

SMT元器件焊接强度推力测试标准
格式:pdf
大小:373KB
页数:4P
人气 :72
 4.3
4.3
NO 物料名称 物料编码 检测方式 图片 试验 仪器 测试方法 推力标准 (Kgf) 实际试验 推力 (Kgf) 试验结果 判定 结果 1 CHIP0402 0602-220J8A-B000 推力 推 力 计 1、消除阻碍 0402元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤ 30度角进行推力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、 ≥0.60Kgf判合格。 0.60 1.00 焊盘未脱 合格 2 CHIP0603 0602-225K2C-C000 推力 推 力 计 1、消除阻碍 0603元器件边缘的其它元器件; 2、选用推力计,将仪器归零,≤ 30度角进行推力试验; 3、检查元器件是否脱焊,记录元器件脱焊的数值; 4、≥1.00Kgf判合格。 1.00 1.30 焊盘未脱 合格 3 CHIP0805 0602-106M2C-D000 推力 推 力 计 1、



![元器件焊接检验规范[11页]](data:image/png;base64,iVBORw0KGgoAAAANSUhEUgAAABIAAAASCAYAAABWzo5XAAAB40lEQVQ4T82UT0iTYRzHP7+90+01l7YisEu1ZZBFoB4iiC6R1CGN8D32l+zQISG0ooMEdQqClA5CHtIoKCQorU5pdejPqZweAiGJNtH2zs050Nd37gnfkVKrw9gOPdfn9/3w/X15nq+MGUapsrip4ATCOvI5irhAn3i4JCONxm0RWvPR/zkrik4JNTXHQSoLAYFKSKjJUIVBsuoig0TQysoccsayUOk04nbj8nhQKDLz85DJGnd5vYimZWcXF1G2verIXVHBjt672GYMzVdO9MlT0rNJNp0740BEcxMfGmay5x6BG9fQg1sdwPSjfmIDL3JBX86ep3z3LqpaTjPV+4D1hxsYb21D315N4HoHke4e/AcPkHz/EXPg+W/ROhn9chS+042vvpYSv5/48JsV0LJiS8dVrHAEfVsQKS3B+h7GfDbIwsS3XEez7z5gRSaJDb5k7d49qyARqrtukXj9Fl99HXbUZO7TZ1KjY6RjM39fzTZN58J/qIGNxjF+PO7HV1eLHgwwfvEym6+0/Xs1l65Tdeo4U/cfspRKOaA1O2uo3L8PpTLY01FmXg2xlJxjw9FGFr5OkAqN5mb0Hz7IIlgqzqddrpORI82d4pILhZhSqC5ZKTZRJ/OvE5VQGfo0r7T/BIvu3Wn9oL+uAAAAAElFTkSuQmCC)
![元器件焊接检验规范[11页]](https://files.zjtcn.com/group1/M00/36/20/CgoBZ2AdhXqAdjqxAAAbcM2gc4M035.jpg)
元器件焊接检验规范[11页]
作者:zhangjian 仅供个人学习,勿做商业用途 美的家用空调国内事业部企业标准 qmn-j43.001-2009 代替qj/mk43.001-2006 元器件焊接质量检验规范 2009-04-07发布2009-04-10实施 美的集团家用空调国内事业部发布 个人收集整理勿做商业用途 3/10 元器件焊接质量检验规范 1适用范围 本规定采用电烙铁手工锡焊的焊接质量检验规范和基本要求,适用于电子整机生产和检 验。不适合于机械五金结构件和电器的特种焊接。文档收集自网络,仅用于个人学习 本规范适用于美的家用空调国内事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其 随后所有的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标 准达成协议的各方研究是否可
编辑推荐下载


