

SMD焊接外观检验标准
格式:pdf
大小:972KB
页数:30P
人气 :88
 4.7
4.7
浙江星星电子科技发展有限公司 SMD 板卡外观检验标准 ZDK-PCP-SMD-01 SMD板卡外观检验标准 版本 编写 审核 批准 实施日期 A/0 浙江星星电子科技发展有限公司 SMD 板卡外观检验标准 ZDK-PCP-SMD-01 目 录 0 修改记录 1 目的范围 2 职责 3 管理内容和方法 4 相关文件 5 质量记录 0 修改记录 版本 文件条款 修改页次 修改理由 A/0 浙江星星电子科技发展有限公司 SMD 板卡外观检验标准 ZDK-PCP-SMD-01 1 目的范围 1.1 目的:本标准规定了 SMD外观检验的检查项目、检查方法、和品质标准,提供顾客良好品质保证,对内 提供生产及工程部门改进品质的资料。 1.2 范围:适用于本公司生产的 SMD线路板,如该产品有其他特殊规定,应依特殊规定执行。 2 职责 SMD 板卡外观检验标准由品质部负责执行 3 管理内容



焊接外观检验标准
焊接外观检验标准 目的:统一焊接外观检验标准,确保焊接质量和检验的一致性 1.范围 本标准适用于smt、成型线、装配线等有关的焊接外观检验。 2.职责 生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。 3.基本术语 ipc-a-6101级:通用类电子产品包括消费类电子产品、部分计算机及其外围设备,那些对外观要求不高而以其使用功能要求为主的产品。 ipc-a-6102级:专用服务类电子产品包括通讯设备,复杂商业机器,性能高、长使用寿命的仪器。这类产品需要持久的寿命,但不要求必须保持不间断 工作,外观上也允许有缺陷。 ipc-a-6103级:高性能电子产品包括持续运行或严格按指令运行的设备和产品。这类产品在使用中不能出现中断,例如救生设备或飞行控制系统。符合 该级别要求的组件产品适用于高保证要求,或者最终产品使用环境条件异常苛刻。 目标条件:是指近乎完美或被称

编辑推荐下载

焊接外观检验标准(试行)
格式:pdf
大小:1.8MB
页数:10P
4.4
焊接外观检验标准s/szbird-改进-001-20050.1 波导随州分公司目的:统一焊接外观检验标准,确保焊接质量和检验的一致性 页码:1/10 旧版本号:无 1.范围 本标准适用于smt、成型线、装配线等有关的焊接外观检验。 2.职责 生产线操作人员和检测人员要依照本标准来保证产品的外观和整体的性能。 3.基本术语 ipc-a-6101级:通用类电子产品包括消费类电子产品、部分计算机及其外围设备,那些对外观要求不高而以其使用功能要求为主的产品。 ipc-a-6102级:专用服务类电子产品包括通讯设备,复杂商业机器,性能高、长使用寿命的仪器。这类产品需要持久的寿命,但不要求必须保持不间断 工作,外观上也允许有缺陷。 ipc-a-6103级:高性能电子产品包括持续运行或严格按指令运行的设备和产品。这类产品在使用中不能出现中断,例如救生设备或飞行
SMD焊接外观检验标准热门文档

焊接件检验标准
格式:pdf
大小:65KB
页数:4P
4.6
精品 感谢下载载 ○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 0 0. 65 1. 5 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符, 孔及焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无 焊接时未溶合、未
焊接件检验标准
格式:pdf
大小:40KB
页数:2P
4.6
○程序文件●作业指导书文件编号 文件名称:焊接件类 版本a/0 页码1of2 制订:审核:批准: 检验方法:目视√测量√测试√装配√抽样方式:抽检□全检√免检□ 抽样计划:mil—sid—105e正常检验ii级加严√正常□减量□特殊□ aql基准:maj特殊特性0.65;min一般特性2.5;cr关键特性0收1退 序 号 检验 项目 检验及 判定标准 检验 量具 检验方法 注意事项 及管制重点 aql crmami 00.651. 1外观 依图纸、标准样品检验; 目测 与标准样品或图纸比对是否相符,孔及 焊接位置、焊接方向是否正确; √ 表面无明显毛刺、变形, 无假焊、虚焊、错焊; 触摸无刮手,焊接应牢固可靠,无焊接 时未溶合、未
焊缝外观检验标准1
格式:pdf
大小:10KB
页数:1P
4.6
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面气孔 指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母材 之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力遭到破坏而 形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由于填充金属不足,在焊缝表面形成的
SMD焊接外观检验标准精华文档
焊缝外观检验标准 (3)
格式:pdf
大小:10KB
页数:1P
4.7
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹陷,不得超 过20mm。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。表面 气孔指露在表面的气孔,不得超过20mm。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时母材与母 材之间未完全熔化结合的部分。不得超过500mm 3.1.4未焊满:由于填充金属不足,在焊缝表面形成的连续或断续的沟槽。 3.1.5焊瘤:焊接过程中,熔化金属流淌到焊缝之外未熔化的母材上所形成的金属瘤。 3.2焊缝形状缺陷: 3.2.1焊缝成形差:

