

冻干工艺流程图
格式:pdf
大小:161KB
页数:3P
人气 :86
 4.6
4.6
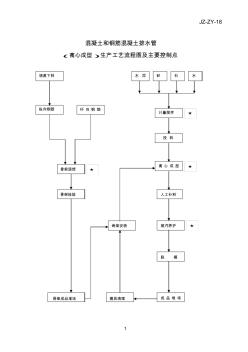
. ;. 1. 工艺流程图 主药 辅料 注射用水 辅料 注射用水 活 性 炭 炭 渣 丁基胶塞 西林瓶 铝 盖 成 品 混 合 溶解 定 容 脱 色 过 滤 精 滤 灌装半加塞 冻 干 全压塞 洗 消 洗 消 内 包 贴 签 灯 检 轧 盖 外 包 洗 消 . ;. 2. 工艺流程图 加炭 吸附 主 药 过 滤 压 塞轧 盖包 装 辅 料 配 液 冻 干 灌 装 . ;. 工艺流程 饮用水 砂过滤 碳过滤 二级反渗透 丁基胶塞 纯化水 蒸 馏 注射用水 西林瓶 瓶外清洗 瓶内清洗 超声波洗 过滤精冲 过滤精冲 过滤精吹 干燥灭菌 灌 装 过滤漂洗 0.22μ除菌过滤 0.45μ膜除炭过滤 配 制 称 量 原辅料 半加塞蒸汽灭菌 冷冻干燥 装盘进箱 压缩空气 压 塞 加 盖 轧 盖 灭 菌 铝 盖 贴 签 灯 检包 装入 库 标 签包装盒箱 十 万 级 万 级 百 级




工艺流程图 (3)
(通过对焊点切片分析其焊接状况) (2)焊接---无铅焊接、选择性波峰焊接。 (选择性波峰焊)(nc数控分板) 可贴元件尺寸: 可贴元件间距: 切片分析 (2)内置/外置n2焊接工艺。 对通孔元器件使用回流焊接 工艺,提高产品焊接质量。 (3)混流生产方式---一线多机种生产。 2,客户提供整套fct方案. 1,自主开发fct方案及测试 架; 2,非接触式ict测试. 检查bga、csp等底部焊点器件 之焊接状况。可检查短路、空焊 、空洞等不良。 1,针接触式ict测试; 印刷能力: 分板工艺: 无铅充氮回流焊工艺通孔回流焊工艺 基板尺寸:50×30mm-510×360mm 50×50mm-410×360mm基板尺寸: 基板厚度: 精细模:±50μm 普通模:±100μm 0603chip 0.30mmpitchcsp 0.1mm-4
编辑推荐下载
掺镓工艺流程图
格式:pdf
大小:77KB
页数:2P
4.8
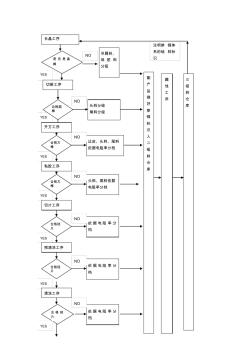
注明掺镓体 系的硅料标 识 yes yes yes yes yes yes 长晶工序 是否是晶 棒 切断工序 合格圆 棒 头料分级 尾料分级 吊肩料、 埚底料 分级 粘胶工序 合格方 棒 切片工序 合格硅 片 预清洗工序 合格硅 片 清洗工序 合格硅 片 合格方 棒 副 产 品 做 好 掺 镓 标 识 入 二 级 料 仓 库 腐 蚀 工 序 三 级 料 仓 库 开方工序 边皮、头料、尾料 依据电阻率分档 头料、尾料依据 电阻率分档 依据电阻率分 档 依据电阻率分 档 依据电阻率分 档 no no yes no no no no no 甩干工序 合格硅 片 成品检验工序 是否返 工 返回清洗工 序 合格硅 片 做好标识入 二级仓库 做好掺鎵标识入成品仓库 yes no nono
产品工艺流程图
格式:pdf
大小:52KB
页数:4P
4.6
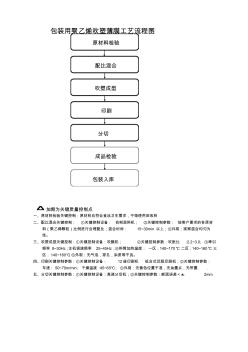
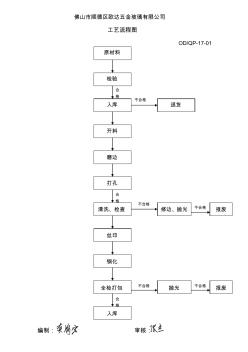
包装用聚乙烯吹塑薄膜工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制:①关键控制设备:自制混料机;②关键控制参数:按客户要求的各原材 料(聚乙烯颗粒)比例进行合理配比;混合时间:15~30min以上;③外观:观察混合均匀为 佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机;②关键控制参数:吹胀比:2.2~3.0;③牵引 频率8~30hz;主机调速频率25~45hz;④料筒加热温度:一区:140~170℃二区:140~160℃三 区:140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备:12座印刷机组合式凹版印刷机;②关键控制参数: 车速:50~70m/min;干燥温度:45~65℃;③外观:无套色位置不准,无油墨点,无带墨. 五、分
SMT工艺流程图热门文档
产品工艺流程图
格式:pdf
大小:74KB
页数:1P
4.6
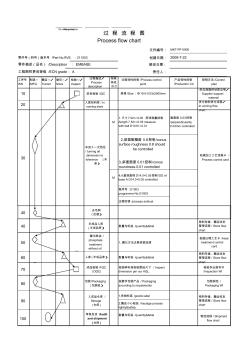
文件编号: 创建日期: 修改日期: 责任人: 工序号 /sn 制造◇ /mfg 搬运○/ transit 储存△/ store 检验□/ inspect 特殊 特性 /s.c 过程特性控制/processcontrol point 产品特性控制 /productioncc 控制方法/control plan 2,斜面粗糙度0.8控制/conus surfaceroughness0.8should becontrolled 3,斜面圆度0.01控制/conus roundness0.01controlled 程序号:o1003 programmeno:o1003 过程防锈/processantirust 40 40数量与标签/quantity&label 物料存储、搬运收发 管理流程