元器件焊接质量检验规范_图文.
格式:pdf
大小:3.7MB
页数:25P
4.4
` 元器件焊接质量检验规范 元器件焊接质量检验规范 1范围 本规定适用波峰焊接或电烙铁手工锡焊的焊接质量检验规范和基本要求,适用 于电子整机生产和检验。不适合于机械五金结构件和电器的特种焊接。 本规范适用于制冷国际事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引 用文件,其随后所有的修改单(不包括勘误的内容或修订版均不适用于本标准,然而, 鼓励根据本标准达成协议的各方研究是否可使用这些文件的最新版本。凡是不注 日期的引用文件,其最新版本适用于本标准。 ipc-a-610d电子组装件的验收条件acceptabilityofelectronicassemblies 3术语和定义 3.1开路:铜箔线路断或焊锡无连接; 3.2连焊:两个或以上的不同电位的相互独立的焊点,被连接在一起的现象;
SMT元器件焊接强度推力测试标准热门文档
常用元器件手工焊接温度要求表
格式:pdf
大小:22KB
页数:1P
4.4
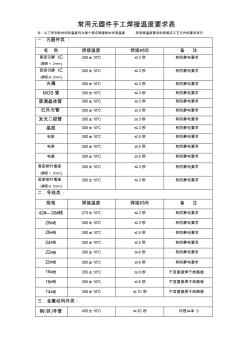
常用元器件手工焊接温度要求表 注:以下所列的时间和温度均为每个焊点焊接的时间和温度,有特殊温度要求的按相应工艺文件的要求进行 一.元器件类: 名称焊接温度焊接时间备注 高密引脚ic (脚距<2mm) 350±10℃≤3秒有防静电要求 低密引脚ic (脚距≥2mm) 300±10℃≤3秒有防静电要求 光耦350±10℃≤3秒有防静电要求 mos管300±10℃≤3秒有防静电要求 普通晶体管300±10℃≤3秒有防静电要求 红外光管300±10℃≤3秒有防静电要求 发光二极管300±10℃≤3秒有防静电要求 晶振300±10℃≤3秒有防静电要求 电阻300±10℃≤5秒有防静电要求 电容300±10℃≤5秒有防静电要求 电感300±10℃≤5秒有防静电要求 高密排针插座 (脚距<2mm


元器件焊接检验规范分析
格式:pdf
大小:18KB
页数:1P
4.7
美的家用空调国内事业部企业标准 qmn-j43.001-2009 代替qj/mk43.001-2006 元器件焊接质量检验规范 2009-04-07发布2009-04-10实施 美的集团家用空调国内事业部发布

元器件焊接质量检验规范 (2)
格式:pdf
大小:4.2MB
页数:18P
4.5
1 ` 企业标准 ta-qp-qc-001 元器件焊接质量检验规范 2009-11-04发布2009-12-04实施 ta-qp-qc-001 1 元器件焊接质量检验规范 1范围 本规定适用波峰焊接或电烙铁手工锡焊的焊接质量检验规范和基本要求,适用于电子整机生产和检 验。不适合于机械五金结构件和电器的特种焊接。 本规范适用于制冷国际事业部。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究 是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。 ipc-a-610d电子组装件的验收条件accepta
电子元器件贴片及接插件焊接检验标准
格式:pdf
大小:1.3MB
页数:8P
4.4
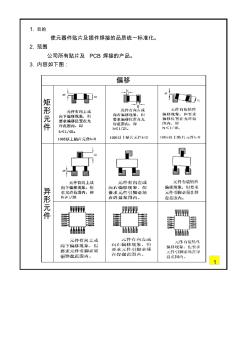
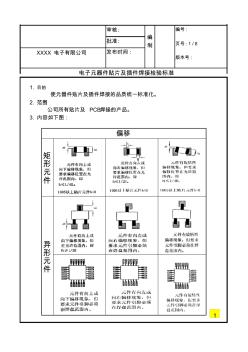
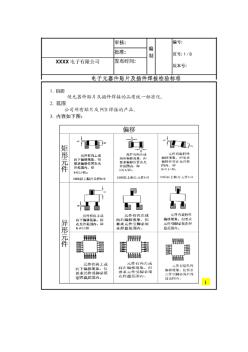
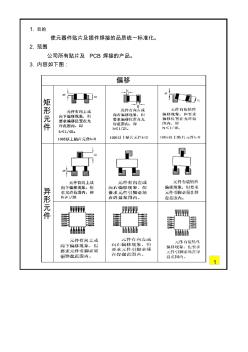
1.目的 使元器件贴片及插件焊接的品质统一标准化。 2.范围 公司所有贴片及pcb焊接的产品。 3.内容如下图: 偏移 矩 形 元 件 异 形 元 件 1 翘起立起 矩 形 元 件 异 形 元 件 2 2 1 贴 片 焊 接 焊锡珠短路虚焊漏焊多锡 板面有焊锡珠 焊锡量偏多,元焊锡量适合,但没 元件焊端一边没有 焊锡。 焊锡量明显太多 件焊接端与另一有与元件引脚焊接超出焊盘范围, 元件焊端接在一在一起。但没有高出元件 起。焊端 板面有焊锡珠 焊锡量偏多,元焊锡量适合,但没 元件焊端一边没有 焊锡。 焊锡量明显太多 件焊接端与另一有与元件引脚焊接超出焊盘范围, 元件焊端接在一在一起。但没有高出元件 起。焊端 图 例: 贴片焊接包焊拉尖沾胶 3 焊锡量明显太多,超出焊盘 范围,且高出元件焊端。 焊接有拉尖现象。焊盘有沾胶现象,但必须在规
SMT元器件焊接强度推力测试标准精华文档
贴片电子元器件焊接技巧
格式:pdf
大小:918KB
页数:4P
4.6
制作工具 toolsandskills 2011.01www.***.***66 贴片电子元器件焊接技巧 随着时代和科技的进步,现在的越来越多电路 板的使用了贴片元件。贴片元件以其体积小和便于 维护越来越受大家的喜爱。但对于不少人来说,对 贴片元件感到“畏惧”,特别是对于部分初学者,因 为他们认为自己不具备焊接元件的能力,觉得它不 像传统的直插元件那样易于焊接把握,其实这些担 心是完全没有必要的。读者可以使用合适的工具和 掌握一些手工焊接贴片的知识,很快就会成为焊接 贴片元件的专家。 一、使用贴片元件的好处 首先我们来了解贴片元件的好处。与引线元件 相比,贴片元件有许多好处。第一方面:体积小, 重量轻,容易保存和邮寄。如常用的贴片电阻0805 封装或者0603封装比我们之前用的直插电阻要小 上很多。几十个直插电阻就可以装满一袋子但换成 贴片电阻的话足以装好几千个甚至
电子元器件贴片及接插件焊接检验标
格式:pdf
大小:1.3MB
页数:8P
4.4
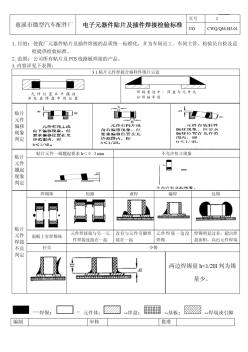
审核: 编 制 编号: 页号:1/8 版本号: 批准: xxxx电子有限公司发布时间: 电子元器件贴片及插件焊接检验标准 1.目的 使元器件贴片及插件焊接的品质统一标准化。 2.范围 公司所有贴片及pcb焊接的产品。 3.内容如下图: 偏移 矩 形 元 件 异 形 元 件 1 审核: 编 制 编号: 页号:2/8 版本号: 批准: xxxx电子有限公司发布时间: 电子元器件贴片及插件焊接检验标准 翘起立起 矩 形 元 件 异 形 元 件 2 2 1 审核: 编 制 编号: 页号:3/8 版本号: 批准: xxxx电子有限公司发布时间: 电子元器件贴片及插件焊接检验标准 贴 片 焊 接 焊锡珠短路虚焊漏焊多锡 板面有焊锡珠 焊锡量偏多,元焊锡量适合,但没 元件焊端一边没有 焊锡。 焊

