金焊接时,可以分别采用手弧焊、埋 弧焊和钨极氩弧焊。低碳钢与纯铜焊接时采用纯铜作为填充金属材料,如焊条 tcu(t107);钨极氩弧焊时,采用硅锰青铜qsi3-1焊丝。低碳钢与硅青铜、铝 青铜焊接时,可
T91管与不锈钢附件焊接的焊材选择相关
文辑推荐
知识推荐
百科推荐


职位:铁路工程
擅长专业:土建 安装 装饰 市政 园林