喷射工艺流程图
格式:pdf
大小:34KB
页数:1P
4.3
第 一 次 投 料 水泥 砂(按干料计) 粘 稠 剂 c×% 粉剂与水泥一起加 液剂加入拌和水中 水w/c=0.22 第 二 次 投 料 石子(以干料计) 速凝剂e×% 风 压 喷拱部0.12~0.15mpa 喷边墙0.15~0.18mpa 料 量 喷拱部2~3m3/h 喷边部3~4m3/h 水 水压稳定在比 风压大0.1mpa 投料搅拌拌合时间(min) 2 j-375型强制式搅拌机 第二次投料1~2 s×100 100kg g×100 it倾卸车运送 筛网(阻止超径石子入机) 60~100cm 喷射直径l=30cm 喷射工艺流程图
工艺流程图 (2)
格式:pdf
大小:88KB
页数:3P
4.5
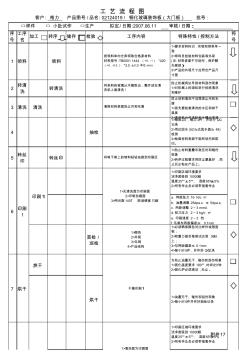
序 号 工序 名 加工转序储存检验工序内容特殊特性/控制方法符 号 1领料领料 按领料单向仓库领取合格原材料 材料型号:tb00011444(+0,-1)*420 (+0,-0.5)*3.0±0.2(单位:mm) 1>要求材料标识.实物和领料单一 致 2>领料员检验材料包装和外观 (注:材料表面不可划伤,保护膜 无破损) 3>产品的外观尺寸应符合产品尺 寸图 2转清 洗 转清洗 将来料的玻璃从木箱取出,整齐放在清 洗机上面清洗! 防止机械角边导致材料刮伤现象 1>对机械上的滚轮进行彻底清洗 和维护 3清洗清洗清除材料表面的尘污和毛屑 防止材料清洗不洁再现尘污和毛 屑 1>首先要检查清洗的水压和烘干 温度 2>清洗机台传送轮和水槽必须清 4抽检 1>每班2次,每次2件,并进行qc 记录 2>用达因水(52≥达因水值≥48) 检测 3>检
SMT工艺流程图精华文档