焊缝外观检验标准
格式:pdf
大小:232KB
页数:6P
4.6
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质 量。 2、适用范围 本标准适用于挖机事业部生产的小型挖掘机 和滑移装载机钢结构件焊缝外观质量检验(自 检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作 工艺不正确,沿焊趾的母材部位产生的沟槽或 凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡 在凝固时未能逸出而残留下来形成的空穴叫 气孔。表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊 道与焊道之间,未完全熔化结合的部分;点焊 时母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的 现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同 作用下,焊接接头中局部地区的金属原子结合 力遭到破坏而形成的新界面而产生的缝隙,它 具有尖锐的缺口和大的长宽

焊缝外观检验标准
格式:pdf
大小:206KB
页数:6P
4.6
焊缝外观检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质量。 2、适用范围 本标准适用于钢结构件焊缝外观质量检验(自检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作工艺不正确,沿焊趾的母材部位产生的沟槽或凹 陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡在凝固时未能逸出而残留下来形成的空穴叫气孔。 表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊道与焊道之间,未完全熔化结合的部分;点焊时 母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同作用下,焊接接头中局部地区的金属原子结合力 遭到破坏而形成的新界面而产生的缝隙,它具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由于填充金属不足,在焊缝表面形
焊缝外观检验标准1
格式:pdf
大小:209KB
页数:5P
4.7
焊接外观质量检验标准 1、目的 指导焊工及焊接检验人员工作,确保焊接质 量。 2、适用范围 本标准适用于钢结构件焊缝外观质量检验(自 检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作 工艺不正确,沿焊趾的母材部位产生的沟槽或 凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡 在凝固时未能逸出而残留下来形成的空穴叫 气孔。表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊 道与焊道之间,未完全熔化结合的部分;点焊 时母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的 现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同 作用下,焊接接头中局部地区的金属原子结合 力遭到破坏而形成的新界面而产生的缝隙,它 具有尖锐的缺口和大的长宽比的特征。 3.1.6未焊满:由
焊缝外观检验标准 (2)
格式:pdf
大小:236KB
页数:6P
4.6
1、目的 指导焊工及焊接检验人员工作,确保焊接质 量。 2、适用范围 本标准适用于挖机事业部生产的小型挖掘机 和滑移装载机钢结构件焊缝外观质量检验(自 检和专检)。 3、焊接部外观检查项目 3.1焊接缺陷: 3.1.1咬边:由于焊接参数选择不当,或操作 工艺不正确,沿焊趾的母材部位产生的沟槽或 凹陷。 3.1.2焊缝表面气孔:焊接时,熔池中的气泡 在凝固时未能逸出而残留下来形成的空穴叫 气孔。表面气孔指露在表面的气孔。 3.1.3未熔合:熔焊时,焊道与母材之间或焊 道与焊道之间,未完全熔化结合的部分;点焊 时母材与母材之间未完全熔化结合的部分。 3.1.4未焊透:焊接时接头根部未完全熔透的 现象。 3.1.5裂纹:在焊接应力及其它致脆因素共同 作用下,焊接接头中局部地区的金属原子结合 力遭到破坏而形成的新界面而产生的缝隙,它 具有尖锐的缺口和大的长宽比的特征。 3.1.
SMD焊接外观检验标准最新文档

焊接外观检查标准
格式:pdf
大小:501KB
页数:11P
4.3
品质管理部 焊接外观检查基准书 1.适用范围 本标准适用于阀门焊接部位的外观检查. 2.适用范围和限制 1)本基准只作为焊接部位肉眼检查的基准,对焊缝内部质量进行评定时,不适用本基准,对焊缝内部质 量要根据相应的其它检查方法评定.但是,无损检测中的渗透(pt)探伤也可适用本基准. 2)本基准检查项目中,对图纸明确规定的缺陷,应满足图纸要求为原则. 3)图纸中未注明焊接符号处,多余进行焊接的,原则上不允许. 4)对于重复缺陷的评定 参考3.17)项目检查. 5)对于超出检查基准的焊接缺陷,应进行必要的返修,返修结束后重新进行检查. 3.焊接部外观检查项目: 1)焊角尺寸(leglength) 2)咬边(undercut) 3)焊缝表面气孔(beadblowhole) 4)焊瘤(overlap