电子元器件焊接质量检验标准
格式:pdf
大小:191KB
页数:6P
4.5
焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它在电子产品实验、调试、生产 中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。 电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。因此,掌握熟练的焊接操作技能对产品质量 是非常有必要的。 (一)焊点的质量要求: 对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊点质量最关键的一点,就是必 须避免虚焊。 1.可靠的电气连接 焊接是电子线路从物理上实现电气连接的主要手段。锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电 气连接的目的。如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的 问题,这种焊点在短期内也能通过电流,但随着条件的改变和时间的推移,接触层氧化,脱离出现了
SMT元器件焊接强度推力测试标准最新文档

电子元器件贴片及插件焊接检验规范
格式:pdf
大小:5.3MB
页数:21P
4.8
q/fvfm 厦门誉信实业有限公司企业标准 q/fvfm2002.17-2015 电子元器件贴片及插件焊接 检验规范 2015-02-10发布2015-06-01实施 发布厦门誉信实业有限公司 前言 本标准按照gb/t1.1-2009《标准化工作导则第1部分:标准的结构和编写规则》制定。 本标由厦门誉信实业有限公司起草制定。 本标准由厦门誉信实业有限公司品管部归口。 本标准起草单位:厦门誉信实业有限公司技术部,品管部。 本标准主要起草人:李柯林邵有亮 电子元件器件贴片及插件焊接检验规范 1范围 本规定适用波峰焊接、回流焊或电烙铁手工锡焊的焊接质量检验规范和基本要求。 本标准适用于誉信实业电子部所有电子组件板的检验、采购合同中的技术条文。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修
![电子元器件贴片及插件焊接检验规范[精品文档]](https://files.zjtcn.com/group1/M00/60/0A/CgoBZ2A5FPeAS7J1AAAbqBDPmYw963.jpg)
电子元器件贴片及插件焊接检验规范[精品文档]
格式:pdf
大小:40KB
页数:4P
4.7
q/fvfm 厦门誉信实业有限公司企业标准 q/fvfm2002.17-2015 电子元器件贴片及插件焊接 检验规范 2015-02-10发布2015-06-01实施 发布厦门誉信实业有限公司 前言 本标准按照gb/t1.1-2009《标准化工作导则第1部分:标准的结构和编写规则》制定。 本标由厦门誉信实业有限公司起草制定。 本标准由厦门誉信实业有限公司品管部归口。 本标准起草单位:厦门誉信实业有限公司技术部,品管部。 本标准主要起草人:李柯林邵有亮 电子元件器件贴片及插件焊接检验规范 1范围 本规定适用波峰焊接、回流焊或电烙铁手工锡焊的焊接质量检验规范和基本要求。 本标准适用于誉信实业电子部所有电子组件板的检验、采购合同中的技术条文。 2规范性引用文件 下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有的 修改单(不包括勘误的内容)或修