隧道工艺流程图
格式:pdf
大小:626KB
页数:22P
4.5
中铁十一局集团hjzq-4标隧道工艺流程图 1 隧道工程边仰坡开挖工艺流程 不合格 合格 图1洞口边仰坡开挖及支护施工工艺流程图 安装进洞钢架 施工准备 处理危石、地表清理 洞口截排水系统施工 按设计进行地表预加固 分层开挖 喷锚支护边仰坡面 支护质量检查处理 按正常程序进洞 预支护 结束 中铁十一局集团hjzq-4标隧道工艺流程图 2 图2砂浆锚杆施工工艺框图 图3喷射混凝土施工工艺图 锚杆制作 布设孔位 钻孔 清孔 注浆 锚杆入孔 安设垫板 砂浆拌制砂浆拌制 质量检查 y 坡面检查 压力风清理基面 坡面整修 埋设检测标高 喷射混凝土 喷 射 机 就 位 混凝土养护 预 拌 喷 射 砼 n 中铁十一局集团hjzq-4标隧道工艺流程图 3 隧道工程洞门工艺流程 施工准备 施作截排水沟 基底开挖 地基处理 基底承载力检测 浇筑仰拱钢筋混凝土 安装衬砌及洞
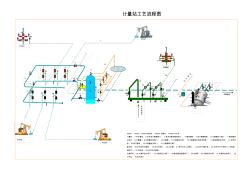
计量站工艺流程图
格式:pdf
大小:1.0MB
页数:8P
4.5
18 7 25 4 ∽ 6 3 14 去集输站 px002 px003 px001 1 24 27 23 21 20 22 28 33 32 26 ∽ ∽ 11 5 1315 12 8 9 2 注 水 站 来 水 10 外 来 干 气 31 px005 16 17 px004 19 30 29 px001、px002、px003-抽油井;px004-自喷井;px005-注水井 计量间:1-单井管线;2-单井进分离器阀门;3-单井进集油管线阀门;4-集油管线;5-进分离器管线;6-分离器进口阀门;7-集油管线 总阀门;8-平衡罐;9-分离器压油阀门;10-分离器;11-分离器安全阀;12-分离器安全阀放空管线;13-集油管线压力表;14-测气仪 表;15-测气管线;16-分离器放空阀
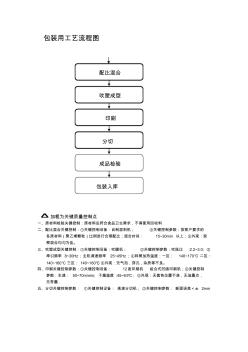
包装用工艺流程图
格式:pdf
大小:18KB
页数:1P
4.7
包装用工艺流程图 加粗为关键质量控制点 一、原材料检验关键控制:原材料应符合食品卫生需求,不得使用回收料 二、配比混合关键控制:①关键控制设备:自制混料机;②关键控制参数:按客户要求的 各原材料(聚乙烯颗粒)比例进行合理配比;混合时间:15~30min以上;③外观:观 察混合均匀为佳。 三、吹塑成型关键控制:①关键控制设备:吹膜机;②关键控制参数:吹胀比:2.2~3.0;③ 牵引频率8~30hz;主机调速频率25~45hz;④料筒加热温度:一区:140~170℃二区: 140~160℃三区:140~160℃;⑤外观:无气泡,穿孔,杂质等不良。 四、印刷关键控制参数:①关键控制设备:12座印刷机组合式凹版印刷机;②关键控制 参数:车速:50~70m/min;干燥温度:45~65℃;③外观:无套色位置不准,无油墨点, 无带墨. 五、分切关键控制参数:


SMT工艺流程图最新文档
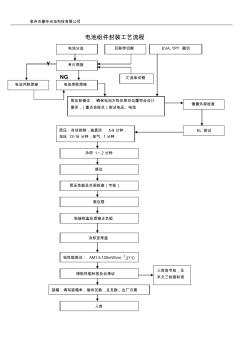
封装工艺流程图
格式:pdf
大小:23KB
页数:1P
4.5
泉州市豪华光电科技有限公司 电池组件封装工艺流程 y ng 层压前铺设,确保电池方阵在层向位置符合设计 要求,(重点自检点)测试电压、电流 层压:自动控制,抽真空5-8分钟, 加压12-16分钟,放气1分钟 冷却1~2分钟 修边 层压性能及外观检查(专检) 装边框 粘接线盒及焊接正负极 冷却至常温 电性能测试:am1.5,100mw/cm2,27℃ 填贴性能标签及合格证 装箱,填写装箱单;每块瓦数,总瓦数,出厂日期 入库 入库前专检,见 本文三检查标准 电池分选互联带切割eva,tpt裁切 单片焊接 电池串联焊接 汇流条切割 电池并联焊接 镜像外观检查 el测试