外观检验标准
格式:pdf
大小:385KB
页数:12P
4.4
xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第1页共11页 版本号:1.0修订日期:发行日期:2016.4.21 工作程序指引类文件 编制人: 受控标识 副本: □总经理室 □管理者代表 □业务部 □财务部 □研发部 □验证部 □人资部 □采购部 □资材部 □品管部 □工程部 □制造部 □其它: 签 署 日期: 审核人: 签 署 日期: 批准人: 注意: 1.未印有“文件受控”标识的文件不可使用。 2.已印有“文件作废”标识的文件不可使用。 3.已印有“文件受控”标识的文件不可复印。 4.没有批准人签名的文件为无效文件。 签 署 日期: 序 号 修订 章节 版本 号 修订内容修订日期修订人审核人批准人 xxxx电子有限公司 外观检验标准 文件编号﹕页次﹕第2页共11页 版本号:1

焊接检验标准规范
格式:pdf
大小:99KB
页数:9P
4.5
-/ 焊接检验规范 1.1焊接结构件的形状和尺寸应符合图样、工艺文件的规定。如图 样、工艺文件未做规定时,焊接结构件的尺寸偏差按表7规定。机械 加工余量按表8规定。 表7㎜ 基本尺寸 允许偏差(±) 外形尺寸各部分间 ≤10021 >100~25031.5 >250~6503.52 >650~100042.5 >1000~160053 >1600~250063.5 2500~400074 4000~650085 6500~1000096 10000~16000117 16000~25000138 25000~40000159 表8㎜ -/ 基本尺寸余量 ≤2503~4 >250~8004~6 >800~20006~8 >2000~40008~12

焊接质量检验标准 (4)
格式:pdf
大小:185KB
页数:5P
4.7
培训资料jesmay 5-1 焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它在电子产品实验、调试、生产 中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。 电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。因此,掌握熟练的焊接操作技能对产品质量 是非常有必要的。 (一)焊点的质量要求: 对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊点质量最关键的一点,就是必 须避免虚焊。 1.可靠的电气连接 焊接是电子线路从物理上实现电气连接的主要手段。锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电 气连接的目的。如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的 问题,这种焊点在短期内也能通过电流,但随着条件的改变和时间