电子元器件安装与焊接工艺规范
格式:pdf
大小:453KB
页数:9P
4.5
电子元器件安装与焊接 工艺规范 电子元器件安装与焊接工艺规范 1范围 本规范规定了设备电气盒制作过程中手工焊接技术要求、工艺方法和质量检验要求。 2引用标准 下列文件中的有关条款通过引用而成为本规范的条款。凡注日期或版次的引用文件, 其后的任何修改单(不包括勘误的内容)或修订版本都不适用于本规范,但提倡使用本规 范的各方探讨试用其最新版本的可能性。凡未注日期或版次引用文件,其最新版本适用于 本规范。 hb航空产品电装工艺电子元器的安装 hb航空产品电装工艺电子元器的焊接 qj3117-1999航天电子电气产品手工焊接工艺技术要求 ipc-a-610e-2010电子组件的可接收性 3技术要求与质量保证 3.1一般要求 3.1.1参加产品安装和检验的人员必须是经过培训合格的人员。 3.1.2环境温度要求:20℃-30℃。 3.1.3相对湿度要

电子元器件贴片及接插件焊接检验标准资料
格式:pdf
大小:1.3MB
页数:8P
4.6
1.目的 使元器件贴片及插件焊接的品质统一标准化。 2.范围 公司所有贴片及pcb焊接的产品。 3.内容如下图: 偏移 矩 形 元 件 异 形 元 件 1 翘起立起 矩 形 元 件 异 形 元 件 2 2 1 贴 片 焊 接 焊锡珠短路虚焊漏焊多锡 板面有焊锡珠 焊锡量偏多,元焊锡量适合,但没 元件焊端一边没有 焊锡。 焊锡量明显太多 件焊接端与另一有与元件引脚焊接超出焊盘范围, 元件焊端接在一在一起。但没有高出元件 起。焊端 板面有焊锡珠 焊锡量偏多,元焊锡量适合,但没 元件焊端一边没有 焊锡。 焊锡量明显太多 件焊接端与另一有与元件引脚焊接超出焊盘范围, 元件焊端接在一在一起。但没有高出元件 起。焊端 图 例: 贴片焊接包焊拉尖沾胶 3 焊锡量明显太多,超出焊盘 范围,且高出元件焊端。 焊接有拉尖现象。焊盘有沾胶现象,但必须在规



电子元器件-电子元器件有哪些
格式:pdf
大小:68KB
页数:2P
4.3
命题整理:朱雪康 桐乡一中通用技术课堂训练第1页,共2页 电子元器件 班级学号姓名 一、知识梳理: 1.电阻器简称,单位是欧姆,用字母表示,1mω=kω=ω。 电阻器可以分为固定电阻器(符号:)和电位器(符号:)。 2.电阻阻值的色标法,普通电阻采用四环表示,从左到右依次为:标称阻值, 标称阻值,标称阻值,精度(%),单位为,p119 表。选用电阻器时需要注意和。标称阻值即是电阻的标准 件电阻值。 3.电容器简称,在电路中的作用是:,常用于 耦合电路、震荡电路等电路中。单位是法拉,简称法,用字母表示。1f=uf= pf。电容器可分为固定电容器和电容器。固定电容器又可分为有极性电 容和电容。有极性电容在接入电路时,接高电位,接低电位。普通 电容的符号为。电容器的额定直流电压是指:, 又称耐压,若在交流电路中,所加交流电压的
SMT元器件焊接强度推力测试标准相关
文辑推荐
知识推荐
百科推荐


职位:市政工程材料员
擅长专业:土建 安装 装饰 市政 园林