工艺流程图
格式:pdf
大小:88KB
页数:3P
4.3
序 号 工序 名 加工转序储存检验工序内容特殊特性/控制方法符 号 1领料领料 按领料单向仓库领取合格原材料 材料型号:tb00011444(+0,-1)*420 (+0,-0.5)*3.0±0.2(单位:mm) 1>要求材料标识.实物和领料单一 致 2>领料员检验材料包装和外观 (注:材料表面不可划伤,保护膜 无破损) 3>产品的外观尺寸应符合产品尺 寸图 2转清 洗 转清洗 将来料的玻璃从木箱取出,整齐放在清 洗机上面清洗! 防止机械角边导致材料刮伤现象 1>对机械上的滚轮进行彻底清洗 和维护 3清洗清洗清除材料表面的尘污和毛屑 防止材料清洗不洁再现尘污和毛 屑 1>首先要检查清洗的水压和烘干 温度 2>清洗机台传送轮和水槽必须清 4抽检 1>每班2次,每次2件,并进行qc 记录 2>用达因水(52≥达因水值≥48) 检测 3>检

吸塑工艺流程图
格式:pdf
大小:7KB
页数:2P
4.6
吸塑生产过程可包括 途径一打电话询价,途径二发传真询价,途径三发email询价,途径四通过网络聊天工具询价。客户 须提供吸塑制品的长、宽、高和所用材料的厚度、颜色和型号(pvc、pet、ps),产品数量和生产周期 吸塑制品单价的高低跟以下因素有关:吸塑制品的长、宽、高和吸塑成型的复杂程度;所用材料的类型 厚度和颜色;吸塑产品的后道加工工艺(折边、打孔、封边等)、订单数量和订单周期。报价员会以 户的样品和描述有一个最初报价,最终报价会在打样之后报出。 客户对于报价基本认可后,会将要求、实物或是吸塑样品交到业务部,生产调度会要求电脑设计部将 户的实物扫描并结合印刷品的设计,制作出吸塑制品的平面设计图 客户认可电脑设计稿后,生产调度会根据吸塑产品的复杂程度决定采用哪种方式开发模具(石膏模、 模、铝模),开发周期3-5天。吸塑打样以石膏模打样居多,其操作步骤是:1

SMT工艺流程图2011-12-5
格式:pdf
大小:161KB
页数:3P
4.7
工序流程管制对象管制要点管制项目执行标准执行单位记录表 锡膏 1、锡膏的收用与用法 2、锡膏的使用和保存 3、锡膏的使用原则 1、锡膏需放置冰箱存储,冰箱温度需保持 0-10℃ 2、锡膏回温4小时以上方可使用,超过21小 时不用时回收冰箱 3、锡膏使用需采取先进先出原则 1、锡膏管理规范 制造课 1、锡膏领用记录表 2、锡膏存储记录表 3、锡膏使用记录表 pcb的管控 1、pcb的烘烤标准与原则 2、osp工艺pcb的管理与存储 3、静电防护 1、凡pcb超过3个月(按生产日期算)的都 需经过烘烤后才能生产 2、pcb板在125℃+/-5℃下连续烘烤4小时 以上 3、凡osp工艺的pcb裸露在空气中的时间不 得超过24小时,生产剩余的pcb需采用 真空包装机包装存储 4、接触物料时须戴好静电手套和静电环 1、烤箱操作作业 指导书 2、真空包
图18门叶制造工艺流程图
格式:pdf
大小:26KB
页数:1P
4.6
个人资料总结仅限参考 1/1 申明: 所有资料为本人收集整理,仅限个人学习使用,勿做商业用 途。 次横梁、竖梁主梁面板边梁 零件放样下料翼板、腹板 放样下料 面板放样下料翼板、腹板 放样、下料 拼装焊接坡口形成坡口形成 矫正板材对接拼装焊接 检验矫正、探伤矫正、探伤 主梁拼装焊接面板在胎架上定位 边 梁 拼 装 焊 接 矫正 矫正 检验主梁组装 检验 依次组装次横梁、竖梁 焊接、矫正 修整外形尺寸 组装边梁 组装其它部件 焊接 交预组装 检验 技术准备 原材料进厂 检验、预处理 图18-2门叶制造工艺流程图
SMT工艺流程图相关
文辑推荐
知识推荐
百科推荐


职位:工程监理质检员质量管理员
擅长专业:土建 安装 装饰 市政 园林