焊接质量检验标准(1)
格式:pdf
大小:187KB
页数:5P
4.3
培训资料jesmay 5-1 焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它在电子产品实验、调试、生产 中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接影响到产品的质量。 电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。因此,掌握熟练的焊接操作技能对产品质量 是非常有必要的。 (一)焊点的质量要求: 对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊点质量最关键的一点,就是必 须避免虚焊。 1.可靠的电气连接 焊接是电子线路从物理上实现电气连接的主要手段。锡焊连接不是靠压力而是靠焊接过程形成牢固连接的合金层达到电 气连接的目的。如果焊锡仅仅是堆在焊件的表面或只有少部分形成合金层,也许在最初的测试和工作中不易发现焊点存在的 问题,这种焊点在短期内也能通过电流,但随着条件的改变
焊接点、缝的质量检验标准
格式:pdf
大小:190KB
页数:6P
4.3
培训资料jesmay 6-1 焊接质量检验标准 焊接在电子产品装配过程中是一项很重要的技术,也是制造电子产品的重要环节之一。它 在电子产品实验、调试、生产中应用非常广泛,而且工作量相当大,焊接质量的好坏,将直接 影响到产品的质量。 电子产品的故障除元器件的原因外,大多数是由于焊接质量不佳而造成的。因此,掌握熟 练的焊接操作技能对产品质量是非常有必要的。 (一)焊点的质量要求: 对焊点的质量要求,应该包括电气接触良好、机械接触牢固和外表美观三个方面,保证焊 点质量最关键的一点,就是必须避免虚焊。 1.可靠的电气连接 焊接是电子线路从物理上实现电气连接的主要手段。锡焊连接不是靠压力而是靠焊接过程 形成牢固连接的合金层达到电气连接的目的。如果焊锡仅仅是堆在焊件的表面或只有少部分形 成合金层,也许在最初的测试和工作中不易发现焊点存在的问题,这种焊点在短期内也能通过 电流,但随
焊接质量、试验及检验标准
格式:pdf
大小:48KB
页数:4P
4.5
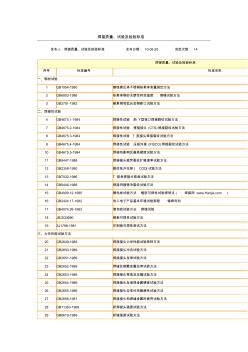
焊接质量、试验及检验标准 发布人:焊接质量、试验及检验标准发布日期:10-05-20浏览次数:14 焊接质量、试验及检验标准 序号标准编号标准名称 一、钢材试验 1gb1954-1980镍铬奥氏体不锈钢铁素体含量测定方法 2gb6803-1986铁素体钢的无塑性转变温度落锤试验方法 3gb2791-1982碳素钢和低合金钢断口试验方法 二、焊接性试验 4gb4675.1-1984焊接性试验斜y型坡口焊接裂纹试验方法 7gb4675.2-1984焊接性试验搭接接头(cts)焊接裂纹试验方法 8gb4675.3-1984焊接性试验t型接头焊接裂纹试验方法 9gb4675.4-1984焊接性试验压板对接(fisco)焊接裂纹试验方法 10gb4675.5-1984焊接热影响区最高硬度试验方法 11gb9447-1988焊接接头
焊接质量检验标准配大量图片
格式:pdf
大小:5.4MB
页数:10P
4.4
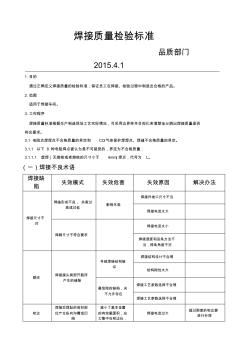
焊接质量检验标准 品质部门 2015.4.1 1.目的 通过正确定义焊接质量的检验标准,保证员工在焊接、检验过程中制造出合格的产品。 2.范围 适用于焊接车间。 3.工作程序 焊接质量标准根据生产制造现场工艺实际情况,可采用边界样本目视化来清楚地分辨出焊接质量是否 符合要求。 3.1电阻点焊焊点不合格质量的界定和co2气体保护焊焊点、焊缝不合格质量的界定。 3.1.1以下8种电阻焊点被认为是不可接受的,界定为不合格质量: 3.1.1.1虚焊(无熔核或者熔核的尺寸小于4mm)焊点,代号为l。 (一)焊接不良术语 焊接缺 陷 失效模式失效危害失效原因解决办法 焊接尺寸不 对 焊缝形成不良,余高过 高或过低 影响外观 焊接件坡口尺寸不当 焊接电流太大 焊脚尺寸不符合要求 焊接电流太小 焊接速度和运条方法不
管道焊接检验标准
格式:pdf
大小:153KB
页数:3P
4.6
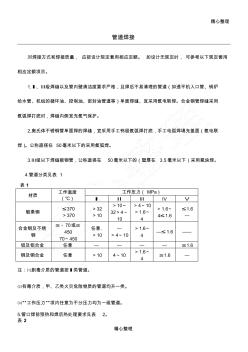
精心整理 精心整理 管道焊接 对焊接方式和焊接质量,应按设计规定套用相应定额。如设计无规定时,可参考以下规定套用 相应定额项目。 1.ⅰ、ⅱ级焊缝以及管内壁清洁度要求严格,且焊后不易清理的管道(如透平机入口管、锅炉 给水管、机组的循环油、控制油、密封油管道等)单面焊缝、宜采用氩电联焊。合金钢管焊缝采用 氩弧焊打底时,焊缝内侧宜充氩气保护。 2.奥氏体不锈钢管单面焊的焊缝,宜采用手工钨极氩弧焊打底,手工电弧焊填充盖面(氩电联 焊)。公称直径在50毫米以下的采用氩弧焊。 3.ⅲ级以下焊缝碳钢管,公称直径在50毫米以下的(壁厚在3.5毫米以下)采用氧炔焊。 4.管道分类见表1 表1 材质 工作温度 (℃) 工作压力(mpa) ⅰⅱⅲⅳⅴ 碳素钢 ≤370 >370 >32 >10 >10~ 32>4~ 10 >4~10 >1.6~ 4 >1.6~ 4≤1

铜管施工焊接的检验标准和流程
格式:pdf
大小:21KB
页数:8P
4.6
铜管施工焊接的检验标准和流程 铜管施工技术、工艺流程、焊接、工程质量要求及验收标准、验收 铜业公司在本文中叙述铜管施工技能,分为以下方面:工艺流程、管道装置施工 前应具有的条件及留意事项、管道安置和敷设、管道调直、管道切开、弯管、法 兰衔接、焊接、工程质量要求及查验标准、查验等。 1.工艺流程: 工艺流程:工艺流程铜管调直→切开→弯管→螺纹衔接→法兰衔接→焊接 →钨极氩弧焊→预热和热处理→支架及管道穿墙装置→补偿器装置→阀门装 置→脱脂→试压→管道油清洗 2.管道装置施工前应具有的条件及留意事项: 管道装置施工前应具有的条件及留意事项: 管道装置施工前应具有的条件及留意事项 2.1规划施工图和其它技能文件完备。已断定施工组织规划 2.2施工人员应了解建筑结构构成,吊顶高度,管井内管道数量,断定管位。 2.3技能培训,了解铜管、管件规格敷设办法,衔接办法及其它操作关键。
SMD焊接外观检验标准相关
文辑推荐
知识推荐
百科推荐


职位:水文水资源工程师
擅长专业:土建 安装 装饰 市政 园林


